

A seleção de componentes pneumáticos inadequados para o processamento de alimentos pode levar a riscos de contaminação, reprovação em inspeções e recalls de produtos dispendiosos. Com o aumento do escrutínio regulatório e da conscientização dos consumidores, a segurança alimentar nunca foi tão crítica no projeto de sistemas.
A abordagem mais eficaz para a seleção de sistemas pneumáticos de grau alimentício envolve a compreensão dos requisitos de materiais das Normas Sanitárias 3-A, a análise das pulsações de pressão do sistema CIP e a implementação de protocolos adequados de testes de retenção microbiana para garantir a conformidade total do sistema.
Quando ajudei uma empresa de processamento de laticínios em Wisconsin a atualizar seus sistemas pneumáticos no ano passado, eles eliminaram três pontos de contaminação persistentes que anteriormente causavam problemas de qualidade nos produtos. Gostaria de compartilhar o que aprendi sobre a seleção de componentes pneumáticos adequados para uso alimentício.
Índice
- Compreendendo os materiais das normas sanitárias 3-A
- Analisando as pulsações de pressão do sistema CIP
- Métodos para testes de risco de retenção microbiana
- Conclusão
- Perguntas frequentes sobre sistemas pneumáticos de grau alimentício
Quais materiais atendem às normas sanitárias 3-A para sistemas pneumáticos de grau alimentício?
Os sistemas pneumáticos para uso alimentício exigem materiais específicos que atendam a rigorosos padrões sanitários para garantir a segurança do produto e a conformidade regulatória.
De acordo com Normas sanitárias 3-A1, sistemas pneumáticos para uso alimentar deve usar aço inoxidável 316L para componentes metálicos, Aprovado pela FDA2 PTFE, silicone ou EPDM para vedações, devendo evitar materiais que contenham chumbo, cádmio ou outros metais tóxicos que possam contaminar os produtos alimentícios.
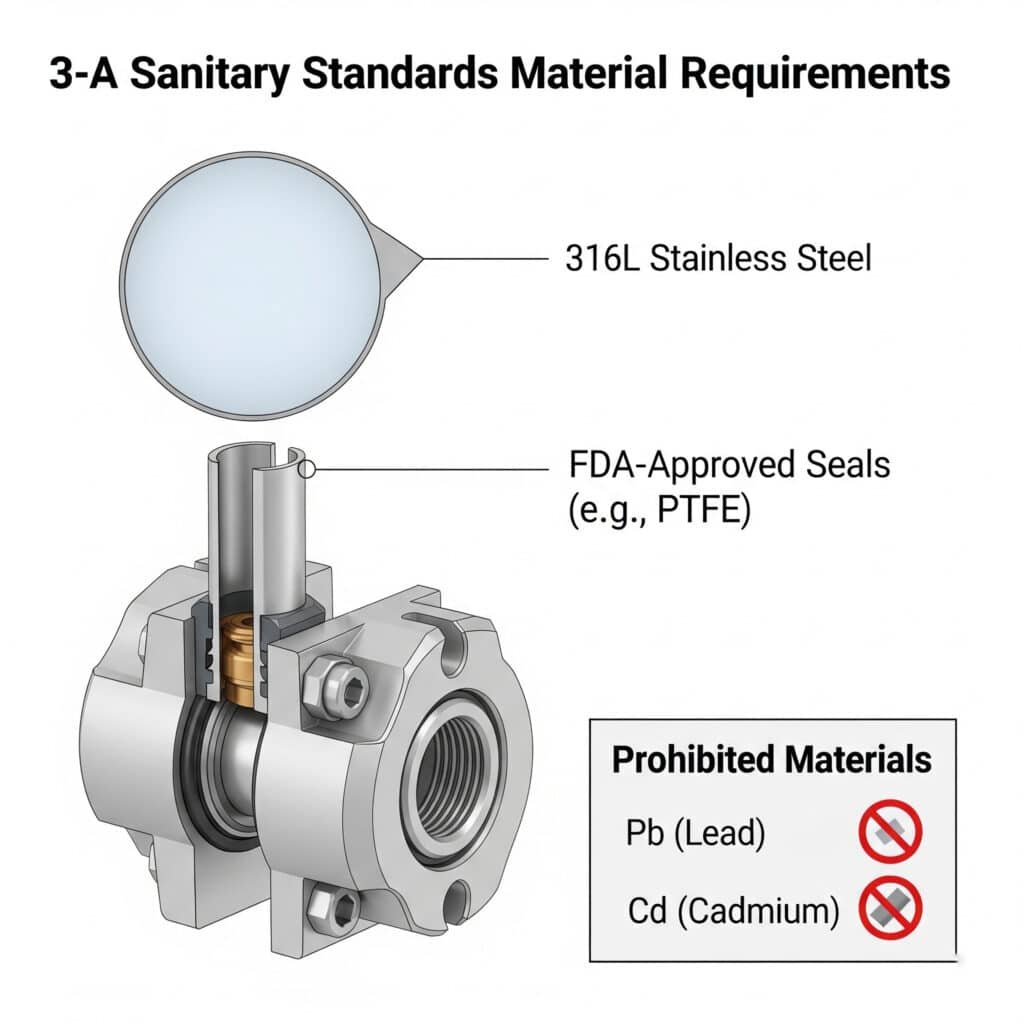
