

Инсталирате фитинг в алуминиевия цилиндър, когато изведнъж усещате, че гаечният ключ се изплъзва – резбата се е изтървала. 😱 Сега сте изправени пред повреден цилиндър, потенциално прекъсване на работата и трудното решение дали да опитате да поправите или да замените цялото устройство. Изтърването на резбата в алуминиевите отвори е една от най-разочароващите и предотвратими повреди в пневматичните системи, но се случва ежедневно в съоръжения по целия свят, често поради прости недоразумения относно свойствата на алуминия и правилната техника на монтаж.
Износването на резбата в алуминиевите цилиндрични отвори се случва, когато якост на срязване1 на по-меките алуминиеви резби се превишава от монтажния въртящ момент или експлоатационните напрежения, обикновено при 60-80% от въртящия момент, необходим за отстраняване на стоманени резби със същия размер. По-ниската якост на срязване на алуминия (90-150 MPa спрямо 400-500 MPa за стоманата) го прави особено уязвим към прекомерно затягане, пресичане на резбата и умора от повтарящи се монтажни цикли. Предотвратяването изисква използване на подходящи спецификации за въртящ момент (обикновено 40-60% от стойностите за стомана), дължина на зацепване на резбата от най-малко 1,5x диаметъра на болта, уплътнители за резба, които намаляват триенето, и стоманени резбови вложки за често обслужвани портове.
Никога няма да забравя обаждането от Робърт, техник по поддръжката в завод за преработка на храни в Уисконсин. Той току-що беше изтървал резбата на порт на безшпинделен цилиндър $2,400, докато инсталираше обикновен манометър – фитинг $15 унищожи компонент $2,400, защото той използва същия въртящ момент, който винаги е използвал за стоманени цилиндри. Когато пристигнах, за да оценя щетите, открих, че всъщност той беше изтървал резбата на три цилиндъра през тази седмица, като се беше доверил на “чувството” си, вместо да използва динамометричен ключ. Неговият добронамерен, но неосведомен подход беше струвал на компанията му над $7000 за повредено оборудване, без да се брои прекъсването на производството.
Съдържание
- Защо алуминиевите резби са по-податливи на износване от стоманените?
- Какви сили и условия причиняват износване на резбата в цилиндровите отвори?
- Как се изчисляват безопасните стойности на въртящия момент за алуминиеви портове?
- Какви са най-добрите практики за предотвратяване на повреда на резбата?
Защо алуминиевите резби са по-податливи на износване от стоманените?
Разбирането на свойствата на материала обяснява уязвимостта на алуминия. 🔬
Алуминиевите сплави, използвани в пневматичните цилиндри (обикновено 6061-T6 или 6063-T5), имат якост на срязване от 90-150 MPa в сравнение с 400-500 MPa при стоманата, което прави алуминиевите резби 3-4 пъти по-слаби при същите условия на натоварване. Освен това, по-ниската модул на еластичност2 (69 GPa спрямо 200 GPa за стоманата) означава, че резбите се деформират по-лесно под напрежение, а алуминият има склонност да жлъч3 (студено заваряване) със стоманени крепежни елементи създава триене, което може да надвиши якостта на срязване на резбата по време на монтажа. Площта на зацепване на резбата в алуминия трябва да бъде 1,5-2 пъти по-голяма от тази в стоманата, за да се постигне еквивалентна якост, но стандартната дълбочина на отворите често осигурява минимално зацепване.

Сравнение на свойствата на материалите
Фундаменталните разлики между алуминия и стоманата обясняват поведението на резбата:
| Собственост | Алуминий 6061-T6 | Стомана (средно въглеродна) | Съотношение (алуминий/стомана) |
|---|---|---|---|
| Якост на опън | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Якост на срязване | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Модул на еластичност | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Твърдост | 95 HB | 150-200 HB | 0.48-0.63 |
| Коефициент на топлинно разширение4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Основи на якостта на срязване на резбата
Скъсване на нишката възниква, когато напрежението на срязване надвиши якостта на материала:
Срязващо напрежение в резбите:
Натоварването се разпределя по цялата площ на зацепващата се резба. За резбово съединение:
-
- = номинален диаметър
- = стъпка на резбата
- = продължителност на годежа
- = брой ангажирани нишки
Критична проницателност:
Тъй като якостта на алуминия на срязване е ~45% от тази на стоманата, алуминиевият порт с резба се нуждае от приблизително 2,2 пъти по-голяма дължина на зацепване, за да достигне якостта на стоманата. Стандартната дълбочина на портовете често осигурява само 1,0-1,5 пъти диаметъра на зацепване, което е недостатъчно за многократна употреба.
