

Introduction
Your high-speed cylinders slam into end positions with jarring impacts that shake your equipment, damage components, and create unacceptable noise levels. You’ve tried adjusting flow controls and adding external shock absorbers, but the problem persists. Your maintenance costs are climbing, and product quality suffers from the vibration. There’s a better solution hiding in the physics of pneumatic cushioning. 🔧
Pneumatic cushioning uses trapped air compression in sealed chambers to decelerate moving masses smoothly by applying the ideal gas law (PV^n = constant), where pressure rises exponentially as volume decreases during the final 10-30mm of stroke. Properly designed cushioning chambers can absorb 80-95% of kinetic energy, reducing impact forces from 500-2000N to under 50N, extending cylinder life by 3-5x while eliminating shock loads on mounted equipment and improving positioning accuracy.
Last week, I received a call from Daniel, a production engineer at a high-speed bottling facility in Wisconsin. His line ran at 120 bottles per minute using rodless cylinders for product positioning, but the violent end-of-stroke impacts were causing bottle breakage, equipment fatigue, and noise complaints from workers. His OEM supplier said the cylinders were “operating within specifications,” but that didn’t solve his 4-6% product loss rate costing over $35,000 monthly. When we analyzed his cushioning design using ideal gas law calculations, the problem became clear—and solvable. 📊
Table of Contents
- What Is Pneumatic Cushioning and How Does It Work?
- How Does the Ideal Gas Law Govern Cushioning Performance?
- What Factors Affect Pneumatic Cushioning Effectiveness?
- How Can You Optimize Cushioning for Your Application?
- Conclusion
- FAQs About Pneumatic Cushioning
What Is Pneumatic Cushioning and How Does It Work?
Understanding the mechanical design and physical principles behind pneumatic cushioning reveals why it’s essential for high-speed cylinder applications. ⚙️
Pneumatic cushioning works by trapping air in a sealed chamber during the final portion of cylinder stroke, creating a progressively increasing back-pressure that decelerates the moving mass smoothly. The system consists of a cushion sleeve or spear that blocks exhaust flow, a cushion chamber volume (typically 5-15% of cylinder volume), and an adjustable needle valve that controls trapped air release rate, allowing deceleration force tuning from 20-200N depending on application requirements.
