

Introduction
Your pneumatic system is losing pressure, productivity is dropping, and maintenance costs are skyrocketing. 💨 You’ve replaced seals twice this month, but they keep failing within weeks. The culprit isn’t seal quality—it’s extrusion gap physics that most engineers overlook. When pressure forces seal material into microscopic clearances, catastrophic failure is just cycles away.
Extrusion gaps are the clearances between mating cylinder components where high pressure can force seal material to flow and deform—preventing seal failure requires maintaining gap dimensions below critical thresholds (typically 0.1-0.3mm depending on pressure and seal hardness) through precise machining tolerances, proper backup ring selection, and material compatibility to prevent nibbling, tearing, and progressive seal degradation.
I recently helped Thomas, a maintenance supervisor at a high-speed bottling plant in Wisconsin, solve a mysterious seal failure problem. His rodless cylinders were operating at 12 bar, and seals were failing every 3-4 weeks despite using premium polyurethane seals. When we measured the actual extrusion gaps, we found 0.45mm clearances—far beyond safe limits. After retrofitting with our Bepto cylinders engineered with 0.15mm maximum gaps and proper backup rings, his seal life extended to 18+ months. 🔍
Table of Contents
- What Are Extrusion Gaps and Why Do They Cause Seal Failures?
- How Does Pressure Affect Seal Material Behavior in Extrusion Gaps?
- What Are the Critical Gap Dimensions for Different Pressure Ranges?
- Which Design Features and Backup Rings Prevent Seal Extrusion in Rodless Cylinders?
What Are Extrusion Gaps and Why Do They Cause Seal Failures?
Understanding the mechanical physics behind seal extrusion is essential for preventing premature failures and costly downtime. ⚙️
Extrusion gaps are the radial or axial clearances between cylinder components (piston-to-barrel, rod-to-gland) where pressurized seal material can flow under load—when system pressure exceeds the seal’s resistance to deformation, the elastomer extrudes into these gaps, causing nibbling (small tears at seal edges), progressive material loss, and eventual complete seal failure through tearing or loss of sealing interference.
The Mechanics of Seal Extrusion
Think of seal material like thick honey under pressure. At low pressures, the seal maintains its shape and stays within its groove. As pressure increases, the material experiences stress that tries to push it into any available space. The extrusion gap acts like a valve opening—once the pressure force overcomes the seal’s material strength and friction resistance, the seal begins flowing into the gap.
This isn’t a sudden failure. It’s a progressive degradation that starts with microscopic material displacement at the seal edge. Each pressure cycle pushes a tiny bit more material into the gap. Over hundreds or thousands of cycles, this creates visible nibbling—small tears that look like someone took tiny bites from the seal edge.
Why Standard Tolerances Aren’t Sufficient
Many cylinder manufacturers work to general machining tolerances of ±0.2mm or even ±0.3mm. For low-pressure applications under 6 bar, this might be acceptable. But at 10-16 bar—common in modern industrial pneumatics—these tolerances create extrusion gaps that guarantee seal failure.
At Bepto, we learned this through painful field experience. Early in our company’s history, we manufactured cylinders to industry-standard tolerances and couldn’t understand why customers reported seal failures at high pressures. Detailed failure analysis revealed the extrusion mechanism, and we completely redesigned our manufacturing processes to maintain tighter clearances.