Ефекти от износване и триене
Контактът между алуминий и стомана създава уникални предизвикателства:
Механизъм на износване:
- Алуминият и стоманата имат афинитет един към друг в точките на контакт.
- Високото налягане и плъзгането причиняват микрозаваряване (студено заваряване)
- Заварените точки се откъсват, създавайки грапави повърхности
- Грубостта увеличава триенето и изискванията за въртящ момент
- Повишеният въртящ момент води до износване на резбата
Влияние на коефициента на триене:
- Сухи алуминиево-стоманени нишки: μ = 0,4-0,6
- Смазана алуминиево-стоманена: μ = 0,15-0,25
- Стомана-стомана (сравнение): μ = 0,15-0,20
По-високото триене в алуминия означава, че по-голяма част от приложения въртящ момент се използва за преодоляване на триенето, а не за създаване на затягаща сила, което прави по-вероятно превишаването на въртящия момент.
Умора и повтарящо се инсталиране
Алуминиевите резби се износват по-бързо при повтаряща се употреба:
Цикъл-зависима деградация:
- Първа инсталация: Нишките се приспособяват, незначителна деформация
- 2-5 цикъла: Настъпва укрепване на материала, но също и натрупване на незначителни повреди.
- 5-10 цикъла: Видимо износване на нишките, намалена способност за затягане
- 10+ цикъла: Значителни повреди, висок риск от отлепване
Работих с Анджела, супервайзор по поддръжката в завод за фармацевтични опаковки в Ню Джърси, чийто екип обслужваше цилиндричните портове на тримесечие. След 2 години (8 цикъла на инсталиране) няколко алуминиеви порта се повредиха. Внедрихме хеликоилни вложки в портовете с висока експлоатация, което напълно елиминира проблема.
Влияние на температурата
Разликите в термичното разширение създават допълнително напрежение:
Несъответствие в термичното разширение:
- Алуминият се разширява 2 пъти по-бързо от стоманата
- При нагряване (40-80 °C) алуминиевият порт се разширява повече от стоманената арматура.
- Охлаждането създава допълнителна сила на затягане
- Термичните цикли могат да разхлабят или да пренапрегнат резбите
Сила, зависеща от температурата:
- Алуминият губи здравина при повишени температури
- При 150 °C, 6061-T6 запазва само ~70% от якостта при стайна температура.
- Стоманата запазва по-добре здравината си при повишени температури.
Какви сили и условия причиняват износване на резбата в цилиндровите отвори?
Идентифицирането на механизмите на отказ позволява целенасочена превенция. ⚠️
Разрушаването на резбата се случва чрез три основни механизма: превишаване на въртящия момент при монтажа (прилагане на прекалено голям въртящ момент по време на монтажа на фитинга, обикновено >50% над спецификацията), експлоатационно напрежение (вибрации, пулсации на налягането и термични цикли, създаващи умора) и напречно резбоване или неправилно подреждане (неправилно започване на резбата, което води до локализирана концентрация на напрежение, която предизвиква повреда). Допринасящи фактори са неадекватното зацепване на резбата (отворите са прекалено плитки за размера на фитинга), замърсяване (мръсотия или отпадъци, които пречат на правилното зацепване на резбата), галванична корозия5 между различни метали и повтарящи се цикли на монтаж (кумулативни повреди от многократни сервизни операции). Най-честата причина е просто използването на стойности на въртящия момент, подходящи за стомана, върху алуминиеви компоненти.