Basic Cushioning Components
A typical pneumatic cushion system includes these key elements:
Cushion Spear/Sleeve:
- Tapered or stepped geometry that progressively blocks exhaust port
- Engagement length: 10-30mm depending on cylinder bore and speed
- Sealing surface that traps air in cushion chamber
- Precision machining required for consistent performance
Cushion Chamber:
- Volume behind piston that becomes sealed during cushioning
- Typical size: 5-15% of total cylinder volume
- Larger chambers = softer cushioning (lower peak pressure)
- Smaller chambers = firmer cushioning (higher peak pressure)
Adjustable Needle Valve:
- Controls rate of trapped air release during cushioning
- Adjustment range: typically 0.5-5mm² flow area
- Fine-tuning capability for different loads and speeds
- Critical for optimizing deceleration profile
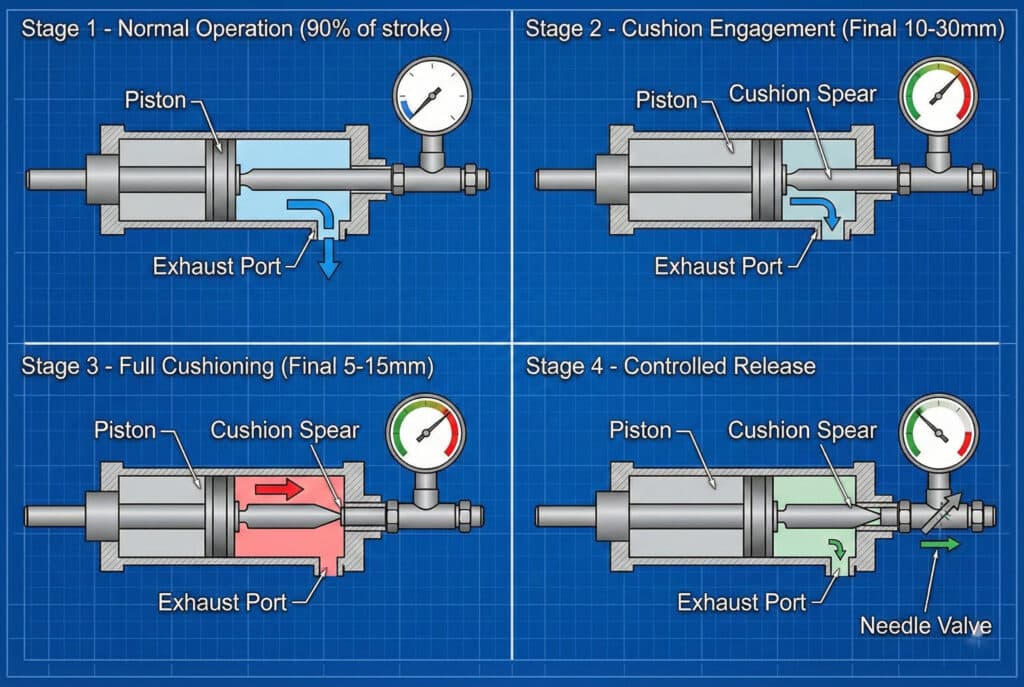
The Cushioning Sequence
Here’s what happens during the final stroke portion:
Stage 1 – Normal Operation (90% of stroke):
- Exhaust port fully open
- Air flows freely from cylinder
- Piston travels at full speed (0.5-2.0 m/s typical)
- No deceleration force applied
Stage 2 – Cushion Engagement (Final 10-30mm):
- Cushion spear enters exhaust port
- Exhaust flow area rapidly decreases
- Back-pressure begins building in cushion chamber
- Deceleration begins (typically 5-15 m/s²)
Stage 3 – Full Cushioning (Final 5-15mm):
- Exhaust port fully blocked by cushion spear
- Air trapped in cushion chamber compresses
- Pressure rises exponentially following PV^n relationship
- Maximum deceleration force applied (50-200N typical)
Stage 4 – Controlled Release:
- Trapped air slowly releases through needle valve
- Piston comes to smooth stop at end position
- Residual pressure dissipates
- System ready for reverse stroke
Cushioning vs. No Cushioning Impact
| Performance Factor | Without Cushioning | With Proper Cushioning | Improvement |
|---|---|---|---|
| Peak impact force | 500-2000N | 30-80N | 90-95% reduction |
| Deceleration rate | 50-200 m/s² | 5-15 m/s² | 85-95% reduction |
| Noise level | 85-95 dB | 65-75 dB | 20-30 dB reduction |
| Cylinder life | 1-2 million cycles | 5-10 million cycles | 3-5x extension |
| Positioning accuracy | ±0.5-2mm | ±0.1-0.3mm | 70-85% improvement |
At Bepto, we design our rodless cylinders with optimized cushioning geometry based on ideal gas law calculations, ensuring smooth deceleration across a wide range of operating conditions. 🎯
How Does the Ideal Gas Law Govern Cushioning Performance?
