

Вы устанавливаете фитинг в алюминиевый порт цилиндра, когда вдруг чувствуете, что гаечный ключ соскальзывает — резьба сорвалась. 😱 Теперь вы столкнулись с поврежденным цилиндром, возможным простоем и сложным решением: пытаться ли ремонтировать или заменить весь узел. Срыв резьбы в алюминиевых портах — одна из самых неприятных и предотвратимых неисправностей в пневматических системах, но она происходит ежедневно на предприятиях по всему миру, часто из-за простого непонимания свойств алюминия и правильных методов установки.
Срыв резьбы в алюминиевых цилиндрах происходит, когда прочность на сдвиг1 Мягкие алюминиевые резьбы превышают установленный крутящий момент или эксплуатационные нагрузки, как правило, на 60-80% от крутящего момента, необходимого для снятия стальной резьбы того же размера. Более низкая прочность алюминия на сдвиг (90-150 МПа против 400-500 МПа для стали) делает его особенно уязвимым для перегрузки, перекоса резьбы и усталости от повторяющихся циклов установки. Для предотвращения этого необходимо использовать надлежащие спецификации крутящего момента (обычно 40-60% от значений для стали), длину зацепления резьбы не менее 1,5x диаметра болта, герметики для резьбы, снижающие трение, и стальные резьбовые вставки для портов, которые часто обслуживаются.
Я никогда не забуду звонок от Роберта, техника по обслуживанию на пищевом заводе в Висконсине. Он только что сорвал резьбу на порте бесконтактного цилиндра $2,400 при установке простого манометра — фитинг $15 разрушил компонент $2,400, потому что он применил тот же крутящий момент, который всегда использовал на стальных цилиндрах. Когда я прибыл для оценки ущерба, я обнаружил, что на той неделе он сорвал резьбу на трех цилиндрах, используя “ощущение”, а не динамометрический ключ. Его благонамеренный, но неосведомленный подход стоил его компании более $7000 в виде поврежденного оборудования, не считая простоев в производстве.
Оглавление
- Почему алюминиевые резьбы более подвержены срыву, чем стальные?
- Какие силы и условия вызывают срыв резьбы в цилиндровых портах?
- Как рассчитать безопасные значения крутящего момента для алюминиевых портов?
- Каковы лучшие методы предотвращения повреждения резьбы?
Почему алюминиевые резьбы более подвержены срыву, чем стальные?
Понимание свойств материала объясняет уязвимость алюминия. 🔬
Алюминиевые сплавы, используемые в пневматических цилиндрах (обычно 6061-T6 или 6063-T5), имеют прочность на срез 90-150 МПа по сравнению со сталью 400-500 МПа, что делает алюминиевые резьбы в 3-4 раза слабее при одинаковых условиях нагрузки. Кроме того, более низкая модуль упругости2 (69 ГПа против 200 ГПа у стали) означает, что резьба легче деформируется под нагрузкой, а склонность алюминия к желчь3 (холодная сварка) со стальными крепежными элементами создает трение, которое может превышать прочность резьбы на срез при установке. Площадь соприкосновения резьбы с алюминием должна быть в 1,5–2 раза больше, чем со сталью, чтобы обеспечить эквивалентную прочность, однако стандартная глубина портов часто обеспечивает минимальное соприкосновение.

Сравнение свойств материалов
Фундаментальные различия между алюминием и сталью объясняют поведение резьбы:
| Недвижимость | Алюминий 6061-T6 | Сталь (среднеуглеродистая) | Соотношение (алюминий/сталь) |
|---|---|---|---|
| Прочность на разрыв | 310 МПа (45 кси) | 550–650 МПа (80–95 кси) | 0.48-0.56 |
| Прочность на сдвиг | 207 МПа (30 кси) | 380–450 МПа (55–65 кси) | 0.46-0.55 |
| Модуль упругости | 69 ГПа (10 Мси) | 200 ГПа (29 Мси) | 0.35 |
| Твердость | 95 HB | 150–200 HB | 0.48-0.63 |
| Коэффициент теплового расширения4 | 23,6 мкм/м·°C | 11,7 мкм/м·°C | 2.0 |
Основы прочности на сдвиг резьбы
Разрыв резьбы происходит, когда сдвиговое напряжение превышает прочность материала:
Сдвиговое напряжение в резьбе:
Нагрузка распределяется по всей площади резьбы. Для резьбового соединения:
-
- = номинальный диаметр
- = шаг резьбы
- = продолжительность помолвки
- = количество задействованных потоков
Критическое замечание:
Поскольку прочность алюминия на сдвиг составляет ~45% прочности стали, алюминиевый резьбовой порт требует примерно в 2,2 раза большей длины зацепления, чтобы соответствовать прочности стали. Стандартная глубина портов часто обеспечивает зацепление только в 1,0-1,5 раза больше диаметра, что недостаточно для многократного использования.
