
Vai esat kādreiz domājuši, kāpēc dažiem pneimatiskajiem cilindriem pēkšņi rodas noslēpumainas noplūdes problēmas? Atbilde varētu slēpties parādībā, kas aizgūta no automobiļu drošības jomas – hidroplanēšana. Tāpat kā automašīnas riepas var zaudēt saķeri ar slapju ceļu, arī cilindru blīvējumi var “hidroplanēt” uz pārmērīgi biezas smērvielas plēves, izraisot katastrofālu blīvējuma bojājumu. Savos 15 gados, risinot pneimatisko sistēmu problēmas, esmu redzējis, kā šī nepamanītā problēma uzņēmumiem izmaksā miljonus neplānotā dīkstāves laikā.
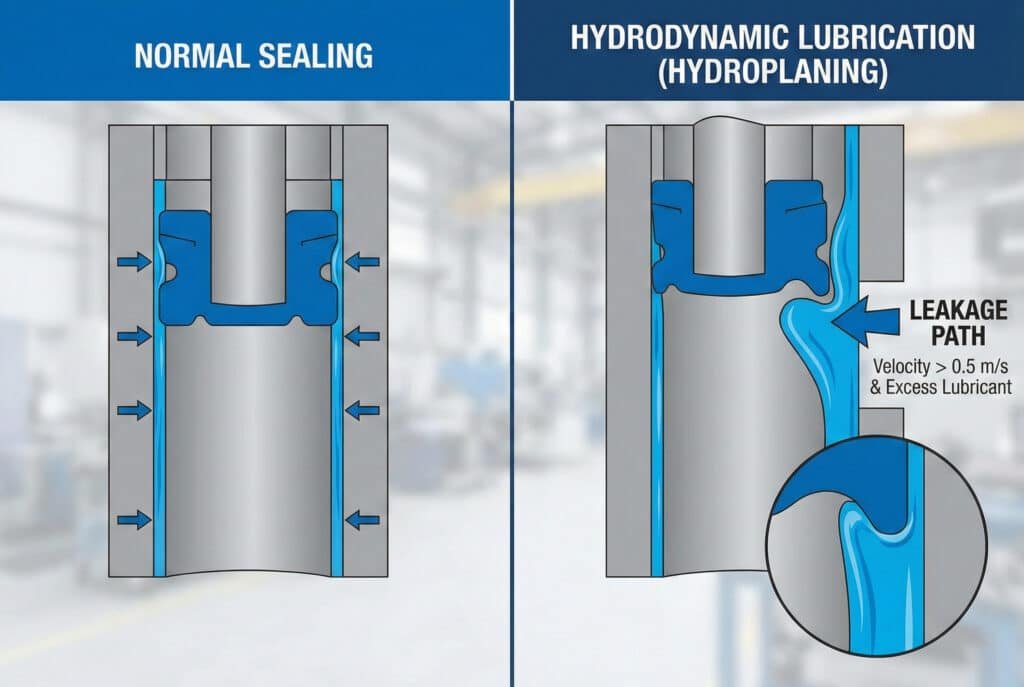
Hidrodinamiskā eļļošana1 rodas, kad šķidruma spiediens rada pietiekami biezu smērvielas plēvi, kas atdalīta no cilindra sienām, izraisot blīvju “hidroplanēšanu” un blīvju efektivitātes zudumu, parasti pie ātruma virs 0,5 m/s ar pārmērīgu smērēšanu. Šī līdzsvara izpratne ir ļoti svarīga, lai nodrošinātu optimālu cilindru darbību.
Tikai pirms trim mēnešiem es saņēmu steidzamu zvanu no Deivida, rūpnīcas inženiera pārtikas pārstrādes uzņēmumā Viskonsinā. Viņa ātrgaitas iepakošanas līnijas cilindriem bija pēkšņas, neizskaidrojamas gaisa noplūdes, kuras nevarēja novērst ar tradicionālajām problēmu novēršanas metodēm. Viņa balsī bija jūtama neapmierinātība – ražošanas apjoms bija samazinājies par 40% un klientu pasūtījumi krājās. 😟
Satura rādītājs
- Kas ir hidrodinamiskā eļļošana pneimatiskajos cilindros?
