

Está instalando un racor en el puerto de su cilindro de aluminio cuando, de repente, siente que la llave resbala: las roscas se han desprendido. Ahora se enfrenta a un cilindro dañado, a un posible tiempo de inactividad y a la difícil decisión de intentar repararlo o sustituir toda la unidad. El desprendimiento de roscas en conexiones de aluminio es uno de los fallos más frustrantes y evitables de los sistemas neumáticos, y sin embargo ocurre a diario en instalaciones de todo el mundo, a menudo debido a simples malentendidos sobre las propiedades del aluminio y las técnicas de instalación adecuadas.
El desgaste de las roscas en los puertos de los cilindros de aluminio se produce cuando el resistencia al cizallamiento1 de las roscas de aluminio más blandas se supera con el par de instalación o las tensiones operativas, normalmente entre 60 y 80% del par necesario para desgastar roscas de acero del mismo tamaño. La menor resistencia al cizallamiento del aluminio (90-150 MPa frente a 400-500 MPa del acero) lo hace especialmente vulnerable al exceso de par, al desgaste de las roscas y a la fatiga por ciclos de instalación repetidos. Para evitarlo, es necesario utilizar especificaciones de par adecuadas (normalmente entre 40 y 60% de los valores del acero), una longitud de enganche de la rosca de al menos 1,5 veces el diámetro del perno, selladores de roscas que reduzcan la fricción e insertos de rosca de acero para los puertos que se revisan con frecuencia.
Nunca olvidaré la llamada de Robert, un técnico de mantenimiento de una planta de procesamiento de alimentos en Wisconsin. Acababa de dañar las roscas del puerto de un cilindro sin vástago $2,400 mientras instalaba un simple manómetro: un accesorio $15 destruyó un componente $2,400 porque utilizó el mismo par que siempre había utilizado en los cilindros de acero. Cuando llegué para evaluar los daños, descubrí que, en realidad, había estropeado las roscas de tres cilindros esa semana utilizando su “intuición” en lugar de una llave dinamométrica. Su enfoque bienintencionado, pero desinformado, le había costado a su empresa más de $7000 en equipos dañados, sin contar el tiempo de inactividad de la producción.
Índice
- ¿Por qué las roscas de aluminio son más susceptibles al desgaste que las de acero?
- ¿Qué fuerzas y condiciones provocan el desgaste de las roscas en los puertos de los cilindros?
- ¿Cómo se calculan los valores de par seguros para los puertos de aluminio?
- ¿Cuáles son las mejores prácticas para prevenir daños en las roscas?
¿Por qué las roscas de aluminio son más susceptibles al desgaste que las de acero?
Entender las propiedades de los materiales explica la vulnerabilidad del aluminio. 🔬
Las aleaciones de aluminio utilizadas en cilindros neumáticos (normalmente 6061-T6 o 6063-T5) tienen una resistencia al cizallamiento de 90-150 MPa, en comparación con los 400-500 MPa del acero, lo que hace que las roscas de aluminio sean entre 3 y 4 veces más débiles en las mismas condiciones de carga. Además, la menor resistencia del aluminio módulo elástico2 (69 GPa frente a los 200 GPa del acero) significa que las roscas se deforman más fácilmente bajo tensión, y la tendencia del aluminio a hiel3 (soldadura en frío) con sujetadores de acero crea una fricción que puede exceder la resistencia al cizallamiento de la rosca durante la instalación. El área de acoplamiento de la rosca en aluminio debe ser 1,5-2 veces mayor que en acero para lograr una resistencia equivalente, sin embargo, las profundidades estándar de los puertos a menudo proporcionan un acoplamiento mínimo.