Эффекты износа и трения
Контакт алюминия со сталью создает уникальные проблемы:
Механизм изнашивания:
- Алюминий и сталь имеют сродство друг к другу в точках соприкосновения.
- Высокое давление и скольжение вызывают микросварку (холодную сварку)
- Сварные точки отрываются, создавая шероховатые поверхности
- Шероховатость увеличивает трение и требования к крутящему моменту
- Увеличение крутящего момента приводит к срыву резьбы
Влияние коэффициента трения:
- Сухие алюминиево-стальные резьбы: μ = 0,4-0,6
- Смазанный алюминий-сталь: μ = 0,15-0,25
- Сталь-сталь (сравнение): μ = 0,15-0,20
Более высокое трение в алюминии означает, что большая часть приложенного крутящего момента идет на преодоление трения, а не на создание зажимной силы, что повышает вероятность перетягивания.
Усталость и повторная установка
Алюминиевые резьбы быстрее изнашиваются при многократном использовании:
Зависимое от цикла разложение:
- Первая установка: резьба соответствует, незначительная деформация
- 2–5 циклов: происходит упрочнение, но также и незначительное накопление повреждений.
- 5–10 циклов: видимый износ резьбы, снижение зажимной способности
- 10+ циклов: значительные повреждения, высокий риск отслоения
Я работал с Анджелой, руководителем отдела технического обслуживания на фармацевтическом упаковочном предприятии в Нью-Джерси, чья команда ежеквартально обслуживала цилиндрические порты. Через 2 года (8 циклов установки) несколько алюминиевых портов вышли из строя. Мы установили вставки Helicoil в порты с высокой нагрузкой, что полностью устранило проблему.
Температурные эффекты
Различия в тепловом расширении создают дополнительную нагрузку:
Несоответствие теплового расширения:
- Алюминий расширяется в 2 раза быстрее, чем сталь.
- В условиях нагрева (40–80 °C) алюминиевый порт расширяется больше, чем стальной фитинг.
- Охлаждение создает дополнительную силу зажима
- Термические циклы могут ослабить или чрезмерно нагрузить резьбу.
Температурно-зависимая прочность:
- Алюминий теряет прочность при повышенных температурах
- При температуре 150 °C 6061-T6 сохраняет только ~70% прочности при комнатной температуре.
- Сталь лучше сохраняет прочность при повышенных температурах.
Какие силы и условия вызывают срыв резьбы в цилиндровых портах?
Выявление механизмов отказа позволяет проводить целенаправленную профилактику. ⚠️
Срыв резьбы происходит в результате трех основных механизмов: чрезмерный крутящий момент при установке (применение чрезмерного крутящего момента при установке фитинга, как правило, >50% выше спецификации), эксплуатационные нагрузки (вибрация, пульсации давления и термоциклирование, вызывающие усталость материала) и перекос резьбы или несоосность (неправильное начало резьбы, вызывающее локальную концентрацию напряжений, которая приводит к разрушению). К факторам, способствующим этому, относятся: ненадлежащее зацепление резьбы (порты слишком мелкие для размера фитинга), загрязнение (грязь или мусор, препятствующие правильному соединению резьбы)., гальваническая коррозия5 между разнородными металлами и многократными циклами установки (накопленное повреждение от многократных эксплуатационных событий). Наиболее распространенной причиной является простое использование значений крутящего момента, подходящих для стали, на алюминиевых компонентах.