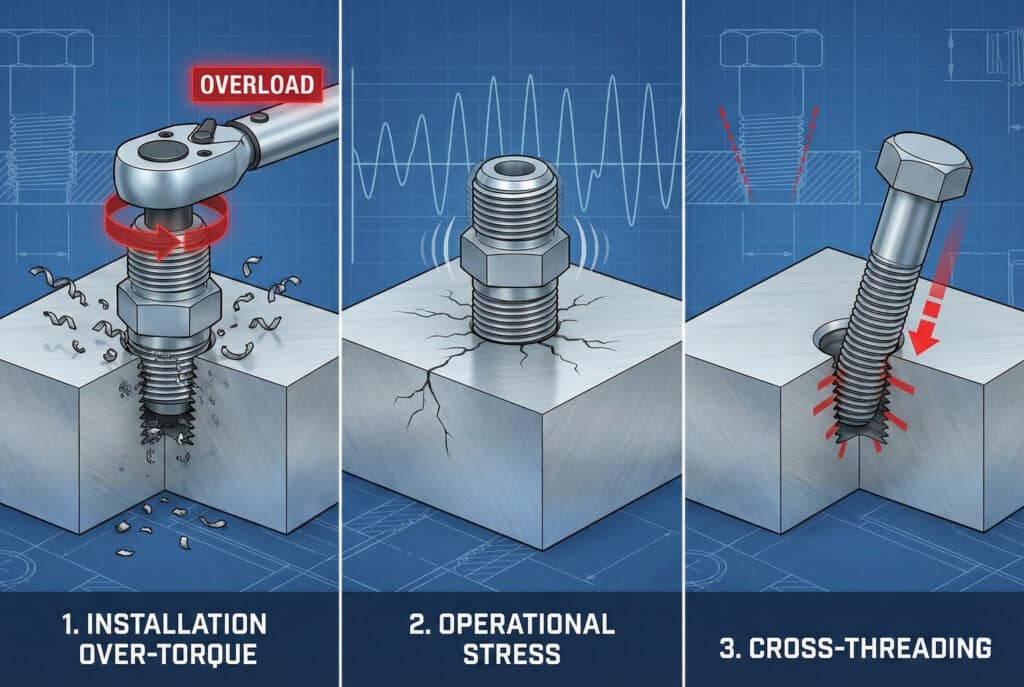
Инсталиране с превишен въртящ момент
Прекалено голям монтажен въртящ момент е основната причина за незабавна повреда:
Връзка между въртящия момент и разрушаването:
За даден размер на резбата съществува предсказуема връзка между приложения въртящ момент и повреда на резбата:
- Стоманени вътрешни резби: Обикновено се отстранява при 150-200% от препоръчителния въртящ момент.
- Алуминиеви вътрешни резби: Стрип при 120-150% от препоръчителния въртящ момент
- Марж на безопасност: Много по-малък в алуминий, по-малко място за грешки
Чести сценарии на превишаване на въртящия момент:
- Използване на “усещане” вместо динамометричен ключ: Опитни техници често превишават въртящия момент на алуминия с 2-3 пъти.
- Използване на спецификации за въртящ момент на стомана: Прилагането на стоманени стойности към алуминия причинява незабавни щети
- Ударни гайковерти: Невъзможно е да се контролира въртящият момент, почти винаги се получава превишаване на въртящия момент при алуминия.
- Опит за спиране на течове: Прекомерно затягане, когато подходящ уплътнител би решил проблема
Заводът за преработка на храни на Робърт беше виновен за всичките четири. След обучение и внедряване на динамометрични ключове със специфични за алуминия спецификации, те работиха 18 месеца без нито един изтъркан порт.
Недостатъчно ангажиране на нишките
Недостатъчната дължина на ангажимента е уязвимост, свързана с дизайна:
Минимални изисквания за ангажираност:
- Стомана в стомана: Минимален диаметър на болта 1,0x
- Стомана в алуминий: Препоръчва се диаметър на болта 1,5-2,0x
- Често обслужвани пристанища: 2,0x диаметър или използвайте резбови вложки
Пример за изчисление:
За 1/4″ NPT фитинг (номинален диаметър ~13 mm):
- Минимално зацепване в алуминий: 19,5-26 mm
- Стандартна дълбочина на порта: Често само 12-15 мм
- Резултат: Недостатъчна якост, висок риск от отлепване
Ограничения за дълбочината на пристанището:
Дебелината на стената на цилиндъра често ограничава постижимата дълбочина на отвора, особено при цилиндри с малък диаметър. Ето защо резбовите вложки са особено ценни – те осигуряват пълна здравина в плитки отвори.
Кръстосано резбоване и неправилно подреждане
Неправилното започване на нишки концентрира напрежението:
Механика на кръстосаното резбоване:
- Монтирането започва под грешен ъгъл
- Първите няколко нишки поемат цялото натоварване
- Локализираният стрес надвишава якостта на срязване
- Нитовете се отстраняват постепенно с напредването на монтажа
Предупредителни знаци:
- Необичайна съпротива при стартиране на резби
- Монтирането не протича гладко
- Внезапно увеличение на въртящия момент
- Видимо несъответствие
Превенция:
- Започнете нишките на ръка, никога с инструменти
- Уверете се, че монтажът е перпендикулярен на порта
- Усетете плавното зацепване, преди да приложите въртящ момент.