Comparación de las propiedades de los materiales
Las diferencias fundamentales entre el aluminio y el acero explican el comportamiento de las roscas:
| Propiedad | Aluminio 6061-T6 | Acero (carbono medio) | Relación (Al/Acero) |
|---|---|---|---|
| Resistencia a la tracción | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Resistencia al cizallamiento | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Módulo de elasticidad | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Dureza | 95 HB | 150-200 HB | 0.48-0.63 |
| Coeficiente de expansión térmica4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Fundamentos de la resistencia al cizallamiento de roscas
El fallo del hilo se produce cuando la tensión de cizallamiento supera la resistencia del material:
Tensión cortante en roscas:
La carga se distribuye por toda la zona de rosca acoplada. Para una conexión roscada:
-
- = diámetro nominal
- = paso de rosca
- = duración del compromiso
- = número de subprocesos comprometidos
Perspectiva crítica:
Debido a que la resistencia al cizallamiento del aluminio es ~45% de la del acero, un puerto roscado de aluminio necesita aproximadamente 2,2 veces la longitud de acoplamiento para igualar la resistencia del acero. Las profundidades estándar de los puertos suelen proporcionar solo entre 1,0 y 1,5 veces el diámetro de acoplamiento, lo que es insuficiente para un servicio repetido.
Efectos de desgaste y fricción
El contacto entre el aluminio y el acero plantea retos únicos:
Mecanismo de irritación:
- El aluminio y el acero tienen afinidad entre sí en los puntos de contacto.
- La alta presión y el deslizamiento provocan microsoldaduras (soldadura en frío).
- Las puntas soldadas se desprenden, creando superficies rugosas.
- La rugosidad aumenta la fricción y los requisitos de par motor.
- El aumento del par motor provoca el desgaste de la rosca.
Impacto del coeficiente de fricción:
- Roscas secas de aluminio-acero: μ = 0,4-0,6
- Aluminio-acero lubricado: μ = 0,15-0,25
- Acero-acero (comparación): μ = 0,15-0,20
La mayor fricción del aluminio significa que una mayor parte del par aplicado se destina a superar la fricción en lugar de crear fuerza de sujeción, lo que aumenta la probabilidad de aplicar un par excesivo.
Fatiga e instalación repetida
Las roscas de aluminio se deterioran más rápidamente con el uso repetido:
Degradación dependiente del ciclo:
- Primera instalación: roscas conformes, deformación menor.
- 2-5 ciclos: Se produce endurecimiento por deformación, pero también una acumulación de daños menores.
- 5-10 ciclos: Desgaste visible del hilo, reducción de la capacidad de sujeción.
- Más de 10 ciclos: daños importantes, alto riesgo de desprendimiento.
Trabajé con Angela, supervisora de mantenimiento en una planta de envasado farmacéutico de Nueva Jersey, cuyo equipo realizaba el mantenimiento trimestral de los puertos cilíndricos. Tras dos años (ocho ciclos de instalación), varios puertos de aluminio fallaron. Implementamos inserciones helicoidales en los puertos de alto rendimiento, lo que eliminó el problema por completo.
Efectos de la temperatura
Las diferencias de expansión térmica crean tensión adicional:
Desajuste por expansión térmica:
- El aluminio se expande dos veces más rápido que el acero.
- En aplicaciones con altas temperaturas (40-80 °C), el puerto de aluminio se expande más que el accesorio de acero.
- El enfriamiento genera una fuerza de sujeción adicional.
- Los ciclos térmicos pueden aflojar o sobrecargar las roscas.
Resistencia dependiente de la temperatura:
- El aluminio pierde resistencia a temperaturas elevadas.
- A 150 °C, el 6061-T6 conserva solo ~70% de la resistencia a temperatura ambiente.
- El acero mantiene mejor su resistencia a temperaturas elevadas.
¿Qué fuerzas y condiciones provocan el desgaste de las roscas en los puertos de los cilindros?