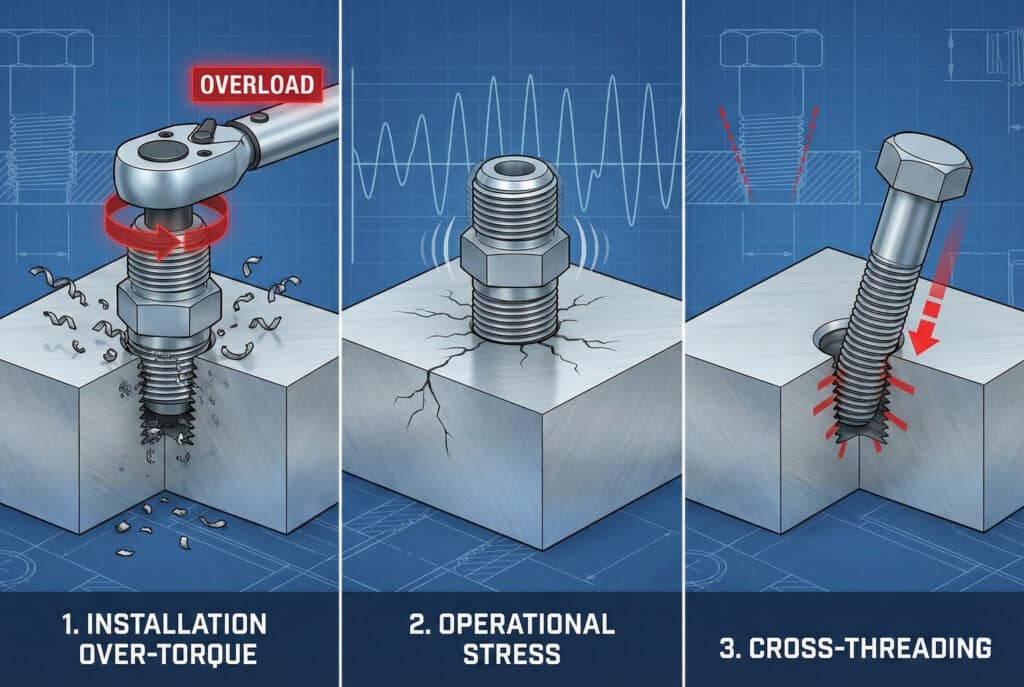
Установка Сверхмоментный крутящий момент
Чрезмерный момент затяжки является основной причиной немедленной поломки:
Соотношение крутящего момента и разрушения:
Для данного размера резьбы существует предсказуемая зависимость между приложенным крутящим моментом и разрушением резьбы:
- Внутренняя резьба из стали: Обычно снимается при 150-200% рекомендуемого крутящего момента
- Алюминиевые внутренние резьбы: Снимите при рекомендуемом крутящем моменте 120-150%.
- Запас прочности: Намного меньше в алюминии, меньше места для ошибок
Распространенные сценарии превышения крутящего момента:
- Использование “ощущения” вместо динамометрического ключа: Опытные техники часто перетягивают алюминий в 2-3 раза.
- Использование спецификаций крутящего момента для стали: Применение стальных значений к алюминию приводит к немедленному повреждению
- Ударные гайковерты: Невозможно контролировать крутящий момент, почти всегда перегружает алюминий
- Попытка остановить утечки: Чрезмерное затягивание, когда проблема может быть решена с помощью подходящего герметика
Завод по переработке пищевых продуктов Роберта был виновен во всех четырех пунктах. После обучения персонала и внедрения динамометрических ключей с характеристиками, специально предназначенными для алюминия, в течение 18 месяцев не было ни одного случая срыва резьбы.
Недостаточное зацепление резьбы
Недостаточная длина анкера является уязвимостью, связанной с конструкцией:
Минимальные требования к участию:
- Сталь в сталь: Минимальный диаметр болта 1,0x
- Сталь в алюминий: Рекомендуемый диаметр болта 1,5–2,0x
- Часто обслуживаемые порты: 2,0x диаметр или используйте резьбовые вставки
Пример расчета:
Для фитинга 1/4″ NPT (номинальный диаметр ~13 мм):
- Минимальное зацепление в алюминии: 19,5–26 мм
- Стандартная глубина порта: часто всего 12–15 мм
- Результат: Недостаточная прочность, высокий риск отрыва
Ограничения по глубине порта:
Толщина стенок цилиндра часто ограничивает достижимую глубину отверстий, особенно в цилиндрах с малым диаметром. Именно поэтому резьбовые вставки особенно ценны — они обеспечивают полную прочность в неглубоких отверстиях.
Перекрестное нарезание резьбы и несоосность
Неправильное начало резьбы приводит к неравномерному распределению нагрузки:
Механика перекрестного резьбонарезания:
- Установка начинается под неправильным углом
- Первые несколько нитей несут всю нагрузку
- Локальный стресс превышает прочность на сдвиг
- Резьба постепенно снимается по мере продвижения фитинга
Предупреждающие знаки:
- Необычное сопротивление при запуске резьбы
- Установка не проходит гладко
- Внезапное увеличение крутящего момента
- Видимое смещение
Профилактика:
- Запускайте резьбу вручную, никогда не используйте инструменты
- Убедитесь, что фитинг расположен перпендикулярно порту.
- Перед приложением крутящего момента убедитесь, что зацепление происходит плавно.
