

Introduction
Mining environments destroy standard cylinder rods in months, not years. 🪨 Abrasive dust, rock particles, and mineral contaminants act like sandpaper on every stroke, scoring chrome plating1 and causing catastrophic seal failures. When your equipment operates in conditions this harsh, conventional surface treatments simply aren’t enough.
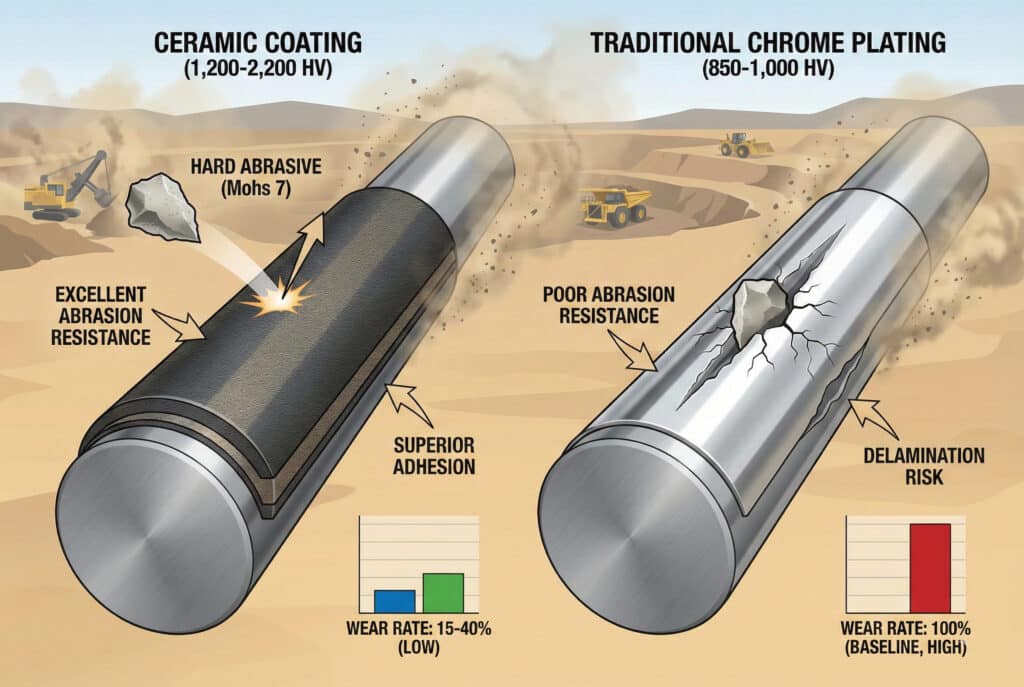
Ceramic coatings for cylinder rods provide a hardness rating of 1,200-2,200 HV (compared to 850-1,000 HV for hard chrome), creating an ultra-hard, wear-resistant barrier that extends rod life by 300-500% in abrasive mining applications. These coatings—including chromium carbide, tungsten carbide, and aluminum oxide—are applied through thermal spray2 or PVD3 processes at 25-150 micron thickness, offering superior particle resistance while maintaining the smooth surface finish required for effective sealing in pneumatic cylinders.
Last quarter, I worked with Steven, a maintenance engineer at a copper mining operation in Arizona. His facility was replacing chrome-plated cylinder rods every 4-6 months due to abrasive copper ore dust. Each replacement meant 8-12 hours of downtime on critical conveyor positioning systems, costing $15,000-20,000 per incident. We supplied Bepto rodless cylinders with tungsten carbide ceramic coatings on the guide rods. After 18 months of continuous operation in the same brutal conditions, his rods show minimal wear—we’ve extended his replacement cycle from 6 months to an estimated 3+ years, delivering over $120,000 in savings.
Table of Contents
- What Makes Ceramic Coatings Superior for Mining Applications?
- Which Ceramic Coating Types Work Best for Cylinder Rods?
- How Do Ceramic-Coated Rods Compare to Chrome in Total Cost?
- What Installation and Maintenance Considerations Are Critical?
What Makes Ceramic Coatings Superior for Mining Applications?
Mining environments are the ultimate test of material durability. ⛏️
Ceramic coatings outperform traditional chrome plating in mining applications because their crystalline structure provides 2-3 times greater hardness (1,200-2,200 HV vs. 850-1,000 HV), superior abrasion resistance against mineral particles, and better adhesion strength that prevents coating delamination under impact loads. The dense ceramic matrix resists particle embedding and creates a self-lubricating surface that reduces friction by 30-40%, extending both rod and seal life while maintaining dimensional stability in temperatures ranging from -40°C to +500°C.