- Използвайте инструменти за подравняване на резбата за труднодостъпни портове
Вибрации и натоварване от умора
Оперативните напрежения постепенно отслабват нишките:
Ефекти от вибрациите:
- Микро-движения между монтажната част и порта
- Износване от триене в точките на контакт на резбата
- Постепенното отпускане намалява силата на затягане
- Намаленото затягане позволява по-голяма подвижност, което ускорява износването
Пулсация на налягането:
- Бързите промени в налягането създават циклично натоварване
- По-ниската устойчивост на умора на алуминия го прави уязвим
- Хиляди цикли могат да предизвикат пукнатини
- Пукнатините се разпространяват, докато нишките се скъсат
Фактори, влияещи върху износването:
| Състояние | Относителна износоустойчивост | Режим на неизправност |
|---|---|---|
| Подходящ въртящ момент, фиксатор за резба | 1,0 (базова линия) | Постепенно износване след милиони цикли |
| Правилен въртящ момент, без фиксатор за резба | 0.3-0.5 | Разхлабване и износване |
| Превишен въртящ момент, фиксатор за резба | 0.2-0.4 | Концентрация на напрежение, образуване на пукнатини |
| Недостатъчен въртящ момент | 0.1-0.3 | Бързо разхлабване и износване |
Корозия и галванични ефекти
Контактът между различни метали води до електрохимична деградация:
Галванична корозия:
- Алуминият (анод) и стоманата (катод) образуват галваничен елемент.
- Влагата осигурява електролит
- Алуминият се корозира предпочитателно
- Продуктите от корозия се разширяват, създавайки напрежение
- Нишките отслабват и в крайна сметка се скъсват
Фактори за тежест:
- Излагане на влага: Външната среда или влажните условия ускоряват корозията.
- Съчетаване на различни метали: Неръждаемата стомана е по-малко проблемна от въглеродната стомана
- Липса на защита: липса на уплътнител или антизалепващо средство позволява проникването на влага
Превенция:
- Използвайте антизалепващи съединения с инхибитори на корозия
- Нанесете уплътнители за резби, които изключват влагата
- Обмислете използването на фитинги от неръждаема стомана вместо от въглеродна стомана.
- Използвайте диелектрични бариери в тежки условия
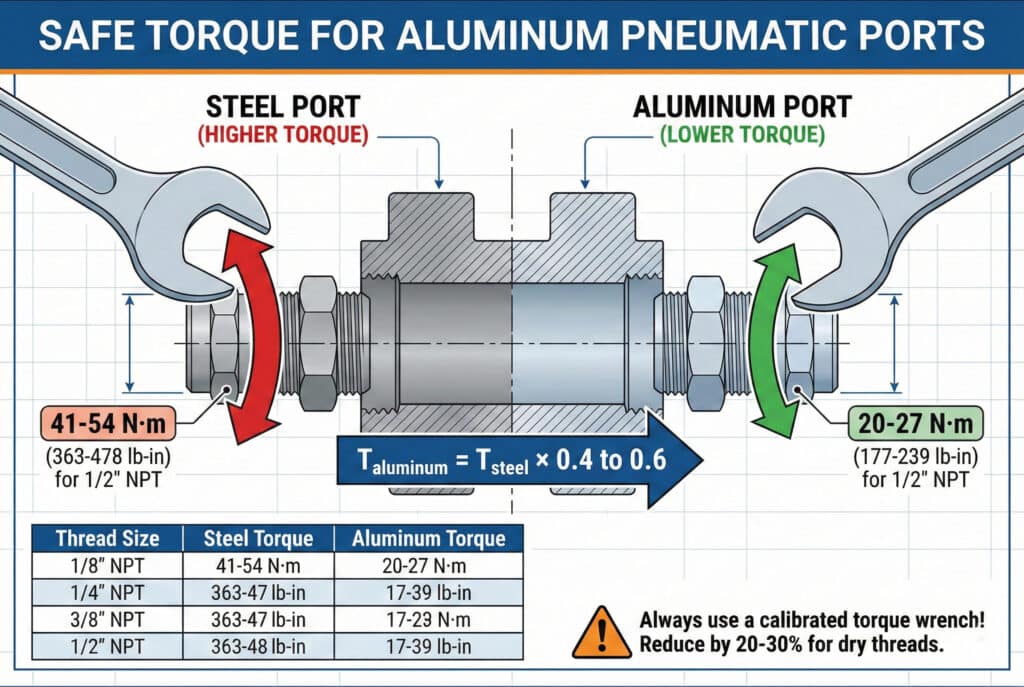
Как се изчисляват безопасните стойности на въртящия момент за алуминиеви портове?
Правилните спецификации за въртящ момент предотвратяват по-голямата част от повредите на резбата. 📐
Безопасният въртящ момент за алуминиеви отвори се изчислява по формулата: T_алуминий = T_стомана × 0,4 до 0,6, където коефициентът на намаление отчита по-ниската якост на срязване и по-високия коефициент на триене на алуминия. За обичайните пневматични фитинги това се превръща в: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in) и 1/2″ NPT = 20-27 N·m (177-239 lb-in). Тези стойности се отнасят за чисти резби с подходящ уплътнител за резби; сухите или замърсени резби изискват намаление от 20-30%. Винаги използвайте калибриран динамометричен ключ и прилагайте въртящ момент постепенно, а не с еднократно натискане.