- Используйте инструменты для выравнивания резьбы для труднодоступных портов
Вибрация и усталостная нагрузка
Эксплуатационные нагрузки постепенно ослабляют резьбу:
Эффект вибрации:
- Микроперемещения между фитингом и портом
- Износ от трения в точках соприкосновения резьбы
- Постепенное ослабление уменьшает усилие зажима
- Уменьшенное зажатие обеспечивает большую подвижность, ускоряя износ
Пульсация давления:
- Быстрые изменения давления создают циклическую нагрузку
- Низкая усталостная прочность алюминия делает его уязвимым
- Тысячи циклов могут вызвать появление трещин
- Трещины распространяются до тех пор, пока нити не разрушатся
Факторы усталостной прочности:
| Состояние | Относительный ресурс на усталость | Режим отказа |
|---|---|---|
| Правильный крутящий момент, фиксатор резьбы | 1,0 (базовый уровень) | Постепенный износ после миллионов циклов |
| Правильный крутящий момент, без фиксатора резьбы | 0.3-0.5 | Ослабление и износ |
| Чрезмерный крутящий момент, фиксатор резьбы | 0.2-0.4 | Концентрация напряжений, возникновение трещин |
| Недостаточный крутящий момент | 0.1-0.3 | Быстрое ослабление и износ |
Коррозия и гальванические эффекты
Контакт разнородных металлов приводит к электрохимической деградации:
Гальваническая коррозия:
- Алюминий (анод) и сталь (катод) образуют гальваническую ячейку.
- Влага обеспечивает электролит
- Алюминий подвержен преимущественной коррозии
- Продукты коррозии расширяются, создавая напряжение
- Нити ослабевают и в конце концов разрываются
Факторы тяжести:
- Воздействие влаги: Наружная среда или влажная среда ускоряют коррозию.
- Соединение разнородных металлов: нержавеющая сталь менее проблематична, чем углеродистая сталь
- Отсутствие защиты: отсутствие герметика или антизадирного средства приводит к проникновению влаги.
Профилактика:
- Используйте антизадирные составы с ингибиторами коррозии
- Нанесите герметик для резьбы, который исключает попадание влаги.
- Рассмотрите возможность использования фитингов из нержавеющей стали вместо углеродистой стали.
- Используйте диэлектрические барьеры в суровых условиях эксплуатации
Как рассчитать безопасные значения крутящего момента для алюминиевых портов?
Правильные спецификации крутящего момента предотвращают большинство поломок резьбы. 📐
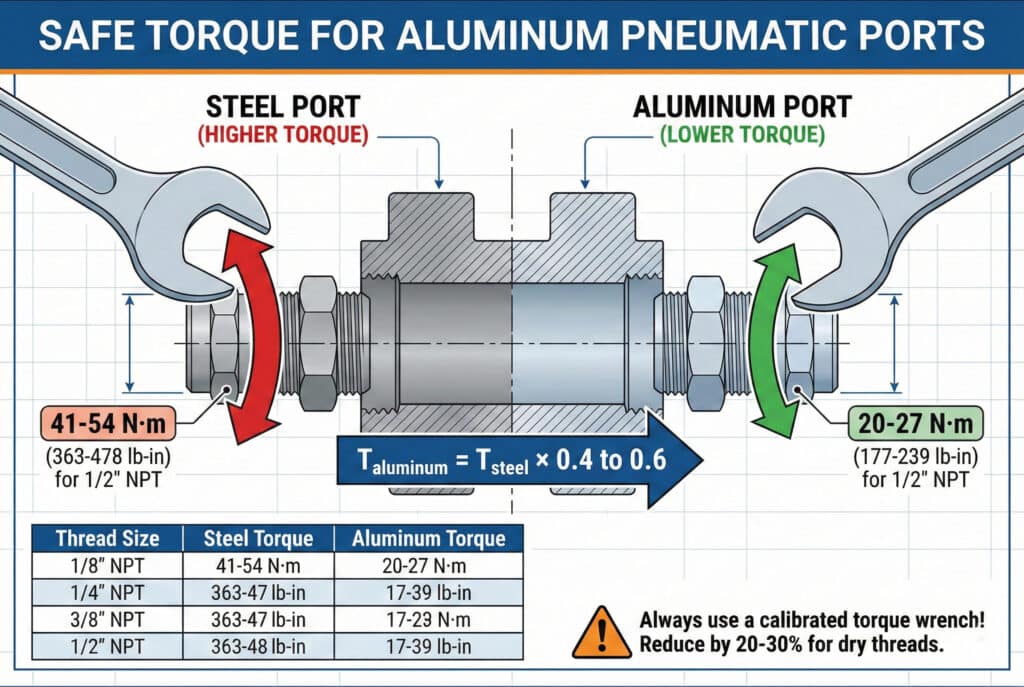
Безопасный крутящий момент для алюминиевых портов рассчитывается по формуле: T_алюминий = T_сталь × 0,4–0,6, где коэффициент уменьшения учитывает более низкую прочность алюминия на сдвиг и более высокий коэффициент трения. Для обычных пневматических фитингов это означает: 1/8″ NPT = 3-5 Н·м (27-44 фунт-дюйм), 1/4″ NPT = 7-10 Н·м (62-88 фунт-дюйм), 3/8″ NPT = 12–17 Н·м (106–150 фунт-дюймов) и 1/2″ NPT = 20–27 Н·м (177–239 фунт-дюймов). Эти значения предполагают чистую резьбу с надлежащим герметиком; сухая или загрязненная резьба требует уменьшения на 20–30%. Всегда используйте откалиброванный динамометрический ключ и прикладывайте крутящий момент постепенно, а не одним рывком.