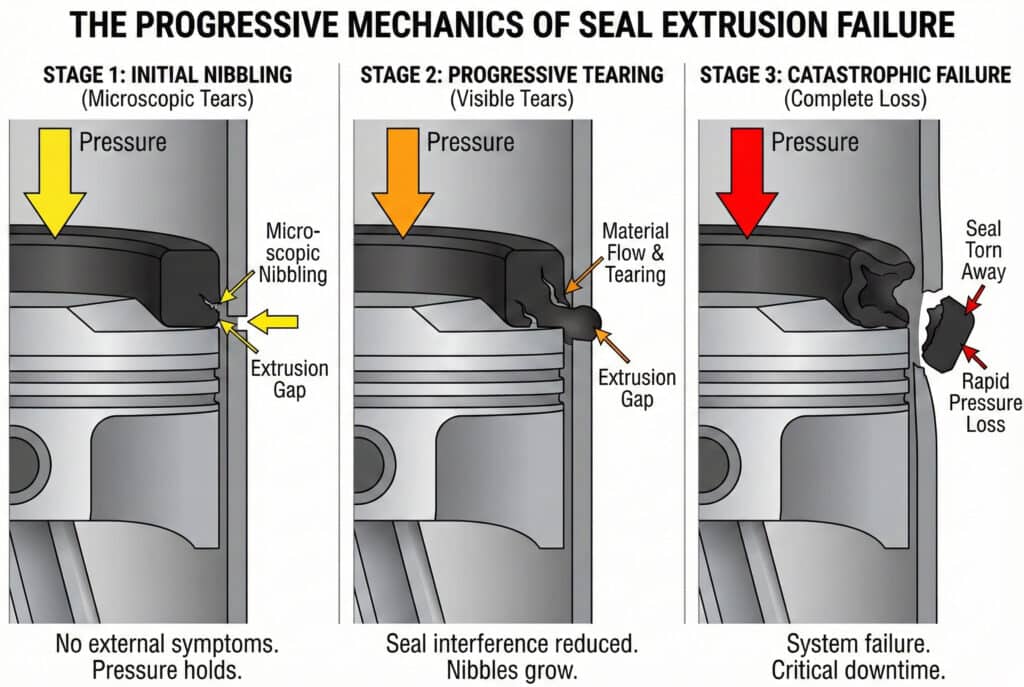
The Three Stages of Extrusion Failure
I’ve examined hundreds of failed seals, and the progression is remarkably consistent:
- Initial nibbling (first 10-20% of seal life): Microscopic tears appear at pressure-side seal edges
- Progressive tearing (middle 60-70% of life): Nibbles grow into visible tears, seal begins losing interference
- Catastrophic failure (final 10-20% of life): Large sections tear away, causing rapid pressure loss
The insidious part is that stages 1 and 2 often show no external symptoms. The cylinder still works, pressure holds, and everything seems fine—until you hit stage 3 and experience sudden, complete failure during a critical production run.
How Does Pressure Affect Seal Material Behavior in Extrusion Gaps?
The relationship between pressure, material properties, and gap dimensions determines seal longevity and system reliability. 📈
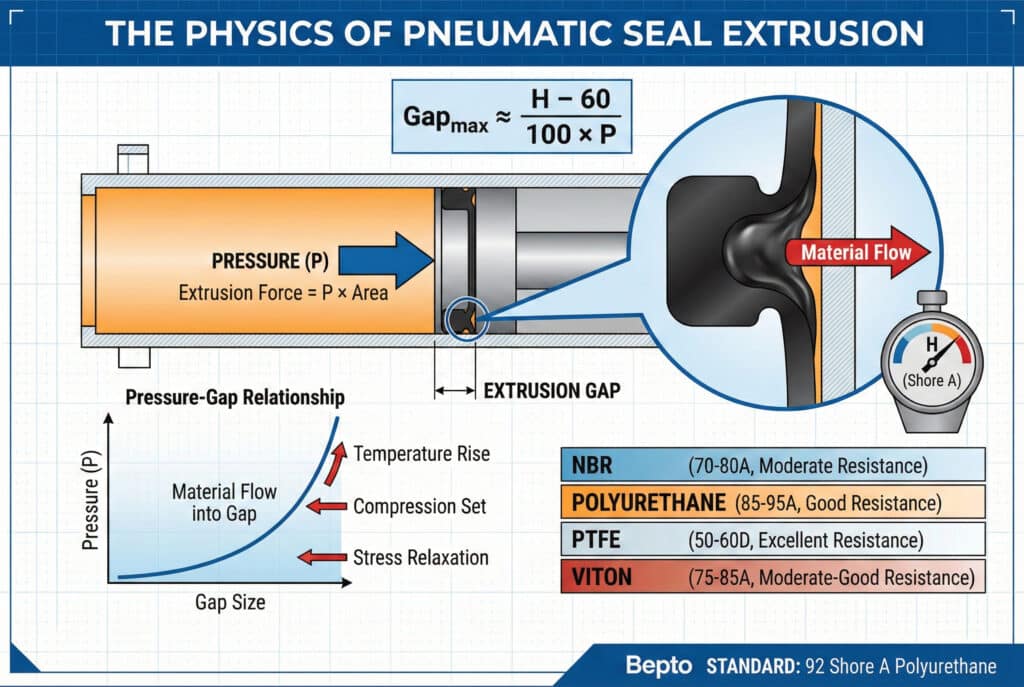
Seal extrusion follows a pressure-dependent deformation model where material flow into gaps increases exponentially above critical pressure thresholds—the extrusion force equals pressure multiplied by seal area, while resistance depends on material hardness (Shore A durometer1), temperature, and friction coefficient, creating a balance point where gaps above 0.2-0.4mm (depending on seal hardness and pressure) allow progressive material displacement and failure.