The physics of gas compression provides the mathematical foundation for understanding and optimizing pneumatic cushioning systems. 📐
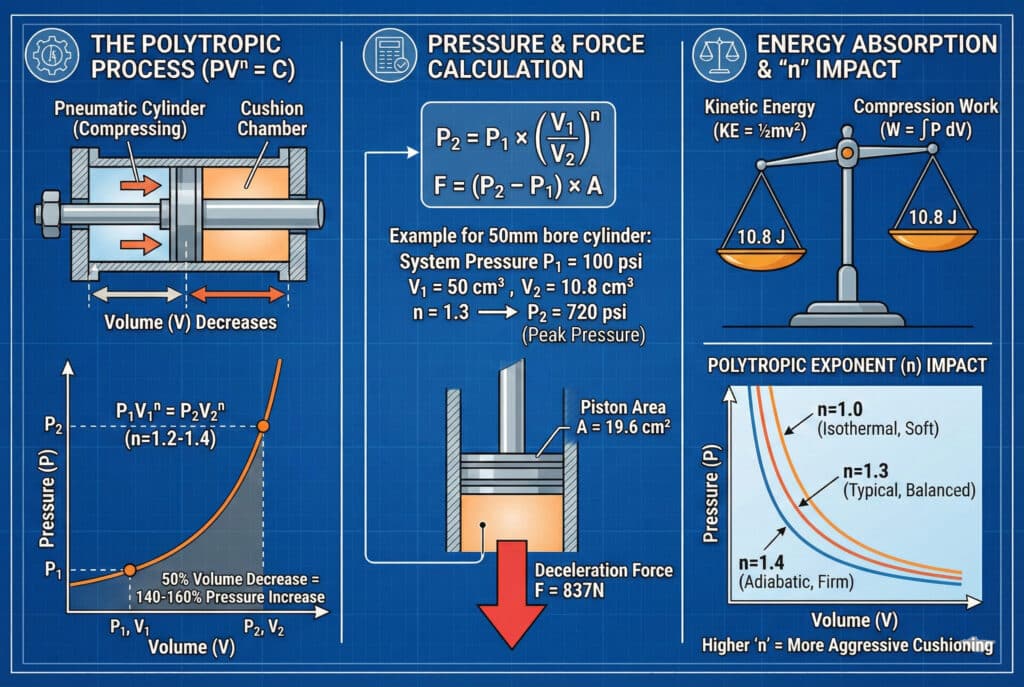
The ideal gas law in its polytropic form (PV^n = constant) governs cushioning behavior, where pressure (P) rises as volume (V) decreases during compression, with the exponent (n) typically ranging from 1.2-1.4 for pneumatic systems. As the piston advances and cushion chamber volume decreases by 50%, pressure increases by 140-160%, creating the back-pressure force that decelerates the moving mass according to F = P × A (force equals pressure times piston area).
The Ideal Gas Law Fundamentals
For pneumatic cushioning, we use the Polytropic process1 equation:
$$
P_{1} V_{1}^{n} = P_{2} V_{2}^{n}
$$
Where:
- P₁ = Initial pressure (system pressure, typically 80-120 psi)
- V₁ = Initial cushion chamber volume
- P₂ = Final pressure (peak cushioning pressure)
- V₂ = Final cushion chamber volume
- n = Polytropic exponent (1.2-1.4 for air)
Wait, isn’t this the Ideal Gas Law2? Yes, but modified for dynamic conditions where temperature isn’t constant.
Calculating Cushioning Pressure
Let’s work through a real example for a 50mm bore cylinder:
Given Parameters:
- System pressure: 100 psi (6.9 bar)
- Cushion chamber initial volume: 50 cm³
- Cushion stroke: 20mm
- Piston area: 19.6 cm²
- Volume reduction: 19.6 cm² × 2cm = 39.2 cm³
- Final volume: 50 – 39.2 = 10.8 cm³
- Polytropic exponent: n = 1.3
Pressure Calculation:
- P₂ = P₁ × (V₁/V₂)^n
- P₂ = 100 psi × (50/10.8)^1.3
- P₂ = 100 psi × 4.63^1.3
- P₂ = 100 psi × 7.2
- P₂ = 720 psi (49.6 bar)
Deceleration Force Calculation
The cushioning force equals pressure difference times piston area:
Force Calculation:
- Pressure difference: 720 – 100 = 620 psi (42.7 bar)
- Piston area: 19.6 cm² = 0.00196 m²
- Force = 42.7 bar × 0.00196 m² × 100,000 Pa/bar
- Cushioning Force = 837N
This force decelerates the moving mass according to Newton’s second law3 (F = ma).