Теоретично изчисление на въртящия момент
Разбиране на инженерната основа за спецификациите на въртящия момент:
Основно уравнение за въртящия момент:
Къде:
- = въртящ момент
- = коефициент на триене (0,15-0,25 за смазани резби)
- = номинален диаметър
- = сила на затягане
Граница на якост на срязване на нишката:
Къде:
- = якост на срязване на алуминия (~207 MPa за 6061-T6)
- = зона на зацепване на резбата
Практическо приложение:
За алуминий ограничете силата на затягане до 60-70% от теоретичния максимум, за да осигурите резерв на безопасност за:
- Вариации на инсталацията
- Несъвършенства на нишките
- Оперативни напрежения
- Съображения, свързани с умората
Препоръчителни спецификации за въртящ момент
Практически стойности на въртящия момент за обичайни пневматични фитинги:
| Размер на резбата | Стоманен порт за въртящ момент | Алуминиев порт за въртящ момент | Коефициент на редукция |
|---|---|---|---|
| 1/8″ NPT | 7-10 Н·м (62-88 lb-in) | 3-5 Н·м (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 Н·м (124-168 lb-in) | 7-10 Н·м (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 Н·м (221-301 lb-in) | 12-17 Н·м (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 Н·м (363-478 lb-in) | 20-27 Н·м (177-239 lb-in) | 0.49-0.50 |
| M5 (метричен) | 3-4 N·m (27-35 lb-in) | 1,5-2 N·m (13-18 lb-in) | 0.50 |
| M10 (метричен) | 15-20 N·m (133-177 lb-in) | 7-10 Н·м (62-88 lb-in) | 0.47-0.50 |
Важни бележки:
- Стойностите предполагат използване на уплътнител за резби или антизалепващо средство.
- Сухите нишки изискват 20-30% по-нисък въртящ момент
- Повредените или износени резби изискват по-нисък въртящ момент 30-40%.
- При първата инсталация може да се използва горният диапазон; при повторни инсталации трябва да се използва долният диапазон.
Избор и употреба на динамометричен ключ
Подходящите инструменти са от съществено значение за постигането на постоянни резултати:
Видове динамометрични ключове:
- Тип греда: Прост, надежден, не се изисква калибриране, но изисква директно гледане
- Тип клик: Звуков/тактилен сигнал при целевия въртящ момент, най-често срещан, изисква периодична калибрация
- Цифрово: Точен, записва данни, скъп, изисква батерии и калибриране
- Предварително зададено: Настроен на конкретен въртящ момент, предотвратява превишаване на въртящия момент, идеален за производствени среди
Правилна техника:
- Изберете гаечен ключ с целеви въртящ момент в средата на диапазона 20-80% за най-голяма точност.
- Прилагайте сила плавно и равномерно, без резки движения.
- Дърпайте перпендикулярно на дръжката на гаечния ключ
- Спрете веднага, когато целта бъде достигната (не “отскачайте” при кликване)
- Позволете на гаечния ключ да се възстанови между приложенията
Фармацевтичното предприятие на Анджела инвестира $800 в предварително настроени динамометрични ключове за най-често използваните размери на фитинги. Инвестицията се изплати за 6 седмици, като се елиминираха изтърканите резби.
Коефициенти за корекция
Модифициране на базовия въртящ момент за специфични условия:
Настройки на състоянието на нишката:
- Нови, чисти нишки: Използвайте указания въртящ момент
- Предишно инсталиране (2-5 пъти): Намалете с 10-15%
- Предишно инсталиране (5+ пъти): Намалете с 20-30% или инсталирайте резба
- Видимо увреждане на резбата: Намалете с 30-40% или поправете резбата.
Регулиране на уплътнителя/смазката:
- PTFE лента: Използвайте указания въртящ момент
- Течен уплътнител за резби: Използвайте указания въртящ момент
- Антизалепващ състав: Намалява с 10-15% (по-ниско триене)
- Сухи нишки: Намалете с 20-30% (по-високо триене, риск от износване)
Адаптиране към околната среда:
- Стайна температура (20 °C): Използвайте указания въртящ момент
- Повишена температура (60-80 °C): Намалете с 10-15%
- Много висока температура (>80 °C): Намалете с 20-25% и обмислете използването на резбови вложки.
Последователност на въртящия момент за множество портове
При монтажа на няколко фитинга е важно да се спазва правилната последователност:
Последователност на най-добрите практики:
- Монтирайте всички фитинги, като ги затегнете с ръка.