Lista abrangente de materiais em conformidade com a norma 3-A
Componentes metálicos
| Tipo de componente | Materiais aprovados | Requisitos de acabamento da superfície |
|---|---|---|
| Corpos dos cilindros | Aço inoxidável 316L, aço inoxidável 304 | Ra ≤ 0,8μm (32μin) |
| Fixadores | Aço inoxidável 316L | Ra ≤ 0,8μm (32μin) |
| Acessórios | Aço inoxidável 316L, aço inoxidável 304 | Ra ≤ 0,8μm (32μin) |
| Coletores | Aço inoxidável 316L | Ra ≤ 0,8μm (32μin) |
Materiais de vedação
| Aplicação | Materiais primários | Faixa de temperatura |
|---|---|---|
| Vedações dinâmicas | PTFE, UHMWPE | -20 °C a 260 °C |
| Vedações estáticas | Silicone, EPDM, FKM | -40 °C a 200 °C |
| Juntas | Silicone, PTFE | -40 °C a 260 °C |
Lubrificantes
Todos os lubrificantes devem ser:
- Aprovado pela FDA (21 CFR 178.3570)
- Certificado H1
- Sem óleos minerais
- Não tóxico e inodoro
Certa vez, trabalhei com um fabricante de bebidas que enfrentava repetidos problemas de contaminação, apesar de usar o que considerava componentes de qualidade alimentar. Após inspeção, descobrimos que seus cilindros pneumáticos continham componentes de latão com teor de chumbo que não atendiam às normas 3-A. Após a troca por cilindros adequados de aço inoxidável 316L, os problemas de contaminação foram eliminados imediatamente.
Considerações sobre a seleção de materiais
Ao selecionar materiais para sistemas pneumáticos de grau alimentício, considere:
- Contato com o produto vs. sem contato com o produto – Aplicam-se diferentes normas com base no risco de exposição.
- Protocolos de limpeza – Alguns materiais se degradam com determinados produtos químicos de limpeza.
- Faixas de temperatura – As temperaturas do processo e do CIP afetam a seleção do material
- Documentação de certificação – Mantenha sempre os certificados dos materiais para auditorias.
Como você deve analisar as pulsações de pressão em sistemas de limpeza CIP?