Energy Absorption Capacity
The cushioning system must absorb the Kinetic energy4 of the moving mass:
Energy Balance:
- Kinetic energy: KE = ½mv² (where m = mass, v = velocity)
- Compression work: W = ∫P dV (area under pressure-volume curve)
- For effective cushioning: W ≥ KE
Example Calculation:
- Moving mass: 15 kg (piston + load)
- Velocity at cushion engagement: 1.2 m/s
- Kinetic energy: ½ × 15 × 1.2² = 10.8 J
- Required compression work: >10.8 J
The cushion chamber must be sized to absorb this energy through compression. 💡
The Polytropic Exponent Impact
The value of ‘n’ significantly affects cushioning behavior:
| Polytropic Exponent (n) | Process Type | Pressure Rise | Cushioning Character | Best For |
|---|---|---|---|---|
| n = 1.0 | Isothermal (slow) | Moderate | Soft, gradual | Very slow speeds |
| n = 1.2-1.3 | Typical pneumatic | Good | Balanced | Most applications |
| n = 1.4 | Adiabatic5 (fast) | Maximum | Firm, aggressive | High-speed systems |
In Daniel’s Wisconsin bottling facility, we discovered his cylinders were operating at 1.5 m/s with inadequate cushion chamber volume. Our calculations showed his peak cushioning pressure was exceeding 1000 psi—far too aggressive, causing the violent impacts. By redesigning the cushion geometry with larger chamber volume, we reduced peak pressure to 450 psi and achieved smooth deceleration. 🔬
What Factors Affect Pneumatic Cushioning Effectiveness?
Multiple variables influence cushioning performance, and understanding their interactions enables optimization for specific applications. 🎯
Cushioning effectiveness depends primarily on five factors: cushion chamber volume (larger = softer), cushion stroke length (longer = more gradual), needle valve setting (more open = faster release), moving mass (heavier requires more energy absorption), and approach velocity (higher speed requires more aggressive cushioning). Optimal cushioning balances these factors to achieve smooth deceleration without excessive peak pressures or prolonged settling times.
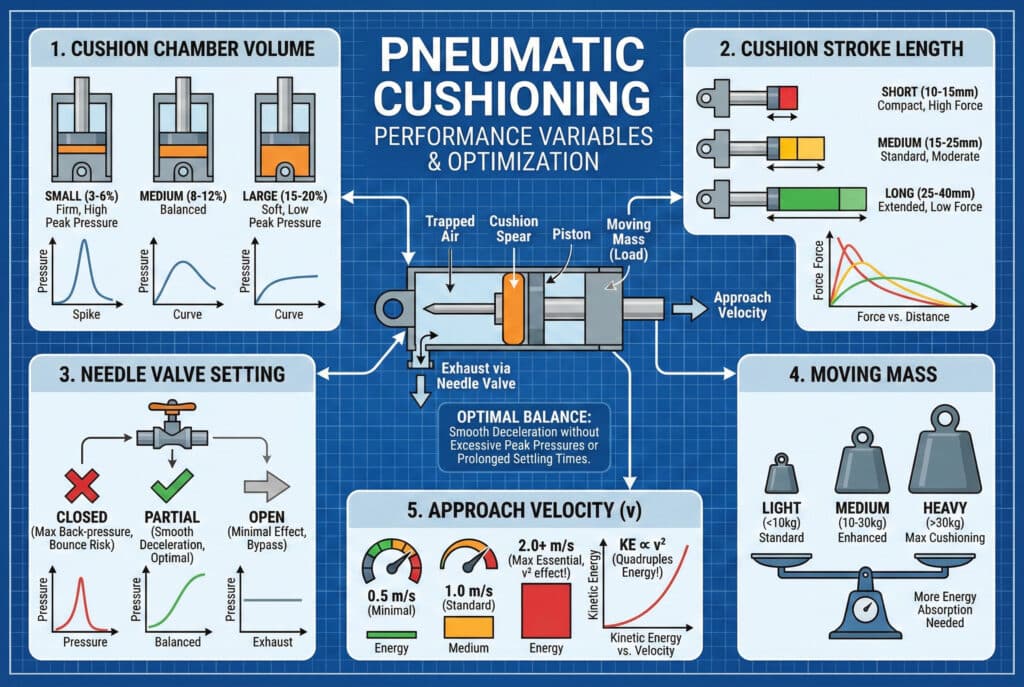
Cushion Chamber Volume
The trapped air volume directly affects pressure rise rate:
Volume Effects:
- Large chamber (15-20% of cylinder volume): Soft cushioning, lower peak pressure, longer deceleration distance
- Medium chamber (8-12%): Balanced cushioning, moderate pressure, standard deceleration
- Small chamber (3-6%): Firm cushioning, high peak pressure, short deceleration distance
Design Trade-offs:
- Larger chambers reduce peak pressure but require longer cushion stroke
- Smaller chambers enable compact design but risk excessive impact forces
- Optimal size depends on mass, velocity, and available stroke length
Cushion Stroke Length
The distance over which deceleration occurs affects smoothness:
| Stroke Length | Deceleration Distance | Peak Force | Settling Time | Application |
|---|---|---|---|---|
| Short (10-15mm) | Compact | High | Fast | Space-limited, light loads |
| Medium (15-25mm) | Standard | Moderate | Balanced | General purpose |
| Long (25-40mm) | Extended | Low | Slower | Heavy loads, high speeds |
Needle Valve Adjustment
The exhaust restriction controls deceleration profile:
Adjustment Effects:
- Fully closed: Maximum back-pressure, firmest cushioning, risk of bounce
- Partially open: Controlled release, smooth deceleration, optimal for most applications
- Fully open: Minimal cushioning effect, essentially bypassed
Tuning Procedure:
- Start with needle valve 2-3 turns open
- Run cylinder at operating speed and load
- Adjust valve in ¼-turn increments
- Optimal setting: smooth stop without bounce or excessive settling time
Moving Mass Considerations
Heavier loads require more aggressive cushioning:
Mass-Based Guidelines:
- Light loads (<10kg): Standard cushioning adequate