- Затегнете всеки до 30% от целта последователно
- Затегнете всеки до 60% от целта последователно
- Затегнете всеки до 100% от целта последователно
- Проверете крайния въртящ момент на всеки, след като всички са завършени.
Този постепенен, последователен подход разпределя напрежението равномерно и предотвратява деформацията.
Какви са най-добрите практики за предотвратяване на повреда на резбата?
Комплексните стратегии за превенция елиминират повечето повреди на резбата. 🛡️
Предотвратяването на повреда на резбата изисква многопластов подход: използвайте калибрирани динамометрични ключове със спецификации, специфични за алуминия (40-60% от стойностите за стомана), винаги нанасяйте уплътнител за резби или антизалепващ препарат, за да намалите триенето и да предотвратите износване, започнете всички резби на ръка, за да осигурите правилно подреждане, преди да приложите инструменти, монтирайте резбови вложки (хеликоилни или подобни) в често обслужваните портове, проверявайте резбите преди всяка инсталация за повреди или замърсявания, обучавайте всички техници по специфични за алуминия процедури и проектирайте системи, които да намалят честотата на обслужване на портовете. В Bepto Pneumatics нашите безшпинделни цилиндри могат да се доставят с резбови вложки от неръждаема стомана в критични портове, осигурявайки сила, еквивалентна на стоманата в алуминиеви корпуси, като същевременно запазват предимствата по отношение на теглото.

Решения за вмъкване на резба
Стоманените вложки осигуряват трайно подобряване на якостта:
Вложки тип Helicoil:
- Вложка от навити тел, монтирана в прекалено голям отвор с резба
- Осигурява нишки със здравина на стомана в алуминий
- Може да се монтира в нови или повредени резби
- Цена: $2-8 за вложка плюс труд за монтаж
Твърди вложки за втулки:
- Навита стоманена втулка, пресована или навита в алуминий
- По-висока якост от спиралните вложки
- По-сложна инсталация
- Най-подходящ за ново производство, труден за модернизиране
Вложки Time-Sert:
- Твърда стена с функция за заключване
- Отличен за поправка на резба
- По-скъпи от хеликоилите ($8-15 на вложка)
- В някои случаи по-лесна инсталация от хеликоилите
Кога да използвате вложки:
- Портовете обслужват повече от 5 пъти през целия живот на цилиндъра
- Критични приложения, при които отказът е недопустим
- Ремонт на изтървани резби
- Среда с високи вибрации
- Портове, които трябва да поддържат тежки арматури или клапани
Заводът на Робърт монтира вложки за резба в 25 често обслужвани порта на цена от $750 (части и труд). През следващите 2 години това предотврати щети по цилиндрите на стойност около $15 000 – възвръщаемост на инвестицията 20:1.
Избор на уплътнител за резби и антизалепващо средство
Подходящите смазочни материали предотвратяват износването и осигуряват подходящ въртящ момент:
| Тип на продукта | Предимства | Недостатъци | Най-добри приложения |
|---|---|---|---|
| PTFE лента | Евтин, чист, лесен за нанасяне | Може да се разкъса и замърси, ограничено смазване | Общо предназначение, ниска честота на обслужване |
| Течен уплътнител за резби (анаеробен) | Отлично уплътнение, предотвратява разхлабване | Трудно се разглобява, необходимо е време за втвърдяване | Постоянни инсталации, вибрационни среди |
| Антизалепваща паста | Отлична защита срещу износване, лесно разглобяване | Разхвърлян, може да замърси системата | Често обслужвани пристанища, корозивни среди |
| Уплътнител за резби с PTFE | Добро уплътнение и смазване | По-скъпо | Висококачествени инсталации, алуминиеви портове |
Най-добри практики за кандидатстване:
- Нанесете уплътнител само върху външните резби (за да не попадне в системата).
- Използвайте 2-3 навивки PTFE лента, започвайки от 2 нишки от края.
- Нанасяйте течни уплътнители пестеливо — излишъкът замърсява системата.
- Уверете се, че антизалепващото средство не съдържа мед (може да предизвика галванична корозия с алуминия).
Стандарти за процедурата по инсталиране
Стандартизираните процедури гарантират последователни резултати:
Протокол за инсталиране стъпка по стъпка:
Подготовка:
- Проверете резбите за повреди, замърсявания или корозия.
- Почистете резбите с разтворител, ако е необходимо.
- Проверете дали типът и размерът на монтажната част са правилни.
- Изберете подходяща спецификация на въртящия момент
Нанасяне на уплътнител:
- Нанесете избрания уплътнител върху външните резби
- Осигурете равномерно покритие без излишък
- Оставете време за втвърдяване, ако използвате анаеробни уплътнители.