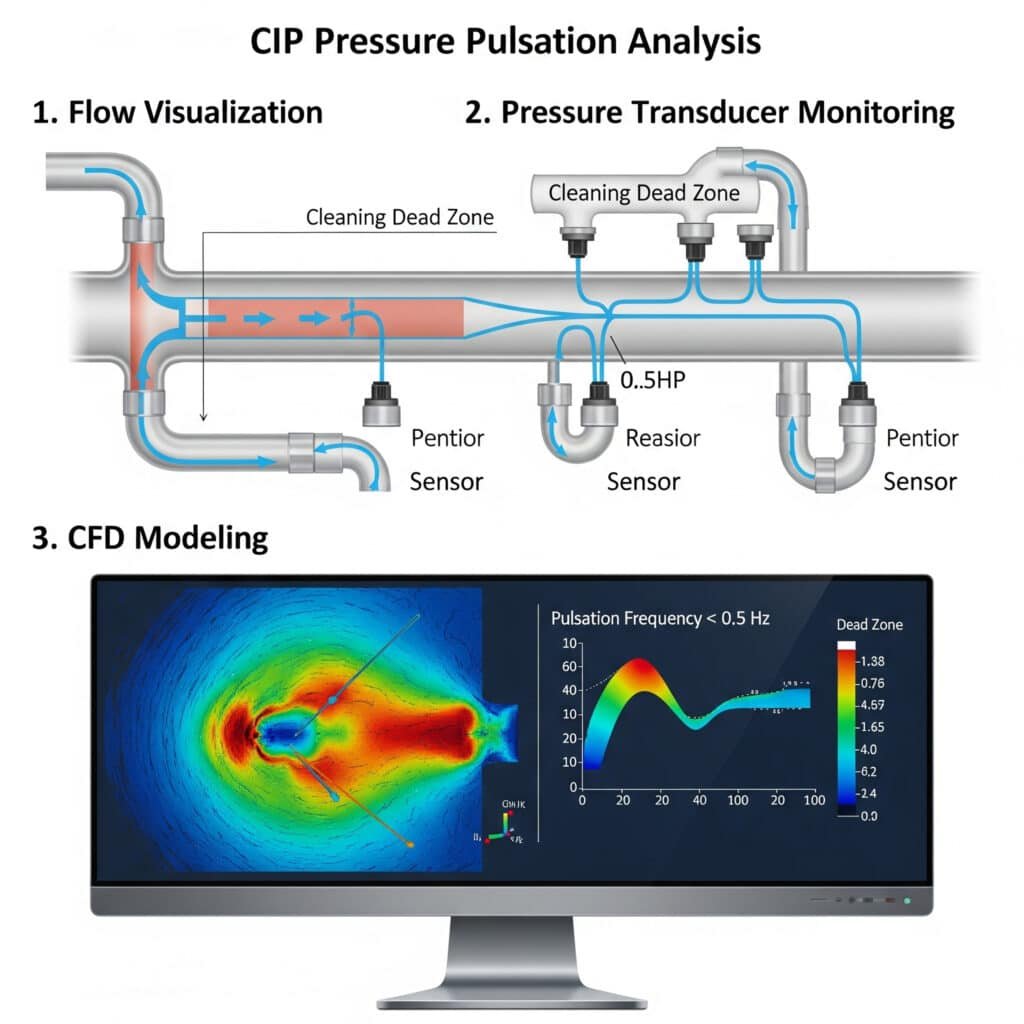
Limpeza no local (CIP)3 Os sistemas devem proporcionar uma ação de limpeza consistente em todo o sistema, mas as pulsações de pressão podem criar zonas mortas e reduzir a eficácia da limpeza.
Uma análise eficaz da pulsação de pressão CIP deve incluir estudos de visualização do fluxo, monitoramento do transdutor de pressão em vários pontos do sistema e dinâmica de fluidos computacional (CFD)4 modelagem para identificar possíveis zonas mortas de limpeza com frequências de pulsação abaixo de 0,5 Hz.