- Kad cilindru blīvējumi sāk hidroplanēt?
- Kā atklāt un novērst hidroplanēšanu?
- Kādas eļļošanas stratēģijas optimizē blīvju darbību?
Kas ir hidrodinamiskā eļļošana pneimatiskajos cilindros?
Hidrodinamiskās eļļošanas izpratne ir būtiska, lai prognozētu un novērstu blīvju darbības problēmas.
Hidrodinamiskā eļļošana notiek, kad relatīvā kustība starp virsmām rada pietiekamu šķidruma spiedienu, lai izveidotu nepārtrauktu eļļošanas plēvi, kas pilnībā atdala saskārušās virsmas, pārejot no robežsmērēšana2 līdz pilnīgai šķidruma plēves eļļošanai. Šī pāreja būtiski maina blīvju darbību un efektivitāti.
Hidrodinamiskās eļļošanas fizika
Portāls Reinoldsa vienādojums3 regulē hidrodinamiskā spiediena veidošanos:
$$
\frac{\partial}{\partial x}!\left(h^{3}\frac{\partial p}{\partial x}\right)\frac{\partial}{\partial z}!\left(h^{3}\frac{\partial p}{\partial z}\right)= 6\mu U\,\frac{\partial h}{\partial x} + 12\mu\,\frac{\partial h}{\partial t}
$$
Kur:
- \( \mu \) = smērvielas viskozitāte
- \( \Delta p \) = spiediena starpība
- \( \rho \) = smērvielas blīvums
- \( g \) = spraugas augstums
- \( h \) = plēves biezums
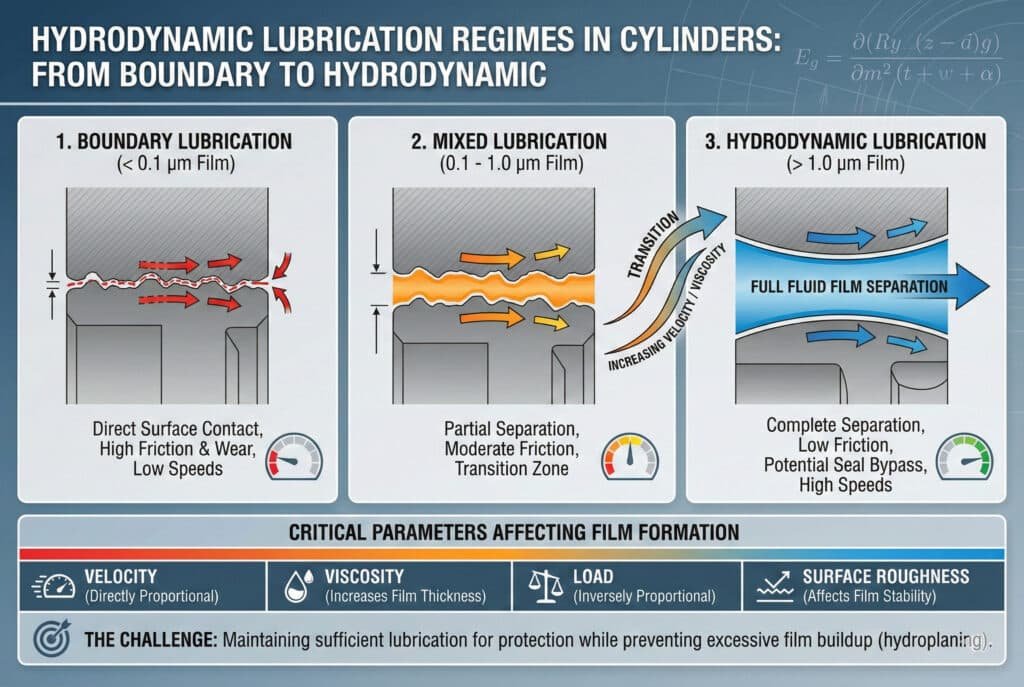
Eļļošanas režīmi cilindros
Robežu eļļošana
- Plēves biezums: < 0,1 μm
- Notiek tiešs kontakts ar virsmu
- Augsta berze un nodilums
- Tipisks zemā ātrumā
Jaukta eļļošana
- Plēves biezums: 0,1–1,0 μm
- Daļēja virsmas atdalīšanās
- Mērena berze
- Pārejas zonas uzvedība
Hidrodinamiskā eļļošana
- Plēves biezums: > 1,0 μm
- Pilnīga virsmas atdalīšana
- Zems berzes koeficients, bet iespējama blīvējuma apvedceļš
- Ātrdarbības raksturlielums
Kritiskie parametri, kas ietekmē plēves veidošanos
| Parametrs | Ietekme uz plēves biezumu | Optimālais diapazons |
|---|---|---|
| Ātrums | Tieši proporcionāls | 0,1–0,8 m/s |
| Viskozitāte | Palielina plēves biezumu | 10–50 cSt |
| Ielādēt | Atgriezeniski proporcionāli | Atkarīgs no dizaina |
| Virsmas raupjums | Ietekmē filmas stabilitāti | Ra 0,1–0,4 μm |
Izaicinājums ir saglabāt pietiekamu eļļošanu, lai aizsargātu blīvējumu, vienlaikus novēršot pārmērīgu plēves uzkrāšanos, kas izraisa hidroplanēšanu. 🎯
Kad cilindru blīvējumi sāk hidroplanēt?
Lai prognozētu hidrodinamiskā slīdēšanas sākšanos, ir jāizprot vairāki savstarpēji saistīti faktori.