The Pressure-Gap-Hardness Relationship
There’s a critical equation that governs seal extrusion, though most engineers never see it. The maximum safe gap (in mm) approximately equals: Gap_max = (H – 60) / (100 × P) where H is Shore A hardness and P is pressure in bar.
For a standard 90 Shore A polyurethane seal at 10 bar: Gap_max = (90-60)/(100×10) = 0.03mm—an incredibly tight tolerance! This is why proper cylinder design is so critical.
Material Property Changes Under Pressure
Seal materials don’t behave the same at 1 bar and 15 bar. Under high pressure, several things happen simultaneously:
- Compression set2: The seal compresses, reducing its effective hardness
- Temperature rise: Friction generates heat, softening the elastomer
- Stress relaxation: Prolonged pressure causes molecular chain rearrangement
- Plasticization: Some seal materials become more fluid-like under sustained pressure
These factors combine to make seals more susceptible to extrusion as operating time increases. A seal that survives initial high-pressure testing might still fail after 100,000 cycles due to cumulative material property changes.
Comparative Seal Material Performance
| Seal Material | Shore A Hardness | Max Pressure (0.2mm gap) | Max Pressure (0.3mm gap) | Extrusion Resistance |
|---|---|---|---|---|
| NBR (Nitrile) | 70-80 | 6-8 bar | 4-5 bar | Moderate |
| Polyurethane | 85-95 | 10-14 bar | 7-9 bar | Good |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Excellent |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Moderate-Good |
This table shows why we at Bepto specify 92 Shore A polyurethane for our high-pressure rodless cylinders—it offers the best balance of sealing performance, wear resistance, and extrusion resistance for industrial pneumatic applications.
Dynamic vs. Static Extrusion Behavior
Static seals (like end cap O-rings) experience constant pressure and can tolerate slightly larger gaps because there’s no cyclic stress. Dynamic seals (piston and rod seals) face repeated pressure cycles, temperature fluctuations, and sliding friction—all of which accelerate extrusion damage.
In rodless cylinders, this is especially critical because the entire carriage seal system is dynamic. Every stroke subjects the seals to pressure reversals, friction heating, and mechanical stress. This is why rodless cylinder design demands even tighter extrusion gap control than standard cylinders.
What Are the Critical Gap Dimensions for Different Pressure Ranges?