Métodos de análise de pulsação de pressão
Monitoramento em tempo real
A abordagem mais eficaz combina:
- Transdutores de pressão de alta velocidade – Taxa de amostragem mínima de 100 Hz
- Medidores de fluxo em pontos críticos – Para correlacionar pressão e fluxo
- Sensores de temperatura – Para explicar as alterações na viscosidade
Parâmetros de análise de dados
Ao analisar os dados de pulsação de pressão do CIP, concentre-se em:
| Parâmetro | Intervalo aceitável | Preocupação crítica |
|---|---|---|
| Amplitude da pulsação | <5% de pressão média | >10% de pressão média |
| Frequência | 0,5-2,0 Hz | 2,0 Hz |
| Queda de pressão | <10% entre componentes | >15% entre componentes |
Estratégias de otimização
Com base na análise de pulsação, implemente estas soluções:
Para pulsações de alta amplitude
- Instale amortecedores de pulsação perto da descarga da bomba.
- Use bombas centrífugas de múltiplos estágios em vez de bombas de deslocamento positivo.
- Adicione estabilizadores de fluxo em linha
Para problemas de frequência
- Ajuste os controles de velocidade da bomba
- Modifique os diâmetros dos tubos em pontos críticos
- Instalar dispositivos para quebrar a ressonância
Recentemente, ajudei um produtor de queijo a analisar seu sistema CIP após problemas persistentes de qualidade. Usando transdutores de pressão em 12 pontos do sistema, identificamos pulsações significativas (amplitude de 17%) ocorrendo em uma frequência problemática de 0,3 Hz. Ao instalar amortecedores de pulsação com tamanho adequado e modificar a geometria do tubo, reduzimos as pulsações para menos de 3%, melhorando drasticamente a eficácia da limpeza.
Que métodos você deve usar para testes de risco de retenção microbiana?
Identificar pontos potenciais de abrigo microbiano em sistemas pneumáticos é fundamental para a segurança alimentar, mas muitas vezes é negligenciado no projeto do sistema.
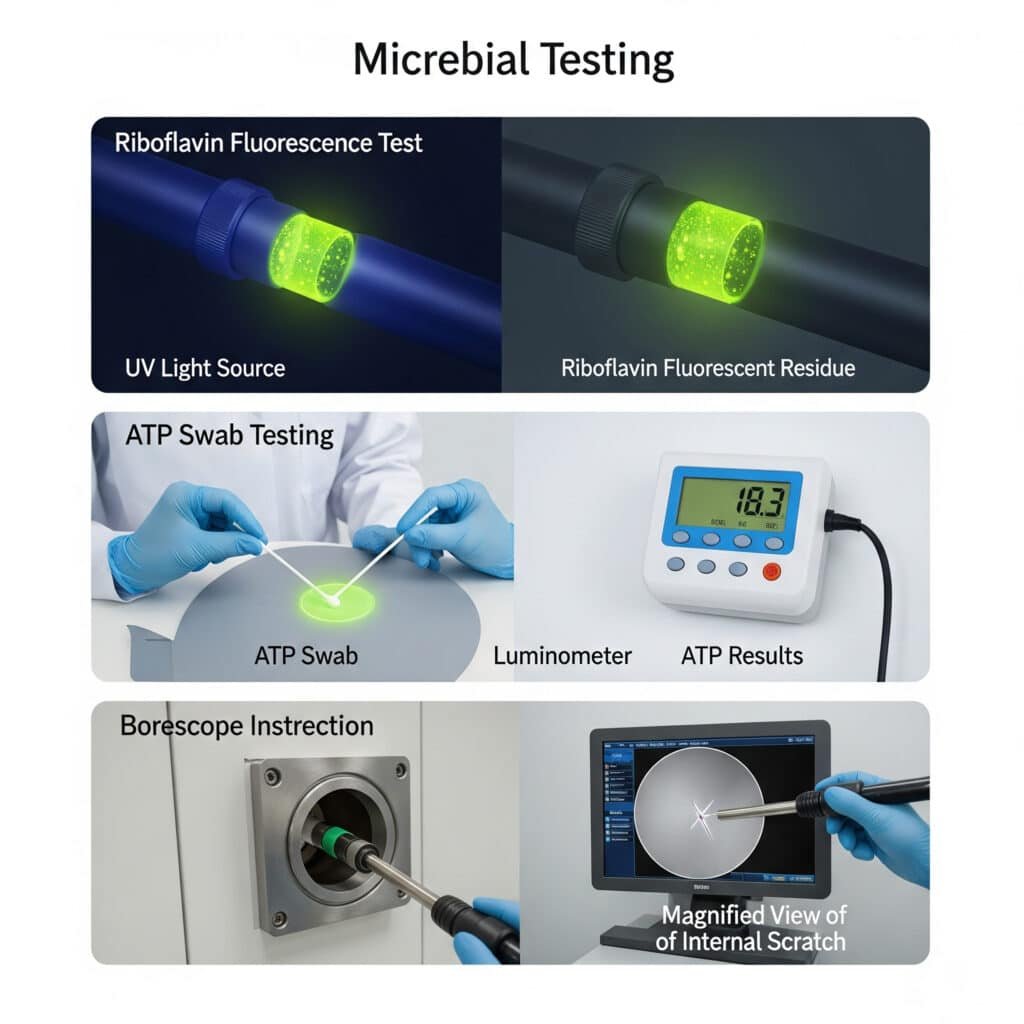
O teste mais eficaz para avaliar o risco de retenção microbiana combina o teste de fluorescência da riboflavina sob luz ultravioleta, Teste de esfregaço ATP5 após ciclos de limpeza e inspeção com boroscópio de alta resolução dos componentes internos para identificar possíveis pontos de abrigo.