Теоретический расчет крутящего момента
Понимание инженерных основ спецификаций крутящего момента:
Основное уравнение крутящего момента:
Где:
- = крутящий момент
- = коэффициент трения (0,15–0,25 для смазанных резьб)
- = номинальный диаметр
- = сила зажима
Предел прочности на срез:
Где:
- = прочность алюминия на сдвиг (~207 МПа для 6061-T6)
- = область зацепления резьбы
Практическое применение:
Для алюминия ограничьте усилие зажима до 60-70% от теоретического максимума, чтобы обеспечить запас прочности для:
- Варианты установки
- Недостатки резьбы
- Эксплуатационные нагрузки
- Факторы, связанные с усталостью
Рекомендуемые характеристики крутящего момента
Практические значения крутящего момента для распространенных пневматических фитингов:
| Размер резьбы | Стальной портовый крутящий момент | Алюминиевый порт крутящего момента | Коэффициент уменьшения |
|---|---|---|---|
| 1/8″ NPT | 7–10 Н·м (62–88 фунт-дюйм) | 3–5 Н·м (27–44 фунт-дюйм) | 0.43-0.50 |
| 1/4″ NPT | 14–19 Н·м (124–168 фунт-дюйм) | 7–10 Н·м (62–88 фунт-дюйм) | 0.50-0.53 |
| 3/8″ NPT | 25–34 Н·м (221–301 фунт-дюйм) | 12–17 Н·м (106–150 фунт-дюйм) | 0.48-0.50 |
| 1/2″ NPT | 41–54 Н·м (363–478 фунт-дюйм) | 20–27 Н·м (177–239 фунт-дюйм) | 0.49-0.50 |
| M5 (метрическая) | 3-4 Н·м (27-35 фунт-дюйм) | 1,5–2 Н·м (13–18 фунт-дюймов) | 0.50 |
| M10 (метрический) | 15–20 Н·м (133–177 фунт-дюйм) | 7–10 Н·м (62–88 фунт-дюйм) | 0.47-0.50 |
Важные замечания:
- Значения предполагают использование резьбового герметика или антизадирного средства.
- Сухие нити требуют на 20-30% меньший крутящий момент
- Поврежденные или изношенные резьбы требуют более низкого крутящего момента 30-40%.
- При первой установке можно использовать верхний диапазон; при повторных установках следует использовать нижний диапазон.
Выбор и использование динамометрического ключа
Для получения стабильных результатов необходимы подходящие инструменты:
Типы динамометрических ключей:
- Тип балки: Простой, надежный, не требует калибровки, но требует прямого просмотра
- Тип щелчка: Звуковой/тактильный сигнал при достижении заданного крутящего момента, наиболее распространенный, требует периодической калибровки
- Цифровой: Точный, записывает данные, дорогой, требует батареек и калибровки
- Предустановка: Настраивается на определенный крутящий момент, предотвращает превышение крутящего момента, идеально подходит для производственных условий
Правильная техника:
- Выберите гаечный ключ с целевым моментом в середине диапазона 20-80% для обеспечения максимальной точности.
- Прикладывайте силу плавно и равномерно, без рывков.
- Тяните перпендикулярно ручке гаечного ключа
- Немедленно остановитесь, когда цель будет достигнута (не “подпрыгивайте” при нажатии кнопки).
- Дайте гаечному ключу остыть между применениями
Фармацевтическое предприятие Анжелы инвестировало $800 в гайковерты с заданным моментом для самых распространенных размеров фитингов. Инвестиции окупились за 6 недель за счет устранения сорванных резьб.
Коэффициенты корректировки
Изменить базовый крутящий момент для конкретных условий:
Регулировка состояния резьбы:
- Новые, чистые резьбы: используйте указанный момент затяжки
- Ранее установлено (2–5 раз): уменьшить на 10–15%
- Ранее установлено (5+ раз): уменьшите на 20-30% или установите резьбовую вставку
- Видимые повреждения резьбы: уменьшите на 30-40% или отремонтируйте резьбу.
Регулировка герметика/смазки:
- Лента из ПТФЭ: используйте указанный крутящий момент
- Жидкий герметик для резьбы: используйте указанный момент затяжки
- Антизадирный состав: уменьшение на 10-15% (снижение трения)
- Сухие резьбы: уменьшить на 20-30% (повышенное трение, риск задира)
Экологические корректировки:
- Комнатная температура (20 °C): используйте указанный крутящий момент
- Повышенная температура (60-80 °C): уменьшить на 10-15%
- Очень высокая температура (>80 °C): уменьшите на 20-25% и рассмотрите возможность использования резьбовых вставок.