Knowing the precise dimensional requirements helps you specify cylinders correctly and avoid premature failures. 🎯
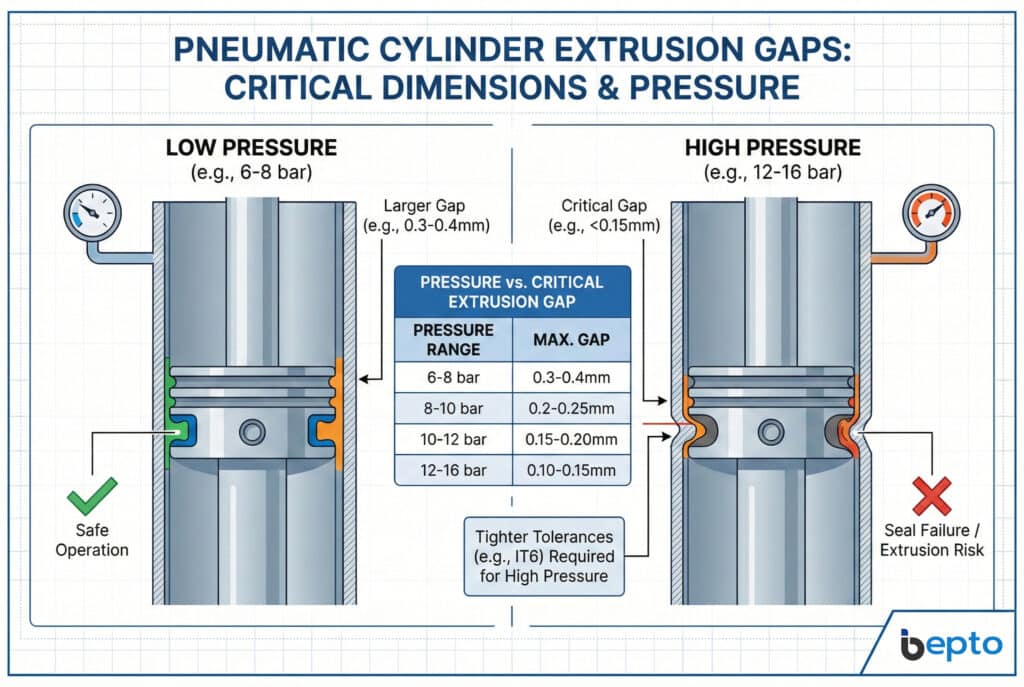
Critical maximum extrusion gaps vary by pressure range: 0.3-0.4mm for 6-8 bar, 0.2-0.25mm for 8-10 bar, 0.15-0.20mm for 10-12 bar, and 0.10-0.15mm for 12-16 bar applications—these dimensions must be maintained across the entire seal perimeter, accounting for thermal expansion, wear, and manufacturing tolerances, requiring precision machining to IT73 or better tolerance grades for high-pressure pneumatic systems.
Pressure-Based Gap Specifications
At Bepto, we use these design rules for our rodless cylinders:
Low Pressure (up to 6 bar):
- Maximum radial gap: 0.35mm
- Recommended: 0.25-0.30mm
- Tolerance grade: IT8 (±0.046mm for 50mm diameter)
Medium Pressure (6-10 bar):
- Maximum radial gap: 0.20mm
- Recommended: 0.15-0.18mm
- Tolerance grade: IT7 (±0.030mm for 50mm diameter)
High Pressure (10-16 bar):
- Maximum radial gap: 0.15mm
- Recommended: 0.10-0.12mm
- Tolerance grade: IT6 (±0.019mm for 50mm diameter)
These aren’t theoretical numbers—they’re derived from field testing across thousands of installations and millions of operating hours.
Accounting for Thermal Expansion
Here’s a factor many engineers miss: aluminum expands approximately 23 μm per meter per °C. In a 1-meter rodless cylinder operating from 20°C to 60°C (common in industrial environments), the barrel expands 0.92mm in length and proportionally in diameter.
For a 63mm bore cylinder, that’s about 0.058mm diameter increase. If your cold-state gap is 0.15mm and you don’t account for coefficient of thermal expansion4, your hot-state gap becomes 0.208mm—potentially pushing into the failure zone at high pressure.
We design our Bepto cylinders with thermal compensation in mind, using material pairings and dimensional specifications that maintain safe gaps across the full operating temperature range.
Wear Progression and Gap Growth
Even with perfect initial dimensions, wear gradually increases extrusion gaps. In our testing, we’ve found that:
- Barrel wear: 0.01-0.02mm per million cycles (hard-anodized aluminum)
- Piston wear: 0.02-0.03mm per million cycles (aluminum with coating)
- Seal wear: 0.05-0.10mm height reduction per million cycles
This means a cylinder starting with 0.15mm gaps might reach 0.20mm after 500,000 cycles. Designing with this progression in mind—starting with tighter initial gaps—extends overall seal life significantly.