Protocolo de teste abrangente
Teste de riboflavina
Este método fornece uma confirmação visual da eficácia da limpeza:
- Prepare uma solução de riboflavina 0,2%.
- Circular pelo sistema em condições normais de operação
- Drene e execute o procedimento CIP padrão.
- Inspecione com luz ultravioleta (comprimento de onda de 365 nm).
- Documente qualquer resíduo fluorescente
Estratégia de teste de ATP
| Componente | Pontos de amostragem | Limite aceitável (RLU) |
|---|---|---|
| Vedantes para cilindros | Vedante de haste, vedante de amortecimento | <150 RLU |
| Corpos de válvulas | Áreas do carretel, portas de escape | <100 RLU |
| Coletores | Canais internos, becos sem saída | <100 RLU |
| Acessórios | Junções de roscas, furos internos | <150 RLU |
Técnicas avançadas de inspeção
Para uma avaliação completa dos riscos:
- Inspeção com boroscópio – Use boroscópios flexíveis com resolução mínima de 1080p
- Mapeamento de superfícies 3D – Para geometrias internas complexas
- Visualização do fluxo hidrodinâmico – Utilização de injeção de corante durante a operação
Estratégias de mitigação de riscos
Com base nos resultados dos testes, implemente estas soluções:
- Modificações no projeto – Elimine fendas e becos sem saída
- Atualizações de materiais – Substitua superfícies problemáticas por materiais mais fáceis de limpar.
- Ajustes no Protocolo de Limpeza – Modificar o tempo, a temperatura, a química ou a ação mecânica
Durante uma auditoria às instalações de um fabricante de alimentos para bebês, identificamos riscos críticos de retenção microbiana no seu sistema de transferência pneumática utilizando estes métodos. O teste da riboflavina revelou que a solução de limpeza não estava a chegar aos componentes internos dos seus cilindros sem haste. Ao mudar para cilindros pneumáticos sem haste de qualidade alimentar especialmente concebidos com características de autodrenagem, eliminaram completamente estes pontos de acumulação.