Vārstu hidroplanēšana parasti sākas, kad smērvielas slāņa biezums pārsniedz 2–3 reizes vārsta projektēto interferences savienojumu, kas parasti notiek pie ātruma virs 0,5 m/s un viskozitātes virs 32. cSt4 un pārmērīga eļļošana. Precīza robežvērtība ir atkarīga no blīvējuma ģeometrijas, materiāla īpašībām un ekspluatācijas apstākļiem.

Kritiskā ātruma aprēķini
Kritisko ātrumu hidroplanēšanai var aprēķināt, izmantojot:
$$
V_{\text{kritiskais}} = \frac{2\mu,\Delta p}{\rho,g,h^{2}}
$$
Kur:
- \( \mu \) = smērvielas viskozitāte
- \( \Delta p \) = spiediena starpība
- \( \rho \) = smērvielas blīvums
- \( g \) = spraugas augstums
- \( h \) = plēves biezums
Hidroplanēšanas riska faktori
Augsta riska apstākļi
- Ātrums: > 0,8 m/s ilgstoša darbība
- Eļļošanas ātrums: > 1 pilienu uz 1000 cikliem
- Temperatūra: < 10 °C (palielināta viskozitāte)
- Spiediens: > 8 bar starpība
Vāka dizaina faktori
- Iekšējā piespiešana: Zems traucējumu līmenis palielina risku
- Lūpu ģeometrija: Asas lūpas ir vairāk pakļautas pacelšanai
- Materiāla cietība: Mīkstie blīvējumi vieglāk deformējas
- Virsmas apdare: Ļoti gludas virsmas veicina plēves veidošanos
Konkrētām lietojumprogrammām paredzētie sliekšņi
| Lietojumprogrammas veids | Kritiskā ātruma | Riska līmenis | Samazināšanas stratēģija |
|---|---|---|---|
| Standarta rūpniecības | 0,6 m/s | Zema | Standarta eļļošana |
| Ātrdarbīga iepakošana | 1,2 m/s | Augsts | Kontrolēta eļļošana |
| Precīza pozicionēšana | 0,3 m/s | Vidēja | Optimizēta blīvju izvēle |
| Lielas noslodzes | 0,8 m/s | Vidēja | Uzlabots blīvējuma dizains |
Vides ietekme
Temperatūra ievērojami ietekmē hidroplanēšanas risku:
- Aukstuma apstākļi palielina viskozitāti, veicinot biezāku plēves veidošanos
- Karsti apstākļi samazina viskozitāti, bet var izraisīt blīvējuma bojājumus
- Mitrums var ietekmēt smērvielas īpašības un blīvējuma uzpūšanos
Atceraties Deividu no Viskonsinas? Viņa iepakošanas līnija darbojās ar ātrumu 1,4 m/s, un automātiskā eļļošana bija iestatīta pārāk augsta. Šī kombinācija radīja ideālus hidroplanēšanas apstākļus. Pēc tam, kad mēs optimizējām viņa eļļošanas grafiku un uzlabojām ar mūsu Bepto zema berzes blīvēm, viņa noplūdes problēmas pilnībā pazuda! 🚀
Kā atklāt un novērst hidroplanēšanu?