Последовательность крутящего момента для нескольких портов
При установке нескольких фитингов важна правильная последовательность:
Последовательность лучших практик:
- Установите все фитинги, затянув их от руки.
- Затяните каждый до 30% от заданного значения по порядку
- Затяните каждый до 60% от заданного значения по порядку
- Затяните каждый до 100% от заданного значения по порядку
- Проверьте окончательный крутящий момент на каждом из них после завершения всех работ.
Этот постепенный, последовательный подход равномерно распределяет нагрузку и предотвращает деформацию.
Каковы лучшие методы предотвращения повреждения резьбы?
Комплексные стратегии предотвращения устраняют большинство сбоев в работе нитей. 🛡️
Для предотвращения повреждения резьбы требуется многоуровневый подход: используйте калиброванные динамометрические ключи со специальными характеристиками для алюминия (40-60% стальных значений), всегда наносите герметик для резьбы или антизадирное средство, чтобы уменьшить трение и предотвратить задир, запускайте все резьбы вручную, чтобы обеспечить правильное выравнивание перед применением инструментов, устанавливайте резьбовые вставки (геликоилы или аналогичные) в часто обслуживаемых портах, проверяйте резьбу перед каждой установкой на наличие повреждений или загрязнений, обучайте всех техников специальным процедурам для алюминия и проектируйте системы так, чтобы минимизировать частоту обслуживания портов. В компании Bepto Pneumatics наши безштокные цилиндры могут поставляться с резьбовыми вставками из нержавеющей стали в критических портах, что обеспечивает прочность, эквивалентную прочности стали, в алюминиевых корпусах при сохранении преимуществ по весу.

Решения для резьбовых вставок
Стальные вставки обеспечивают постоянное повышение прочности:
Вставки типа Helicoil:
- Вставка из спиральной проволоки, установленная в отверстие с резьбой увеличенного размера
- Обеспечивает прочность резьбы в алюминии, сравнимую со сталью
- Может устанавливаться на новые или поврежденные резьбы
- Стоимость: $2-8 за вставку плюс стоимость монтажных работ
Вставки с твердыми втулками:
- Стальная втулка с резьбой, впрессованная или ввинченная в алюминий
- Более высокая прочность, чем у спиральных втулок
- Более сложная установка
- Лучше всего подходит для нового производства, сложно модернизировать
Вставки Time-Sert:
- Твердая вставка для стены с функцией блокировки
- Отлично подходит для ремонта резьбы
- Дороже, чем спиральные вставки ($8-15 за вставку)
- В некоторых случаях проще в установке, чем спиральные вставки
Когда использовать вставки:
- Порты обслуживались более 5 раз за срок службы цилиндра
- Критически важные приложения, в которых недопустимы сбои
- Ремонт сорванных резьб
- Среды с высокой вибрацией
- Порты, которые должны выдерживать тяжелые фитинги или клапаны
На предприятии Роберта были модернизированы резьбовые вставки в 25 часто обслуживаемых портах, что обошлось в $750 (детали и работа). За следующие 2 года это позволило предотвратить повреждение цилиндров на сумму около $15 000, что дало рентабельность инвестиций 20:1.
Выбор герметика для резьбы и антизадирного средства
Правильные смазочные материалы предотвращают износ и обеспечивают надлежащий крутящий момент:
| Тип продукта | Преимущества | Недостатки | Лучшие приложения |
|---|---|---|---|
| лента из ПТФЭ | Недорогой, чистый, простой в применении | Может измельчать и загрязнять, ограниченная смазка | Общего назначения, низкая частота обслуживания |
| Жидкий герметик для резьбы (анаэробный) | Отличная герметичность, предотвращает ослабление | Сложность в разборке, необходимое время для отверждения | Постоянные установки, вибрационные среды |
| Антизадирная паста | Отличная защита от износа, легкая разборка | Грязный, может загрязнять систему | Часто обслуживаемые порты, коррозионные среды |
| Резьбовой герметик с PTFE | Хорошая герметичность и смазка | Более дорогой | Высококачественные установки, алюминиевые порты |
Лучшие практики применения:
- Нанесите герметик только на наружную резьбу (чтобы он не попал в систему).
- Используйте 2-3 витка PTFE-ленты, начиная с 2-х витков от конца.
- Наносите жидкие герметики экономно — избыток загрязняет систему.
- Убедитесь, что антизадирное средство не содержит меди (может вызвать гальваническую коррозию алюминия).
Стандарты процедуры установки
Стандартизированные процедуры обеспечивают стабильные результаты:
Пошаговый протокол установки:
Подготовка:
- Проверьте резьбу на наличие повреждений, загрязнений или коррозии.