Identificar los mecanismos de fallo permite una prevención específica. ⚠️
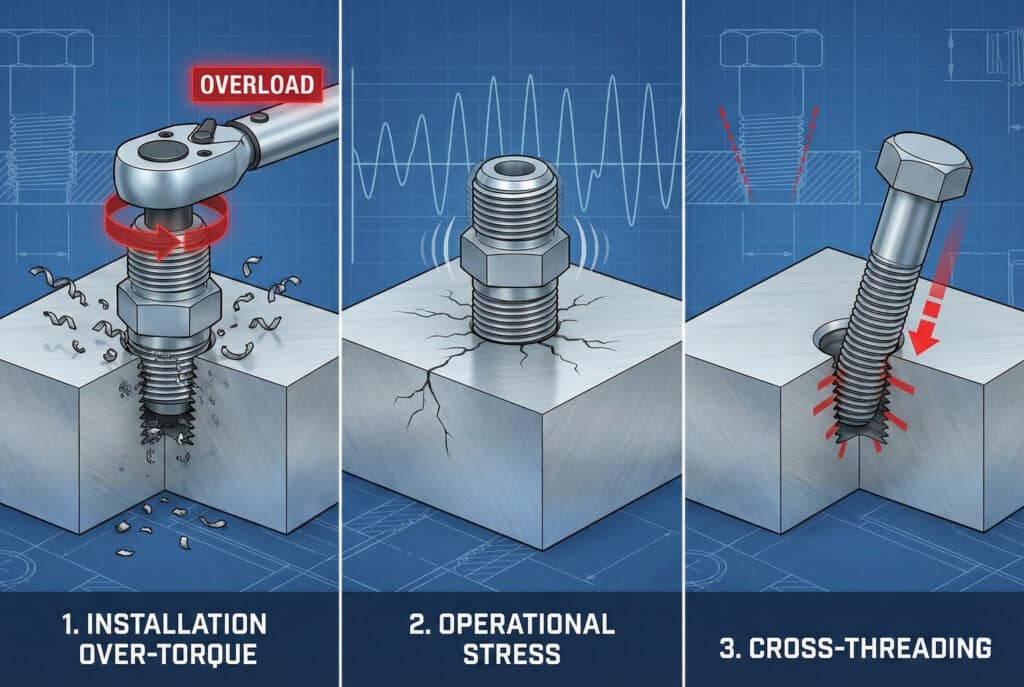
El desgaste de las roscas se produce a través de tres mecanismos principales: un par de apriete excesivo durante la instalación (aplicar un par de apriete excesivo durante la instalación del accesorio, normalmente >50% por encima de las especificaciones), tensión operativa (vibración, pulsación de presión y ciclos térmicos que provocan fatiga) y roscado cruzado o desalineación (iniciar las roscas de forma incorrecta, lo que provoca una concentración de tensión localizada que inicia el fallo). Entre los factores que contribuyen a ello se incluyen un acoplamiento inadecuado de la rosca (puertos demasiado poco profundos para el tamaño del accesorio), la contaminación (suciedad o residuos que impiden el acoplamiento adecuado de la rosca), corrosión galvánica5 entre metales diferentes y ciclos de instalación repetidos (daño acumulativo por múltiples eventos de servicio). La causa más común es simplemente utilizar valores de par adecuados para el acero en componentes de aluminio.
Instalación con par excesivo
El par de instalación excesivo es la causa principal de fallo inmediato:
Relación entre el par y la rotura:
Para un tamaño de rosca determinado, existe una relación predecible entre el par aplicado y el fallo de la rosca:
- Roscas internas de acero: Normalmente, se retira con un par de apriete recomendado de 150-200%.
- Roscas internas de aluminio: Aplique un par de apriete recomendado de 120-150%.
- Margen de seguridad: Mucho más pequeño en aluminio, menos margen de error.
Situaciones habituales de sobrepar:
- Usar “sensación” en lugar de una llave dinamométrica: Los técnicos experimentados suelen aplicar un par excesivo al aluminio, entre 2 y 3 veces más del recomendado.
- Uso de especificaciones de par de apriete para acero: La aplicación de valores de acero al aluminio causa daños inmediatos.
- Llaves de impacto: Imposible controlar el par, casi siempre se sobrecarga el aluminio.
- Intentando detener las fugas: Apretar en exceso cuando un sellador adecuado resolvería el problema.
La planta de procesamiento de alimentos de Robert era culpable de las cuatro cosas. Después de impartir formación e implementar llaves dinamométricas con especificaciones específicas para aluminio, pasaron 18 meses sin que se desgastara ni un solo puerto.
Insuficiencia en el compromiso del hilo
La longitud insuficiente del compromiso es una vulnerabilidad relacionada con el diseño:
Requisitos mínimos de compromiso:
- Acero contra acero: Diámetro mínimo del perno: 1,0x
- Acero en aluminio: Se recomienda un diámetro de perno de 1,5-2,0x.