Agrīna hidroplanēšanas noteikšana un novēršana ļauj ietaupīt dārgo dīkstāves laiku un detaļu nomaiņu.
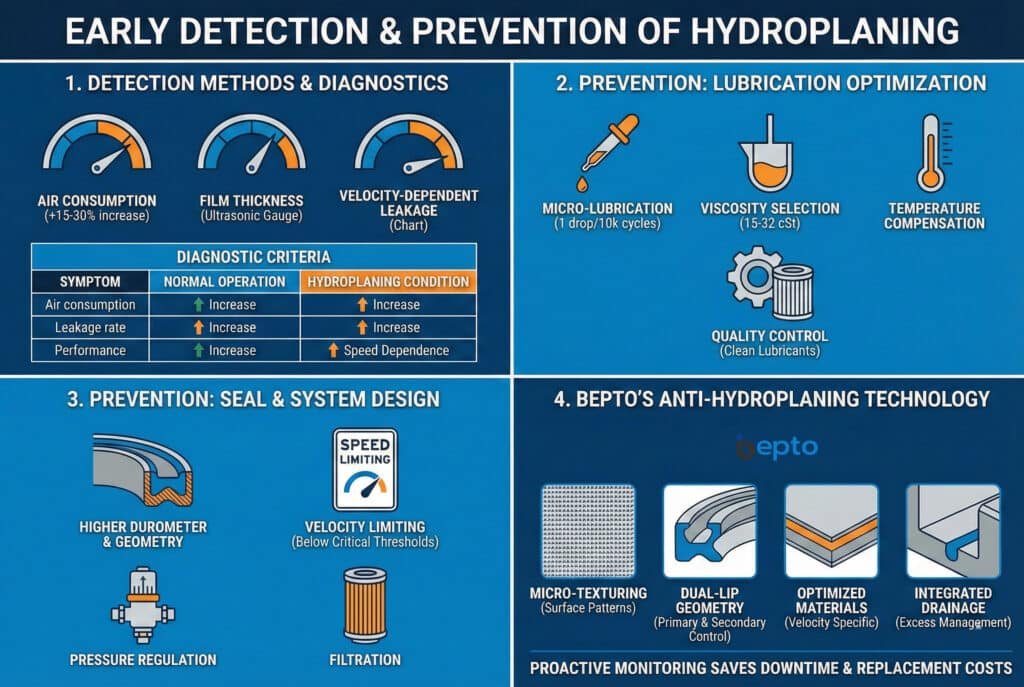
Hidroplanēšanas noteikšana ietver gaisa patēriņa pieauguma, ātrumam atkarīgu noplūdes modeļu un smērvielas plēves biezuma mērījumu uzraudzību, savukārt profilakse ir vērsta uz optimizētu smērvielas patēriņu, blīvju izvēli un darbības parametru kontroli. Proaktīva uzraudzība ir daudz rentablāka nekā reaģējoši remontdarbi.