- Medium loads (10-30kg): Enhanced cushioning recommended
- Heavy loads (>30kg): Maximum cushioning with extended stroke
- Variable loads: Adjustable cushioning or dual-setting systems
Velocity Impact
Higher speeds dramatically increase required energy absorption:
Velocity Effects (kinetic energy proportional to v²):
- 0.5 m/s: Minimal cushioning needed
- 1.0 m/s: Standard cushioning adequate
- 1.5 m/s: Enhanced cushioning required
- 2.0+ m/s: Maximum cushioning essential
Doubling velocity quadruples kinetic energy, requiring proportionally more cushioning capacity. ⚡
How Can You Optimize Cushioning for Your Application?
Proper cushioning design and adjustment transforms cylinder performance from problematic to precise. 🔧
Optimize cushioning by calculating required energy absorption using ½mv², selecting cushion chamber volume to achieve target peak pressure (typically 300-600 psi), adjusting needle valve for smooth deceleration without bounce, and verifying performance through pressure measurement or deceleration testing. For variable-load applications, consider adjustable cushioning systems or dual-pressure designs that adapt to operating conditions automatically.

Step-by-Step Optimization Process
Step 1: Calculate Energy Requirements
- Measure or estimate total moving mass (kg)
- Determine maximum velocity at cushion engagement (m/s)
- Calculate kinetic energy: KE = ½mv²
- Add 20-30% safety margin
Step 2: Design Cushion Geometry
- Select cushion stroke length (15-25mm typical)
- Calculate required chamber volume using ideal gas law
- Verify peak pressure stays below 800 psi
- Ensure adequate structural strength
Step 3: Install and Initial Adjustment
- Set needle valve to mid-range position (2-3 turns open)
- Run cylinder at 50% speed initially
- Observe deceleration behavior
- Gradually increase to full speed
Step 4: Fine-Tuning
- Adjust needle valve for optimal performance
- Target: smooth stop in final 5-10mm
- No bounce or oscillation
- Settling time <0.2 seconds
Bepto Cushioning Solutions
At Bepto, we offer three cushioning levels for our rodless cylinders:
| Cushioning Level | Chamber Volume | Stroke Length | Max Velocity | Best Application | Price Premium |
|---|---|---|---|---|---|
| Standard | 8-10% | 15-20mm | 1.0 m/s | General automation | Included |
| Enhanced | 12-15% | 20-30mm | 1.5 m/s | High-speed packaging | +$45 |
| Premium | 15-20% | 25-40mm | 2.0+ m/s | Heavy-duty industrial | +$85 |
Daniel’s Success Story
For Daniel’s Wisconsin bottling operation, we implemented a comprehensive solution:
Problem Analysis:
- Moving mass: 12kg (bottles + carrier)
- Velocity: 1.5 m/s
- Kinetic energy: 13.5 J
- Existing cushion: inadequate 5% chamber volume
Bepto Solution:
- Upgraded to enhanced cushioning (14% chamber volume)
- Extended cushion stroke from 15mm to 25mm
- Optimized needle valve settings
- Reduced peak pressure from 1000+ psi to 420 psi
Results After Implementation:
- Bottle breakage: reduced from 4-6% to <0.5%
- Equipment vibration: reduced by 85%
- Noise level: dropped from 92dB to 71dB
- Cylinder life: projected 4x extension
- Annual savings: $38,000 in reduced product loss 💰
Conclusion
Pneumatic cushioning is applied physics in action—using the ideal gas law to transform kinetic energy into controlled compression work that protects equipment and improves performance. By understanding the mathematical relationships governing cushioning behavior and properly sizing components for your specific application, you can eliminate destructive impacts, extend equipment life, and achieve the smooth, precise motion your process demands. At Bepto, we engineer cushioning systems based on rigorous calculations, not guesswork, delivering reliable performance across diverse industrial applications.