- При необходимости очистите резьбу растворителем.
- Убедитесь в правильности типа и размера фитинга.
- Выберите соответствующую спецификацию крутящего момента
Нанесение герметика:
- Нанесите выбранный герметик на наружную резьбу
- Обеспечьте равномерное покрытие без излишков
- При использовании анаэробных герметиков необходимо выдержать время отверждения.
Начальная резьба:
- Запускайте резьбу вручную, никогда не используйте инструменты
- Обеспечьте перпендикулярное выравнивание
- Нить должна продвигаться плавно с минимальным сопротивлением.
- Если чувствуется сопротивление, отступите и начните заново.
Применение крутящего момента:
- Выберите откалиброванный динамометрический ключ
- Прикладывайте крутящий момент постепенно, в 2-3 этапа.
- Окончательный крутящий момент в соответствии с техническими характеристиками
- Не превышайте указанное значение
Проверка:
- Визуально проверьте правильность установки
- Проверьте на наличие утечек во время первоначального повышения давления.
- Установка документа (использованный крутящий момент, дата, техник)
Обучение и документация
Человеческий фактор имеет решающее значение для профилактики:
Требования к подготовке технических специалистов:
- Понимание свойств и ограничений алюминия
- Выбор динамометрического ключа и его правильное использование
- Распознавание перекоса резьбы и повреждения резьбы
- Выбор и нанесение герметика
- Устранение утечек без чрезмерного затягивания
Системы документации:
- Таблицы с указанием крутящего момента, размещенные в рабочих зонах
- Журналы обслуживания с записью дат установки и значений крутящего момента
- Отслеживание циклов обслуживания критически важных портов
- Сообщение о сбоях и анализ первопричин
Меры контроля качества:
- Периодическая калибровка динамометрического ключа (не реже одного раза в год)
- Выборочные проверки установок супервайзером
- Обзор тенденций неудач
- Непрерывное совершенствование на основе полевых данных
Соображения по проектированию новых систем
Предотвращайте проблемы благодаря продуманному дизайну:
Расположение порта и доступность:
- Расположение портов для прямой установки фитингов
- Избегайте мест, требующих углового или затрудненного доступа.
- Обеспечьте достаточное пространство для использования динамометрического ключа
- Учитывайте эксплуатационную пригодность на этапе проектирования
Выбор фитингов:
- При необходимости используйте фитинги с защелкивающимся соединением (резьба не требуется).
- Выберите фитинги с резьбой соответствующей длины для глубины порта.
- Избегайте использования слишком больших фитингов, требующих высокого крутящего момента.
- Рассмотрите возможность использования быстроразъемных соединений для часто обслуживаемых соединений.
Дизайн системы:
- Минимизировать количество портов, требующих регулярного обслуживания
- Объединяйте соединения на коллекторах, а не на отдельных портах цилиндров.
- Используйте дистанционный монтаж для реле давления и манометров
- По возможности разработайте дизайн в соответствии с философией “установил один раз”
В компании Bepto Pneumatics мы работаем с клиентами на этапе проектирования, чтобы оптимизировать конфигурацию портов, порекомендовать подходящие резьбовые вставки для применения в условиях высоких нагрузок и предоставить подробные технические характеристики установки. Наши безштокные цилиндры могут быть оснащены усиленными портами или резьбовыми вставками в зависимости от требований конкретного применения.
Варианты ремонта сорванных резьб
Когда профилактика не помогает, существует несколько вариантов ремонта:
Установка резьбовой вставки (предпочтительный вариант):
- Расширьте поврежденную резьбу до большего размера
- Нажмите для вставки размера
- Установите вставку Helicoil или Time-Sert
- Обеспечивает прочность, как у нового изделия, или даже выше
- Стоимость: $50-150 в зависимости от размера и трудозатрат
Слишком большая посадка:
- Нажмите, чтобы перейти к следующему большему размеру
- Установите фитинг увеличенного размера
- Просто, но ограничивает будущие возможности
- Возможно, невозможно из-за толщины стенки
Ремонт эпоксидной смолой (временный):
- Тщательно очистите резьбу
- Нанесите эпоксидную смолу для фиксации резьбы
- Установите фитинг и дайте ему затвердеть.
- Обеспечивает временную герметичность, но низкую прочность
- Только для некритичных применений с низким давлением
Сварной ремонтный заглушка:
- Обработайте поврежденный участок
- Приварить резьбовую заглушку
- Переделать порт
- Дорого, но обеспечивает постоянный ремонт
- Требует квалифицированной сварки алюминия
Замена:
- Иногда наиболее экономичный вариант
- Особенно для недорогих баллонов или при значительных повреждениях
- Возможность перехода на более совершенную конструкцию
Заключение
Понимание механики срыва резьбы в портах алюминиевых цилиндров, а также соблюдение надлежащих требований к моменту затяжки, процедур установки и профилактических мер позволяет устранить одну из наиболее распространенных и досадных неисправностей пневматических систем. 💪
Часто задаваемые вопросы об удалении алюминиевой резьбы
В: Можно ли использовать те же характеристики крутящего момента для алюминиевых цилиндров, что и для стальных?