Atklāšanas metodes
Veiktspējas uzraudzība
- Gaisa patēriņš: 15-30% palielinājums norāda uz iespējamu hidroplanēšanu
- Cikla laika izmaiņas: Nevienmērīga darbība liecina par filmas nestabilitāti
- Spiediena kritums: Samazināts turēšanas spiediens pie augstiem ātrumiem
- Temperatūras uzraudzība: Negaidītas temperatūras izmaiņas
Tiešās mērīšanas metodes
- Ultraskaņas biezuma mērītāji: Tieši izmērīt smērvielas plēvi
- Kapacitatīvie sensori: Noteikt plombas pozīcijas izmaiņas
- Spiediena devēji: Dinamisko spiediena svārstību uzraudzība
- Plūsmas mērītāji: Izsekot gaisa patēriņa modeļiem
Diagnostikas kritēriji
| Simptoms | Normāla darbība | Hidroplanēšanas apstākļi |
|---|---|---|
| Gaisa patēriņš | Stabils | +20-40% pieaugums |
| Noplūdes līmenis | Neatkarīgs no ātruma | Palielinās ar ātrumu |
| Blīvējuma nodilums | Pakāpenisks, vienmērīgs | Minimāls nodilums, slikta hermētiskums |
| Veiktspēja | Konsekventa | Ātruma atkarīga degradācija |
Profilakses stratēģijas
Eļļošanas optimizācija
- Mikrosmērēšana: maksimums 1 pilienu uz 10 000 cikliem
- Viskozitātes izvēle: 15–32 cSt lielākajai daļai lietojumu
- Temperatūras kompensācija: Pielāgojiet likmes atbilstoši vides apstākļiem
- Kvalitātes kontrole: Lietojiet tikai tīras, norādītās smērvielas.
Plombu atlases kritēriji
- Augstāks durometrs: Iztur deformāciju zem plēves spiediena
- Optimizēta ģeometrija: Izstrādāts konkrētiem ātruma diapazoniem
- Virsmas apstrāde: Pieejami prethidroplanēšanas pārklājumi
- Materiālu saderība: Saskaņot blīvējumu ar smērvielas ķīmisko sastāvu
Sistēmas projektēšanas apsvērumi
- Ātruma ierobežošana: Uzturiet ātrumu zem kritiskās robežvērtības
- Spiediena regulēšana: Uzturēt nemainīgu darba spiedienu
- Temperatūras kontrole: Stabilizēt darbības vidi
- Filtrēšana: Novērst piesārņojumu, kas ietekmē plēves veidošanos
Bepto prethidroplanēšanas tehnoloģija
Mūsu uzlabotie blīvju dizaini ietver:
- Mikroteksturēšana: Virsmas raksti, kas sadala smērvielas plēves
- Divkāršā lūpu ģeometrija: Primārā plombēšana ar sekundāro plēves kontroli
- Optimizēti materiāli: Izstrādāts konkrētiem ātruma diapazoniem
- Integrēta drenāža: Kanāli, kas pārvalda lieko smērvielu
Kādas eļļošanas stratēģijas optimizē blīvju darbību?