The Abrasion Resistance Advantage
Mining operations expose cylinder rods to some of the most abrasive materials on earth:
| Abrasive Material | Mohs Hardness | Chrome Plating Wear Rate | Ceramic Coating Wear Rate |
|---|---|---|---|
| Silica dust (sand) | 7 | 100% (baseline) | 15-25% |
| Iron ore | 5-6 | 100% | 20-30% |
| Copper ore | 3-4 | 100% | 25-35% |
| Coal dust | 2-3 | 100% | 30-40% |
| Limestone | 3-4 | 100% | 25-35% |
The hardness advantage is dramatic. Chrome plating at 850-1,000 HV is harder than steel but softer than most mineral particles. Ceramic coatings at 1,200-2,200 HV exceed the hardness of most abrasive contaminants, preventing particle penetration.
Impact and Shock Resistance
Mining equipment experiences constant vibration, shock loads, and impact. Traditional chrome plating can crack or spall under these conditions, creating initiation points for accelerated wear. Ceramic coatings, when properly applied with appropriate bond layers, distribute impact energy more effectively.
Thermal spray ceramic coatings create a mechanical bond through surface roughening and particle interlocking, providing excellent adhesion even under shock loads. The coating’s layered structure absorbs impact energy without catastrophic delamination.
Temperature Stability
Underground mining operations can experience extreme temperature variations—from freezing surface conditions to 40-50°C underground. Surface mining in desert regions sees 50°C+ daytime temperatures. Ceramic coatings maintain their properties across this entire range, while chrome plating can develop thermal stress cracks from repeated cycling.
Which Ceramic Coating Types Work Best for Cylinder Rods?
Not all ceramic coatings are created equal for pneumatic applications. 🔬
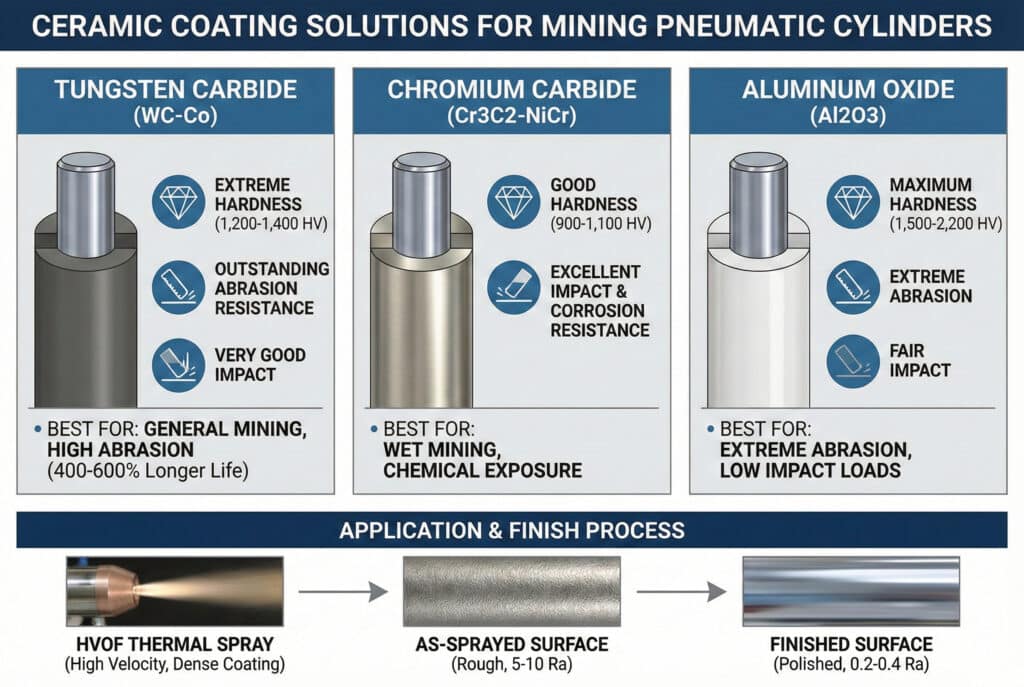
Tungsten carbide (WC-Co) coatings offer the best balance of extreme hardness (1,200-1,400 HV), toughness, and surface finish for mining cylinder rods, providing 400-600% longer life than chrome in silica-rich environments. Chromium carbide (Cr3C2-NiCr) delivers excellent corrosion resistance with good hardness (900-1,100 HV), ideal for wet mining operations. Aluminum oxide (Al2O3) provides maximum hardness (1,500-2,200 HV) but requires careful application to avoid brittleness, making it suitable for extreme abrasion with minimal impact loads.