Абсолютно нет — это самая распространенная причина срыва алюминиевых резьб. Алюминиевые порты требуют 40-60% крутящего момента, используемого для эквивалентных стальных резьб, из-за значительно более низкой прочности алюминия на сдвиг (207 МПа против 380-450 МПа для стали). Например, фитинг 1/4″ NPT, который требует 14-19 Н·м для стали, должен получать только 7-10 Н·м для алюминия. Всегда сверяйтесь с таблицами крутящего момента для алюминия и используйте откалиброванный динамометрический ключ. В Bepto Pneumatics мы предоставляем подробные спецификации крутящего момента для каждого цилиндра, чтобы предотвратить эту распространенную ошибку.
В: Сколько раз можно безопасно устанавливать и снимать фитинги с алюминиевых портов?
Стандартные алюминиевые порты обычно выдерживают 5–10 циклов установки, прежде чем повреждение резьбы становится значительным, хотя это зависит от точности крутящего момента, состояния резьбы и использования герметика. После 5 циклов риск значительно увеличивается. Для портов, требующих частого обслуживания, установите резьбовые вставки (геликоилы или Time-Serts) во время первоначальной установки или после 3-5 циклов — это обеспечит неограниченный срок службы с прочностью, эквивалентной прочности стали. Стоимость вставки $5-10 незначительна по сравнению с заменой поврежденного цилиндра.
В: Как лучше всего починить сорванную резьбу в алюминиевом цилиндре?
Установка резьбовых вставок (helicoil или Time-Sert) является предпочтительным методом ремонта, обеспечивающим прочность, равную или превышающую прочность исходной резьбы. Процесс включает в себя высверливание поврежденной резьбы, нарезание резьбы большего размера для вставки и установку спиральной стальной вставки. Этот ремонт стоит $50-150 в зависимости от размера и трудозатрат, но восстанавливает полную функциональность. Избегайте временных решений, таких как эпоксидная смола, за исключением некритичных применений с низким давлением. В случае обширных повреждений или тонкостенных цилиндров, где установка вставок невозможна, замена может быть более экономически эффективной, чем ремонт.
В: Почему мои фитинги продолжают ослабляться, даже если я затягиваю их с правильным моментом?
Ослабление крепления, несмотря на правильный момент затяжки, обычно происходит из-за вибрации, термоциклирования или ненадлежащей фиксации резьбы. Решения включают: нанесение анаэробного герметика для резьбы (Loctite 567 или аналогичного), который предотвращает ослабление, сохраняя герметичность; использование механических фиксирующих устройств, таких как контргайки или фиксирующая проволока, для критически важных соединений; устранение чрезмерной вибрации системы у источника; обеспечение надлежащего момента затяжки — недостаточный момент затяжки так же проблематичен, как и избыточный. Также убедитесь, что вы используете правильные значения момента затяжки; некоторые техники используют слишком низкие значения из-за боязни срыва резьбы, что, как ни парадоксально, приводит к ослаблению и износу.
В: Существуют ли альтернативы резьбовым портам, которые исключают риск срыва резьбы?
Да, существует несколько альтернатив для применений, где срыв резьбы является повторяющейся проблемой. Фитинги с быстроразъемным соединением полностью исключают резьбу и идеально подходят для часто меняемых соединений, хотя они ограничены меньшими размерами и более низким давлением. Сварные или паяные фитинги обеспечивают постоянные соединения без риска срыва резьбы. Быстроразъемные муфты позволяют подключать/отключать соединения без использования инструментов. Монтаж на коллекторе объединяет несколько соединений вдали от корпуса цилиндра. Для новых конструкций рассмотрите эти альтернативы; для существующего оборудования резьбовые вставки являются лучшим решением для модернизации. В Bepto Pneumatics мы можем настроить бесконтактные цилиндры с альтернативными методами соединения в соответствии с вашими конкретными потребностями.
-
Изучите технические данные о прочности алюминиевых сплавов на сдвиг по сравнению с углеродистой сталью. ↩
-
Узнайте о модуле упругости и его влиянии на жесткость алюминия в механических применениях. ↩
-
Понять механизм износа и то, как он приводит к повреждению поверхности резьбовых соединений. ↩
-
Изучите сравнительную таблицу коэффициентов теплового расширения различных промышленных металлов. ↩
-
Изучите гальванический ряд, чтобы понять, как разнородные металлы взаимодействуют в коррозионных средах. ↩