FAQs About Pneumatic Cushioning
How do you calculate the required cushion chamber volume for a specific application?
Calculate required cushion chamber volume by determining kinetic energy (½mv²), then using the ideal gas law to find the volume that produces acceptable peak pressure (typically 300-600 psi) when compressed during the cushion stroke. A simplified formula: V_chamber ≈ (KE × 1000) / (P_max – P_system) where volumes are in cm³ and pressures in psi. At Bepto, we provide cushioning calculators and engineering support to optimize chamber sizing for your specific mass, velocity, and stroke parameters.
What causes cylinder bounce at end of stroke and how do you fix it?
Cylinder bounce occurs when excessive cushioning pressure creates a rebound force that pushes the piston backward after initial contact, typically caused by needle valve closed too much or excessive chamber volume. Fix by opening the needle valve ¼-½ turn at a time until bounce disappears. If bounce persists with valve fully open, the cushion chamber may be oversized for the application. Proper tuning achieves smooth deceleration with settling time under 0.2 seconds and no oscillation.
Can you add cushioning to cylinders that don’t have it originally?
Retrofitting cushioning to non-cushioned cylinders is generally not practical as it requires internal modifications including machining cushion chambers, adding cushion spears, and installing needle valves—typically costing more than cylinder replacement. For applications requiring cushioning, the most cost-effective solution is replacing with properly cushioned cylinders. At Bepto, we offer cushioned rodless cylinder replacements for major brands at 30-40% below OEM prices, making upgrades economically viable while solving impact problems permanently.
How does cushioning affect cylinder cycle time?
Properly adjusted cushioning adds 0.1-0.3 seconds to cycle time compared to non-cushioned operation, a minimal impact that’s far outweighed by the benefits of reduced wear and improved accuracy. The cushioning phase typically occupies the final 10-30mm of stroke, during which velocity decreases from full speed to zero. Over-cushioning (needle valve too closed) can add 0.5+ seconds, while under-cushioning provides insufficient deceleration. Optimal adjustment balances cycle time with smooth deceleration for maximum productivity.
What’s the difference between pneumatic cushioning and external shock absorbers?
Pneumatic cushioning uses trapped air compression within the cylinder to decelerate the piston, while external shock absorbers are separate devices mounted at stroke ends that absorb impact through hydraulic or mechanical damping. Pneumatic cushioning is integrated, compact, and adjustable but limited to moderate energy absorption. External shock absorbers handle higher energies and provide more precise control but add cost, complexity, and space requirements. For most pneumatic applications under 2.0 m/s, properly designed internal cushioning is sufficient and more cost-effective.
-
Read about the thermodynamic process that describes expansion and compression of gases where PV^n = C. ↩
-
Review the fundamental equation of state for a hypothetical ideal gas. ↩
-
Understand the physical law stating that force equals mass times acceleration. ↩
-
Explore the energy that an object possesses due to its motion. ↩
-
Learn about the thermodynamic process where no heat is transferred into or out of the system. ↩