Coating Comparison for Mining
| Coating Type | Hardness (HV) | Abrasion Resistance | Impact Resistance | Corrosion Resistance | Best Mining Application |
|---|---|---|---|---|---|
| Hard Chrome (baseline) | 850-1,000 | Fair | Good | Excellent | Clean, indoor only |
| Tungsten Carbide (WC-Co) | 1,200-1,400 | Outstanding | Very Good | Good | General mining, high abrasion |
| Chromium Carbide (Cr3C2) | 900-1,100 | Excellent | Excellent | Outstanding | Wet mining, chemical exposure |
| Aluminum Oxide (Al2O3) | 1,500-2,200 | Extreme | Fair | Excellent | Extreme abrasion, low impact |
| Titanium Nitride (TiN) | 2,000-2,400 | Very Good | Fair | Good | Precision applications, lower loads |
Application Process Matters
High-Velocity Oxygen Fuel (HVOF) Thermal Spray: The gold standard for tungsten carbide and chromium carbide coatings. HVOF produces extremely dense, well-bonded coatings with minimal porosity. Particle velocities exceed 600 m/s, creating superior adhesion and coating density.
Plasma Spray: Used for aluminum oxide and some carbide coatings. Lower cost than HVOF but slightly more porous. Still provides excellent performance in most mining applications.
PVD (Physical Vapor Deposition): Creates extremely thin (2-5 micron), ultra-hard coatings like titanium nitride. Limited to lower-abrasion applications due to thin coating thickness, but offers exceptional surface finish.
At Bepto, we partner with ISO 90014 certified coating facilities that specialize in HVOF tungsten carbide application. Our standard mining-grade rodless cylinders feature 75-100 micron WC-Co coatings applied over grit-blasted, stress-relieved substrates for maximum adhesion and durability.
Surface Finish Requirements
Ceramic coatings as-sprayed have rough surfaces (5-10 Ra) unsuitable for pneumatic seals. Post-coating grinding and polishing to 0.2-0.4 Ra is essential. This finishing process removes surface peaks while maintaining the hard ceramic matrix, creating a smooth sealing surface that won’t damage seals while retaining abrasion resistance.
How Do Ceramic-Coated Rods Compare to Chrome in Total Cost?
Initial price tells only part of the story in mining applications. 💰
Ceramic-coated cylinder rods cost 80-150% more initially than chrome-plated alternatives ($300-600 vs. $150-250 for typical mining cylinder sizes), but deliver 300-500% longer service life in abrasive environments, reducing total cost of ownership by 40-60% over 5 years when accounting for replacement parts, labor, and downtime costs. For operations where cylinder failure causes $10,000-50,000 per incident in lost production, the ROI period is typically 6-12 months.
Real-World Cost Analysis
Scenario: Coal Mining Conveyor Positioning System
| Cost Factor | Chrome-Plated (5 years) | Ceramic-Coated (5 years) | Savings |
|---|---|---|---|
| Initial Rod Cost | $220 | $450 | -$230 |
| Replacements (9x vs 2x) | $1,980 | $450 | +$1,530 |
| Labor (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Downtime (11x @ $12,000) | $132,000 | $36,000 | +$96,000 |
| Seal Replacements (extra wear) | $880 | $320 | +$560 |
| Total 5-Year Cost | $140,580 | $38,720 | $101,860 |
This analysis is based on actual data from a customer in West Virginia operating in high-silica coal dust conditions.
The Bepto Value Proposition
As a direct OEM alternative supplier, we offer ceramic-coated rodless cylinders at 25-35% below major brand pricing. Our tungsten carbide coating package adds approximately $180-280 to a standard cylinder, compared to $400-600 premium charged by premium OEM brands for equivalent protection.
I recently worked with Patricia, a procurement manager for a mining equipment manufacturer in Nevada. She was specifying cylinders for gold mining extraction equipment destined for operations in Peru and Chile—extremely abrasive, high-altitude environments. Her OEM supplier quoted $2,800 per ceramic-coated rodless cylinder with 16-week lead time.
We provided dimensionally compatible Bepto cylinders with HVOF tungsten carbide coatings for $1,850 each, delivered in 4 weeks. Her company has now standardized on Bepto for all mining applications, saving 30-35% on component costs while improving delivery reliability.
When Ceramic Coatings Make Sense
High-Value Applications:
- Equipment downtime >$5,000 per hour
- Replacement cycle <12 months with chrome
- High-silica or mineral dust exposure
- Remote locations with difficult access
Marginal Applications:
- Low-cycle equipment (<50,000 cycles/year)
- Clean or moderately dusty environments
- Easy access for maintenance
- Budget-constrained projects
We help customers make informed decisions based on actual operating conditions and total cost analysis, not just upselling premium coatings for every application.
What Installation and Maintenance Considerations Are Critical?
Ceramic coatings require specific handling to maximize performance. 🔧
Ceramic-coated rods demand careful installation practices including avoiding impact damage during assembly, using appropriate seal materials (polyurethane or filled PTFE rather than standard NBR), maintaining proper lubrication with low-friction greases, and implementing effective rod boots or wipers to prevent particle accumulation. Regular inspection should focus on coating integrity rather than wear depth, as even minor coating damage can accelerate localized wear. Proper storage in protective sleeves prevents handling damage before installation.