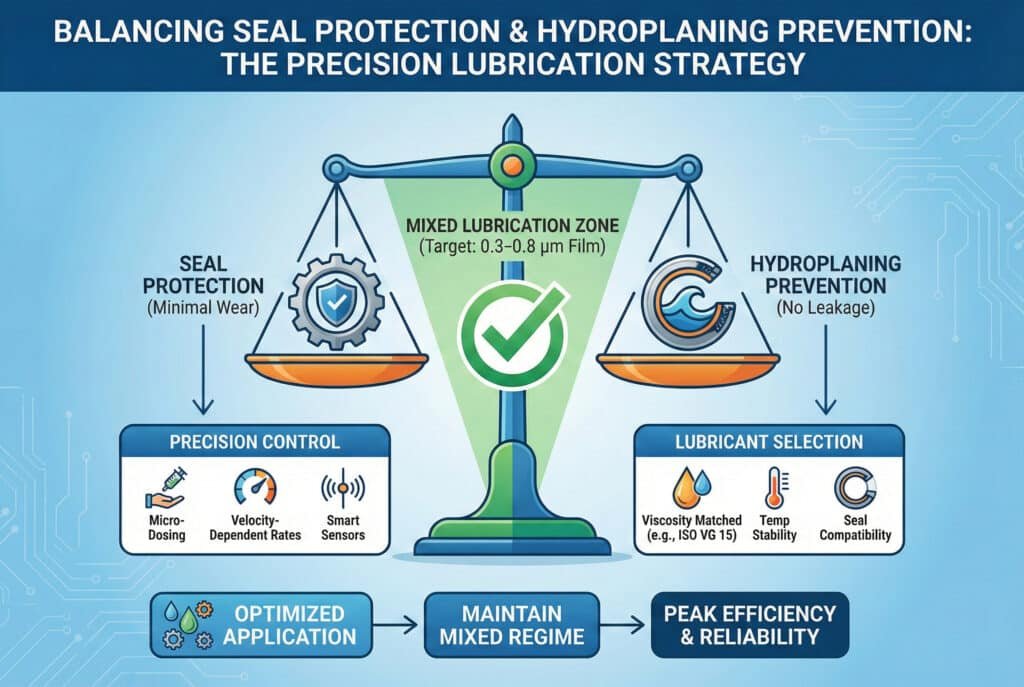
Pareiza eļļošanas stratēģija nodrošina līdzsvaru starp blīvju aizsardzību un hidroplanēšanas novēršanu.
Optimālās eļļošanas stratēģijas izmanto kontrolētu mikrodozēšanu, viskozitātei atbilstošas eļļošanas vielas un ātrumam atbilstošus uzklāšanas daudzumus, lai uzturētu jaukto eļļošanas režīmu, kas nodrošina blīvju aizsardzību bez hidroplanēšanas riska. Galvenais ir precīza kontrole, nevis pārmērīga lietošana.
Eļļošanas režīma optimizācija
Mērķis: jaukta smērvielas zona
- Plēves biezums: 0,3–0,8 μm
- Berzes koeficients: 0.05-0.15
- Nolietojuma ātrums: Minimālais
- Hermētiskuma efektivitāte: Maksimālais
Lietošanas devu vadlīnijas
Ātruma balstīts eļļošanas grafiks
| Darbības ātrums | Eļļošanas ātrums | Viskozitātes pakāpe | Piemērošanas metode |
|---|---|---|---|
| < 0,3 m/s | 1 pilienu/5000 cikli | ISO VG5 32 | Manuāls/taimeris |
| 0,3–0,6 m/s | 1 pilienu/8000 cikli | ISO VG 22 | Automātiska dozēšana |
| 0,6–1,0 m/s | 1 pilienu/12 000 ciklu | ISO VG 15 | Precīza mikrodozēšana |
| > 1,0 m/s | 1 piliena/20 000 ciklu | ISO VG 10 | Elektroniskā vadība |
Uzlabotas smērvielu tehnoloģijas
Mikrodozēšanas sistēmas
- Precision: ±2% tilpuma precizitāte
- Laiks: Sinhronizēts ar cilindru pozīciju
- Uzraudzība: Patēriņa uzraudzība reālajā laikā
- Pielāgojums: Automātiska likmes optimizācija
Vieds eļļošanas kontrole
- Sensora atgriezeniskā saite: Temperatūras un mitruma kompensācija
- Prognozēšanas algoritmi: Prognozējiet smērvielas nepieciešamību
- Attālā uzraudzība: Izsekot veiktspējas rādītājus
- Apkopes brīdinājumi: Proaktīvi sistēmas paziņojumi
Eļļošanas līdzekļu izvēles kritēriji
Fizikālās īpašības
- Viskozitātes indekss: > 100 temperatūras stabilitātei
- Uzliešanas punkts: -30 °C minimālā temperatūra darbībai aukstā vidē
- Uzliesmošanas temperatūra: > 200 °C drošības nolūkā
- Oksidācijas stabilitāte: Pagarināts kalpošanas laiks
Ķīmiskā savietojamība
- Blīvējuma materiāli: Nedrīkst izraisīt pietūkumu vai degradāciju
- Metāla komponenti: Nepieciešama aizsardzība pret koroziju
- Vide: Pārtikas kvalitāte vai videi nekaitīgs, ja nepieciešams
Hidrodinamiskās eļļošanas principu apgūšana nodrošina, ka jūsu pneimatiskās sistēmas darbojas ar maksimālu efektivitāti, vienlaikus izvairoties no dārgiem riskiem, kas saistīti ar blīvju hidroplanēšanu. 💪
Bieži uzdotie jautājumi par hidrodinamisko eļļošanu un blīvju hidroplanēšanu
Kā varu pateikt, vai mana cilindru blīvējumi ir hidroplanējoši?