Първоначално резбоване:
- Започнете нишките на ръка, никога с инструменти
- Уверете се, че е перпендикулярно подравнено
- Нишката трябва да се движи плавно с минимално съпротивление.
- Ако усетите съпротива, отстъпете назад и започнете отново.
Прилагане на въртящ момент:
- Изберете калибриран динамометричен ключ
- Прилагайте въртящ момент постепенно в 2-3 стъпки
- Краен въртящ момент според спецификацията
- Не превишавайте посочената стойност
Проверка:
- Визуално проверете дали седалките са поставени правилно.
- Проверете за течове по време на първоначалното налягане
- Документ за монтаж (използван въртящ момент, дата, техник)
Обучение и документация
Човешките фактори са от решаващо значение за превенцията:
Изисквания за обучение на техници:
- Разбиране на свойствата и ограниченията на алуминия
- Избор и правилна употреба на динамометричен ключ
- Разпознаване на напречно нарязване и повреда на резбата
- Избор и нанасяне на уплътнител
- Отстраняване на проблеми с течове без прекомерно затягане
Системи за документиране:
- Таблици с технически характеристики на въртящия момент, поставени на работните места
- Служебни регистри, в които се записват датите на монтаж и стойностите на въртящия момент
- Проследяване на сервизните цикли на критични портове
- Докладване на неизправности и анализ на основните причини
Мерки за контрол на качеството:
- Периодична калибрация на динамометричния ключ (минимум веднъж годишно)
- Проверки на място от супервайзора на инсталациите
- Преглед на тенденциите при неуспехите
- Непрекъснато усъвършенстване въз основа на данни от полето
Съображения при проектирането на нови системи
Предотвратявайте проблеми чрез добре обмислен дизайн:
Местоположение и достъпност на пристанището:
- Позициониране на отворите за монтаж с прав монтаж
- Избягвайте места, които изискват ъглов или труден достъп.
- Осигурете достатъчно пространство за използване на динамометричен ключ
- Обмислете експлоатационната годност по време на фазата на проектиране
Избор на монтаж:
- Използвайте фитинги с натискане за свързване, където е подходящо (не се изисква резба)
- Изберете фитинги с подходяща дължина на резбата за дълбочината на отвора.
- Избягвайте прекалено големи фитинги, които изискват висок въртящ момент.
- Обмислете използването на бързоразъемни съединения за често обслужвани връзки.
Проектиране на системата:
- Намалете броя на портовете, които изискват редовно обслужване
- Консолидирайте връзките на колекторите, а не на отделните цилиндрични отвори.
- Използвайте дистанционно монтиране за превключватели и манометри за налягане
- Проектиране съгласно философията “инсталирай веднъж”, където е възможно
В Bepto Pneumatics работим с клиентите по време на фазата на проектиране, за да оптимизираме конфигурациите на портовете, да препоръчаме подходящи резбови вложки за приложения с висока натовареност и да предоставим подробни спецификации за монтаж. Нашите безшпинделни цилиндри могат да бъдат персонализирани с подсилени портове или резбови вложки в зависимост от изискванията на приложението.
Опции за ремонт на изтъркани резби
Когато превенцията се провали, съществуват няколко варианта за ремонт:
Монтаж на резба (предпочитан):
- Изсверлете повредените резби до по-голям размер
- Натиснете за размер на вложката
- Инсталирайте вложка Helicoil или Time-Sert
- Осигурява сила, като на ново или по-добра
- Цена: $50-150 в зависимост от размера и труда
Огромно прилягане:
- Натиснете за следващия по-голям размер
- Инсталирайте прекалено голям фитинг
- Просто, но ограничава бъдещите възможности
- Може да не е възможно поради дебелината на стената
Епоксидна поправка (временна):
- Почистете добре резбите
- Нанесете епоксидна смола за фиксиране на винтове
- Инсталирайте фитинга и оставете да изсъхне
- Осигурява временно уплътнение, но с ниска якост
- Само за ниско налягане, некритични приложения
Заварена ремонтна тапа:
- Машина за изрязване на повредената зона
- Заварете резбовата тапа
- Преработване на порт
- Скъп, но осигурява трайно поправяне
- Изисква квалифицирано заваряване на алуминий
Замяна:
- Понякога най-рентабилната опция
- Специално за евтини бутилки или обширни повреди
- Възможност за ъпгрейд към по-добър дизайн
Заключение
Разбирането на механиката на износване на резбата в алуминиевите цилиндрични отвори и прилагането на подходящи спецификации за въртящ момент, процедури за монтаж и превантивни мерки елиминира една от най-честите и досадни повреди в пневматичните системи. 💪
Често задавани въпроси за отстраняването на алуминиеви резби
В: Мога ли да използвам същите спецификации за въртящ момент за алуминиеви цилиндри, както и за стоманени цилиндри?