Installation Best Practices
Handle with Care: Ceramic coatings, while extremely hard, can chip or crack if struck with metal tools. Use plastic or rubber-coated tools during installation. Never clamp directly on coated surfaces—use protective sleeves.
Seal Compatibility: Standard NBR seals may not provide optimal performance with ceramic coatings. We recommend:
- Polyurethane seals: Best wear resistance and compatibility
- Filled PTFE: Excellent for high-temperature applications
- HNBR (Hydrogenated NBR): Good balance of properties
Proper Lubrication: While ceramic coatings reduce friction, initial break-in lubrication is critical. Use molybdenum disulfide or PTFE-based greases that won’t attract abrasive particles.
Maintenance and Inspection
Visual Inspection Protocol:
- Monthly: Check for visible coating damage, chips, or delamination
- Quarterly: Measure seal wear rates as indicator of rod condition
- Annually: Detailed inspection with magnification for microcracking
Cleaning Procedures: Use soft brushes and compressed air—never wire brushes or abrasive pads that could damage the coating. Avoid high-pressure water jets directly on the coated surface.
Environmental Protection
Even ceramic-coated rods benefit from environmental protection:
Rod Boots: Accordion-style boots prevent 80-90% of particle contact with the rod surface, extending even ceramic coating life by 2-3x.
Wipers: High-efficiency polyurethane wipers remove particles before they contact seals, protecting both the coating and seal surfaces.
Air Filtration: Proper compressed air filtration (ISO 8573-15 Class 6 or better for particles) prevents internal contamination that can damage seals from the inside.
At Bepto, we provide complete environmental protection packages specifically designed for mining applications, including heavy-duty rod boots, dual-wiper assemblies, and mounting hardware resistant to shock and vibration.
Conclusion
Ceramic coatings transform cylinder rods from consumable components into long-term assets in mining applications, delivering dramatic reductions in replacement frequency, maintenance costs, and unplanned downtime through superior abrasion resistance and durability. 🏆
FAQs About Ceramic Coatings for Mining Cylinders
Q: Can ceramic coatings be applied to existing chrome-plated rods as an upgrade?
Yes, but the chrome must be completely removed first through grinding or chemical stripping to reach the base steel substrate. The rod is then grit-blasted to create the surface profile needed for ceramic coating adhesion, coated, and finish-ground. This refurbishment costs 60-70% of a new ceramic-coated rod and is economical for large-diameter or custom rods, though we typically recommend replacement for standard sizes.
Q: What happens if the ceramic coating gets damaged or chipped during operation?
Minor surface chips (<2mm diameter) typically don’t propagate if the bond layer remains intact—the surrounding ceramic continues protecting the substrate. However, damage exposing the base steel creates a localized wear point that can accelerate. Damaged rods should be replaced at the next scheduled maintenance rather than waiting for catastrophic failure. This is why we recommend quarterly inspections in harsh mining environments.
Q: Do ceramic coatings require special break-in procedures?
Yes, ceramic-coated rods benefit from a 50-100 cycle break-in period at reduced speed (50-60% of normal) and pressure (70-80% of operating pressure) with proper lubrication. This allows seals to conform to the coating surface and establishes initial lubrication film. Skipping break-in can cause premature seal wear during the first hours of operation.
Q: How do ceramic coatings perform in wet mining applications with water exposure?
Ceramic coatings excel in wet conditions—chromium carbide and tungsten carbide coatings are highly corrosion-resistant and don’t suffer from the subsurface corrosion that can lift chrome plating. However, water can carry abrasive particles more effectively than dry dust, so environmental sealing (rod boots, effective wipers) becomes even more critical. We’ve seen excellent performance in wet mining applications with proper system design.
Q: Can ceramic-coated rods be repaired or re-coated after wear?
Ceramic-coated rods can be stripped and re-coated, though each cycle removes 0.1-0.2mm of base material through surface preparation. Rods can typically be re-coated 2-3 times before dimensional tolerances are compromised. Re-coating costs 50-60% of new rod cost. At Bepto, we offer rod refurbishment services for high-value or custom applications, though replacement is often more economical for standard cylinder sizes.
-
Learn about the properties and traditional applications of hard chrome plating in industrial machinery. ↩
-
Explore the various thermal spray techniques used to apply high-performance protective coatings. ↩
-
Understand the physical vapor deposition (PVD) process and its role in creating ultra-thin, hard-wearing layers. ↩
-
Discover the international standards for quality management systems that ensure consistent product and service quality. ↩
-
Review the international standards for compressed air purity, defining contaminant limits for industrial systems. ↩