Measurement and Verification Methods
When I visit customer sites to troubleshoot seal failures, I always bring precision measurement tools. You can’t manage what you don’t measure. We verify extrusion gaps using:
- Pin gauges for quick go/no-go checks
- Bore micrometers for precise internal measurements
- Coordinate measuring machines (CMM) for complete geometry verification
I remember visiting Laura, a quality manager at an automation equipment manufacturer in Ontario. She was frustrated with inconsistent seal life across supposedly identical cylinders. When we measured the actual gaps, we found variations from 0.12mm to 0.38mm in the same production batch from her previous supplier. After switching to Bepto cylinders with verified 0.15mm ±0.02mm gaps, her seal life became predictable and consistent. 📏
Which Design Features and Backup Rings Prevent Seal Extrusion in Rodless Cylinders?
Proper engineering solutions combine dimensional control with mechanical support systems to maximize seal life. 🔧
Preventing seal extrusion requires integrated design approaches including precision-machined seal grooves with optimized depth and width ratios, anti-extrusion Backup rings5 (PTFE or reinforced polyurethane) positioned on the pressure side, chamfered edges to prevent seal damage during assembly, and material selection matching seal hardness to operating pressure—in rodless cylinders, dual-seal configurations with pressure-balanced designs further reduce extrusion risk while maintaining low friction.

Optimized Seal Groove Geometry
The seal groove isn’t just a rectangular slot—its dimensions critically affect extrusion resistance. We design our Bepto seal grooves with these principles:
Groove depth: 70-80% of seal cross-section (allows controlled compression)
Groove width: 90-95% of seal cross-section (prevents over-compression)
Corner radius: 0.2-0.4mm (prevents stress concentration)
Surface finish: Ra 0.4-0.8 μm (optimizes seal friction)
These ratios ensure the seal compresses sufficiently to create sealing force without over-stressing the material, which would accelerate extrusion.
Backup Ring Selection and Placement
Backup rings are the unsung heroes of high-pressure sealing. These rigid or semi-rigid rings sit adjacent to the seal on the pressure side, physically blocking the extrusion gap. Think of them as a dam that prevents seal material from flowing into the clearance.
PTFE backup rings (our standard at Bepto for 10+ bar):
- Shore D hardness 50-60 (much harder than elastomers)
- Can bridge gaps up to 0.4mm at 16 bar
- Low friction coefficient (0.05-0.10)
- Temperature stable to 200°C
Reinforced polyurethane backup rings (for moderate pressure):
- Shore A hardness 95-98
- Effective for gaps up to 0.3mm at 10 bar
- Better elasticity than PTFE
- More economical for medium-pressure applications
The key is positioning: the backup ring must be on the pressure side of the seal. I’ve seen installations where backup rings were installed backwards, providing zero protection—a costly mistake that’s easily avoided with proper training.
Rodless Cylinder Specific Challenges
Rodless cylinders present unique extrusion challenges because the carriage seals must maintain pressure while sliding along the entire barrel length. At Bepto, we use a dual-seal configuration:
- Primary seal: 92 Shore A polyurethane U-cup with optimized lip geometry
- Secondary seal: PTFE backup ring with spring energizer
- Wiper seal: Removes contaminants that could damage primary seal
This three-element system provides redundancy—if the primary seal begins showing extrusion damage, the backup ring prevents catastrophic failure, giving you time to schedule maintenance rather than experiencing emergency downtime.