Pievērsiet uzmanību ātrumam atkarīgai gaisa noplūdei, palielinātam gaisa patēriņam pie augstākiem ātrumiem un blīvēm, kurām ir minimāla nodiluma pazīmes, neskatoties uz sliktu blīvējuma efektivitāti. Hidroplanēšanas blīvējumi bieži izskatās labā stāvoklī, jo tie nepieskaras cilindru sienām.
Kāda ir atšķirība starp pārmērīgu eļļošanu un hidroplanēšanu?
Pārmērīga eļļošana ir saistīta ar pārmērīgu smērvielas uzklāšanu, savukārt hidroplanēšana ir īpašs stāvoklis, kad smērvielas plēves spiediens paceļ blīvējumus no blīvējuma virsmām. Pārmērīga eļļošana var izraisīt hidroplanēšanu, bet hidroplanēšana var notikt pat ar pareizu eļļošanas intensitāti noteiktos apstākļos.
Vai hidroplanēšana var neatgriezeniski sabojāt manu cilindru blīvējumus?
Hidroplanēšana pati par sevi reti bojā blīvējumus fiziski, bet tās rezultātā rodas slikta blīvējuma kvalitāte, kas ļauj iekļūt piesārņojumam un radīt spiediena svārstības, kas var izraisīt strauju blīvējuma kvalitātes pasliktināšanos. Reālais kaitējums rodas no sekundārajām sekām, nevis no hidroplanēšanas fenomena kā tāda.
Pie kāda cilindru ātruma man jāuztraucas par hidroplanēšanu?
Hidroplanēšanas risks ievērojami palielinās virs 0,5 m/s, un kritiskā līmeņa sākums ir apmēram 0,8–1,0 m/s atkarībā no eļļošanas un blīvējuma konstrukcijas. Ātrgaitas lietojumiem, kas pārsniedz 1,2 m/s, ir nepieciešamas specializētas prethidroplanēšanas blīvju tehnoloģijas.
Kā aprēķināt optimālo smērvielas devu manai lietošanai?
Sāciet ar 1 pilienu uz 10 000 cikliem kā pamatu, pēc tam pielāgojiet atbilstoši darba ātrumam, temperatūrai un novērotajam sniegumam, samazinot devu lielākiem ātrumiem, lai novērstu hidroplanēšanu. Uzraugiet gaisa patēriņu un noplūdes ātrumu, lai precīzi noregulētu optimālo līdzsvaru jūsu konkrētajai lietošanai.
-
Izpratne par hidrodinamiskās eļļošanas fiziku, kur šķidruma plēve pilnībā atdala kustīgas virsmas. ↩
-
Uzziniet par robežsmērēšanu – režīmu, kurā virsmu kontakts rodas nepietiekama plēves biezuma dēļ. ↩
-
Izpētiet Reinsona vienādojumu, kas ir pamata formula, kas regulē spiediena veidošanos šķidruma plēvēs. ↩
-
Iepazīstieties ar centistokiem (cSt) – standarta vienību kinemātiskās viskozitātes mērīšanai šķidrumu dinamikā. ↩
-
Pārskatiet ISO viskozitātes klases (VG) sistēmu, lai izvēlētos pareizo smērvielu jūsu darba temperatūrai. ↩