Абсолютно не – това е най-честата причина за износване на алуминиевите резби. Алуминиевите отвори изискват 40-60% от въртящия момент, използван за еквивалентни стоманени резби, поради значително по-ниската якост на срязване на алуминия (207 MPa спрямо 380-450 MPa за стоманата). Например, 1/4″ NPT фитинг, който изисква 14-19 N·m при стомана, трябва да получава само 7-10 N·m при алуминий. Винаги се консултирайте с таблиците за въртящ момент, специфични за алуминия, и използвайте калибриран динамометричен ключ. В Bepto Pneumatics предоставяме подробни спецификации за въртящия момент с всеки цилиндър, за да предотвратим тази често срещана грешка.
В: Колко пъти мога безопасно да монтирам и демонтирам фитинги от алуминиеви отвори?
Стандартните алуминиеви портове обикновено могат да издържат 5-10 цикъла на монтаж, преди повредата на резбата да стане значителна, въпреки че това варира в зависимост от точността на въртящия момент, състоянието на резбата и използването на уплътнител. След 5 цикъла рискът се увеличава значително. За портове, които изискват честа поддръжка, инсталирайте резбови вложки (хеликоили или Time-Serts) по време на първоначалната инсталация или след 3-5 цикъла – това осигурява неограничен експлоатационен живот с якост, равностойна на тази на стоманата. Цената на вложката $5-10 е незначителна в сравнение с подмяната на повреден цилиндър.
В: Какъв е най-добрият начин да се поправи изтървана резба в алуминиев цилиндър?
Монтирането на резбови вложки (helicoil или Time-Sert) е предпочитаният метод за ремонт, който осигурява здравина, равна или по-голяма от тази на оригиналните резби. Процесът включва пробиване на повредените резби, нарязване на по-голям размер за вложката и монтиране на спираловидната стоманена вложка. Този ремонт струва $50-150 в зависимост от размера и труда, но възстановява пълната функционалност. Избягвайте временни решения като епоксидна смола, освен ако не става въпрос за некритично приложение с ниско налягане. При обширни повреди или цилиндри с тънки стени, където вложките не са приложими, подмяната може да бъде по-рентабилна от ремонта.
В: Защо моите фитинги продължават да се разхлабват, въпреки че ги затягам правилно?
Разхлабването на фитингите въпреки правилния въртящ момент обикновено се дължи на вибрации, термични цикли или неадекватно затягане на резбата. Решенията включват: нанасяне на анаеробен уплътнител за резби (Loctite 567 или подобен), който предотвратява разхлабването, като същевременно поддържа уплътняването, използване на механични устройства за затягане като контргайки или заключваща тел за критични връзки, отстраняване на прекомерните вибрации на системата при източника и гарантиране, че въртящият момент е адекватен – недостатъчният въртящ момент е толкова проблематичен, колкото и прекомерният. Уверете се, че използвате правилната спецификация за въртящ момент; някои техници използват твърде ниски стойности от страх да не се изтъркат, което парадоксално води до разхлабване и увреждане от триене.
В: Има ли алтернативи на резбовите портове, които елиминират риска от изтърване?
Да, съществуват няколко алтернативи за приложения, при които износването на резбата е често срещан проблем. Фитингите с натискане за свързване елиминират напълно резбата и са идеални за често сменяни връзки, въпреки че са ограничени до по-малки размери и по-ниски налягания. Заварените или споени фитинги осигуряват постоянни връзки без риск от износване на резбата. Съединенията с бързо разединяване позволяват свързване/разединяване без инструменти. Монтирането на колектор консолидира множество връзки далеч от тялото на цилиндъра. За нови проекти, имайте предвид тези алтернативи; за съществуващо оборудване, резбовите вложки предоставят най-доброто решение за модернизация. В Bepto Pneumatics можем да персонализираме цилиндри без шпиндел с алтернативни методи за свързване въз основа на вашите специфични нужди.
-
Разгледайте техническите данни за якостта на срязване на алуминиевите сплави в сравнение с въглеродната стомана. ↩
-
Научете повече за еластичния модул и как той влияе върху твърдостта на алуминия в механичните приложения. ↩
-
Разберете механизма на износването и как то води до повреда на повърхността при резбови връзки. ↩
-
Разгледайте сравнителна таблица за коефициентите на топлинно разширение между различни индустриални метали. ↩
-
Изучавайте галваничната поредица, за да разберете как различни метали взаимодействат в корозивни среди. ↩