Material Compatibility and Chemical Resistance
Seal extrusion isn’t purely mechanical—chemical compatibility affects material properties and extrusion resistance. Exposure to incompatible fluids or lubricants can:
- Swell the seal, increasing friction and heat generation
- Soften the material, reducing extrusion resistance
- Harden the seal, causing cracking and loss of sealing
We specify our seal materials at Bepto based on common industrial environments:
- Standard air: Polyurethane seals (excellent all-around performance)
- Oil-contaminated air: NBR seals (oil-resistant)
- High-temperature applications: Viton seals (heat-resistant to 200°C)
- Food/pharma: FDA-compliant polyurethane or PTFE
Preventive Maintenance and Monitoring
Even with perfect design, monitoring seal condition prevents unexpected failures. We recommend these practices:
Visual inspection every 100,000 cycles or 6 months:
- Check for visible nibbling at seal edges
- Look for oil weeping or air leakage
- Verify smooth operation without sticking
Performance monitoring:
- Track cycle times (increasing time suggests friction rise)
- Monitor air consumption (increases indicate leakage)
- Log any unusual noises or vibrations
Predictive replacement:
- Replace seals at 70-80% of expected life
- Don’t wait for complete failure
- Schedule replacements during planned downtime
At Bepto, we provide our customers with seal life prediction tools based on their specific operating conditions—pressure, cycle rate, temperature, and environment. This takes the guesswork out of maintenance planning and prevents the costly emergency failures that disrupt production schedules.
Conclusion
Extrusion gap physics isn’t just academic theory—it’s the difference between reliable pneumatic systems and costly, frustrating seal failures. By maintaining precision gap dimensions below critical thresholds, using appropriate backup rings, and selecting materials matched to operating conditions, you can extend seal life 5-10x compared to poorly designed systems. At Bepto, every rodless cylinder we manufacture incorporates these extrusion-prevention principles because we understand that your production can’t afford unexpected downtime. When specifying cylinders, don’t accept vague assurances—demand dimensional specifications, gap measurements, and seal system details that prove extrusion resistance. 🛡️
FAQs About Extrusion Gaps and Seal Failures
Q: How can I measure extrusion gaps in installed cylinders without disassembly?
Direct measurement requires disassembly, but you can infer excessive gaps through performance symptoms: rapid seal wear (under 100,000 cycles), visible nibbling on removed seals, increasing air consumption over time, and pressure drops under load. For critical applications, we at Bepto recommend scheduled inspections every 500,000 cycles where seals are examined and gaps verified with precision measuring tools.
Q: Can I use backup rings to compensate for cylinders with excessive extrusion gaps?
Backup rings help but aren’t a complete solution for poorly designed cylinders—they can bridge gaps 0.1-0.15mm beyond optimal dimensions, but gaps exceeding 0.4mm will cause failures even with backup rings. Additionally, oversized gaps increase friction and wear on the backup rings themselves. Proper cylinder design with correct initial gaps is always superior to attempting compensation with backup rings.
Q: Why do my seals fail faster at higher cycle speeds even at the same pressure?
Higher cycle speeds generate more friction heat, which softens seal materials and reduces extrusion resistance—a seal operating at 90°C due to high-speed friction has effectively 10-15 Shore A points lower hardness than the same material at 40°C. Additionally, rapid pressure cycling creates dynamic stress concentrations that accelerate nibbling initiation. For high-speed applications above 1 meter/second, specify seals one hardness grade higher and reduce maximum gaps by 0.02-0.03mm.
Q: Are there seal materials that completely eliminate extrusion concerns?
PTFE and filled PTFE compounds offer the highest extrusion resistance, functioning reliably at 16+ bar with 0.3-0.4mm gaps, but they require higher sealing forces and have limited elasticity compared to polyurethane or rubber. For most pneumatic applications, properly designed polyurethane seal systems with backup rings provide better overall performance—lower friction, better sealing at startup, and adequate extrusion resistance when gaps are properly controlled.
Q: How do I specify extrusion gap requirements when ordering custom cylinders?
Request explicit dimensional specifications in your purchase order: “Maximum radial clearance between piston OD and barrel ID: 0.15mm measured at 20°C” and “Seal system must include PTFE backup rings rated for [your pressure] bar.” At Bepto, we provide dimensional inspection reports with every custom cylinder showing actual measured gaps and seal system specifications, ensuring you receive cylinders engineered for your specific pressure and performance requirements.
-
Learn about the Shore A hardness scale used to measure the resistance of elastomers and rubbers. ↩
-
Understand compression set, the permanent deformation of a material after being strained. ↩
-
View the ISO system of limits and fits defining standard tolerance grades like IT7. ↩
-
Read about how materials expand and contract with temperature changes based on their physical properties. ↩
-
Explore how backup rings prevent extrusion by closing the gap between metal components. ↩