Conclusão
A seleção de sistemas pneumáticos adequados para uso alimentício requer uma análise cuidadosa dos materiais das Normas Sanitárias 3-A, uma análise completa da pulsação de pressão CIP e testes abrangentes de risco de retenção microbiana para garantir a segurança do produto, a conformidade regulatória e o desempenho ideal do sistema.
Perguntas frequentes sobre sistemas pneumáticos de grau alimentício
O que é a certificação 3-A Sanitary Standards?
As Normas Sanitárias 3-A são um conjunto abrangente de diretrizes para equipamentos utilizados no processamento de laticínios e outros produtos alimentícios. A certificação garante que os equipamentos atendam a critérios rigorosos de design higiênico, sejam fabricados com materiais seguros para alimentos e possam ser limpos e higienizados de forma eficaz para evitar a contaminação dos produtos.
Com que frequência os sistemas CIP devem ser validados para componentes pneumáticos de qualidade alimentar?
Os componentes pneumáticos de grau alimentício devem passar por validação CIP pelo menos uma vez por ano, após qualquer modificação no sistema ou ao alterar os produtos processados. Recomenda-se uma validação mais frequente (trimestral) para produtos de alto risco, como laticínios, fórmulas infantis ou alimentos prontos para consumo.
Quais são as principais diferenças entre cilindros pneumáticos de grau alimentício e padrão?
Os cilindros pneumáticos de grau alimentício diferem dos modelos padrão por utilizarem uma construção em aço inoxidável 316L (em vez de alumínio ou aço carbono), materiais de vedação aprovados pela FDA, design sanitário com fendas mínimas, lubrificantes especializados de grau alimentício e acabamentos de superfície com valores Ra ≤0,8μm para evitar a adesão bacteriana.
Os cilindros pneumáticos sem haste podem ser usados em aplicações de processamento de alimentos?
Sim, cilindros pneumáticos sem haste especialmente projetados para uso alimentício podem ser usados no processamento de alimentos quando apresentam construção em aço inoxidável 316L, vedações em conformidade com a FDA, designs com autodrenagem e acabamentos de superfície adequados. Esses cilindros sem haste especializados eliminam pontos de abrigo e permitem limpeza e higienização completas.
Quais produtos químicos de limpeza são compatíveis com sistemas pneumáticos de grau alimentício?
Os sistemas pneumáticos de grau alimentício são normalmente compatíveis com desinfetantes comuns, como compostos de amônio quaternário, ácido peracético, peróxido de hidrogênio e desinfetantes à base de cloro. No entanto, a concentração, a temperatura e o tempo de exposição devem ser controlados para evitar danos às vedações e outros componentes. Sempre verifique a compatibilidade química com os materiais específicos do seu sistema.
-
Fornece uma visão geral detalhada da 3-A Sanitary Standards, Inc., uma organização independente dedicada ao avanço do design de equipamentos higiênicos para as indústrias de alimentos, bebidas e farmacêutica. ↩
-
Explica os regulamentos da Administração de Alimentos e Medicamentos dos EUA (FDA), especificamente o Título 21 do Código de Regulamentos Federais (CFR), que regulamentam os materiais aprovados para contato direto com produtos alimentícios. ↩
-
Descreve os princípios dos sistemas Clean-In-Place (CIP), um método automatizado de limpeza das superfícies internas de tubos, vasos e equipamentos de processo sem desmontagem. ↩
-
Oferece uma explicação sobre Dinâmica de Fluidos Computacional (CFD), um ramo da mecânica dos fluidos que utiliza análise numérica e estruturas de dados para analisar e resolver problemas que envolvem fluxos de fluidos. ↩
-
Detalha a ciência por trás do teste de trifosfato de adenosina (ATP), um método rápido usado para avaliar a limpeza de superfícies através da detecção da quantidade de matéria orgânica presente por meio de uma reação de bioluminescência. ↩