- Puertos con servicio frecuente: 2,0 veces el diámetro o utilizar insertos roscados.
Ejemplo de cálculo:
Para un racor NPT de 1/4″ (diámetro nominal ~13 mm):
- Compromiso mínimo en aluminio: 19,5-26 mm
- Profundidad estándar del puerto: a menudo solo 12-15 mm.
- Resultado: Resistencia insuficiente, alto riesgo de desprendimiento.
Limitaciones de profundidad del puerto:
El grosor de la pared del cilindro suele limitar la profundidad alcanzable del puerto, especialmente en cilindros de diámetro pequeño. Por eso los insertos roscados son especialmente valiosos: proporcionan una resistencia total en puertos poco profundos.
Hilos cruzados y desalineación
El inicio incorrecto de los hilos concentra la tensión:
Mecánica de roscado cruzado:
- El ajuste comienza en un ángulo incorrecto.
- Los primeros hilos soportan toda la carga.
- El esfuerzo localizado supera la resistencia al cizallamiento.
- Las roscas se desgastan progresivamente a medida que avanza el montaje.
Señales de advertencia:
- Resistencia inusual al iniciar roscas
- El ajuste no avanza con fluidez.
- Aumento repentino del par motor
- Desalineación visible
Prevención:
- Inicie los hilos a mano, nunca con herramientas.
- Asegúrese de que el accesorio esté perpendicular al puerto.
- Compruebe que el acoplamiento sea suave antes de aplicar el par.
- Utilice herramientas de alineación de roscas para puertos de difícil acceso.
Carga por vibración y fatiga
Las tensiones operativas debilitan gradualmente los hilos:
Efectos de las vibraciones:
- Micro-movimientos entre el ajuste y el puerto
- Desgaste por fricción en los puntos de contacto de la rosca
- El aflojamiento gradual reduce la fuerza de sujeción.
- La reducción de la sujeción permite un mayor movimiento, lo que acelera el desgaste.
Pulsación de presión:
- Los cambios rápidos de presión crean cargas cíclicas.
- La menor resistencia a la fatiga del aluminio lo hace vulnerable.
- Miles de ciclos pueden provocar grietas.
- Las grietas se propagan hasta que los hilos fallan.
Factores de vida útil por fatiga:
| Condición | Vida útil relativa | Modo de fallo |
|---|---|---|
| Par de apriete adecuado, fijador de roscas | 1,0 (línea de base) | Desgaste gradual tras millones de ciclos. |
| Par adecuado, sin fijador de roscas. | 0.3-0.5 | Aflojamiento y desgaste |
| Par excesivo, fijador de roscas | 0.2-0.4 | Concentración de tensiones, inicio de grietas |
| Par insuficiente | 0.1-0.3 | Aflojamiento y desgaste rápidos |
Corrosión y efectos galvánicos
El contacto entre metales diferentes provoca degradación electroquímica:
Corrosión galvánica:
- El aluminio (ánodo) y el acero (cátodo) forman una pila galvánica.
- La humedad proporciona electrolitos.
- El aluminio se corroe preferentemente.
- Los productos de la corrosión se expanden, creando tensión.
- Los hilos se debilitan y finalmente se rompen.
Factores de gravedad:
- Exposición a la humedad: los entornos exteriores o húmedos aceleran la corrosión.
- Emparejamiento de metales diferentes: el acero inoxidable es menos problemático que el acero al carbono.
- Falta de protección: la ausencia de sellador o antiadherente permite la entrada de humedad.
Prevención:
- Utilice compuestos antiadherentes con inhibidores de corrosión.
- Aplique selladores de roscas que excluyan la humedad.
- Considere la posibilidad de utilizar accesorios de acero inoxidable en lugar de acero al carbono.
- Utilice barreras dieléctricas en entornos severos.
¿Cómo se calculan los valores de par seguros para los puertos de aluminio?
Unas especificaciones de par de apriete adecuadas evitan la mayoría de los fallos en las roscas. 📐
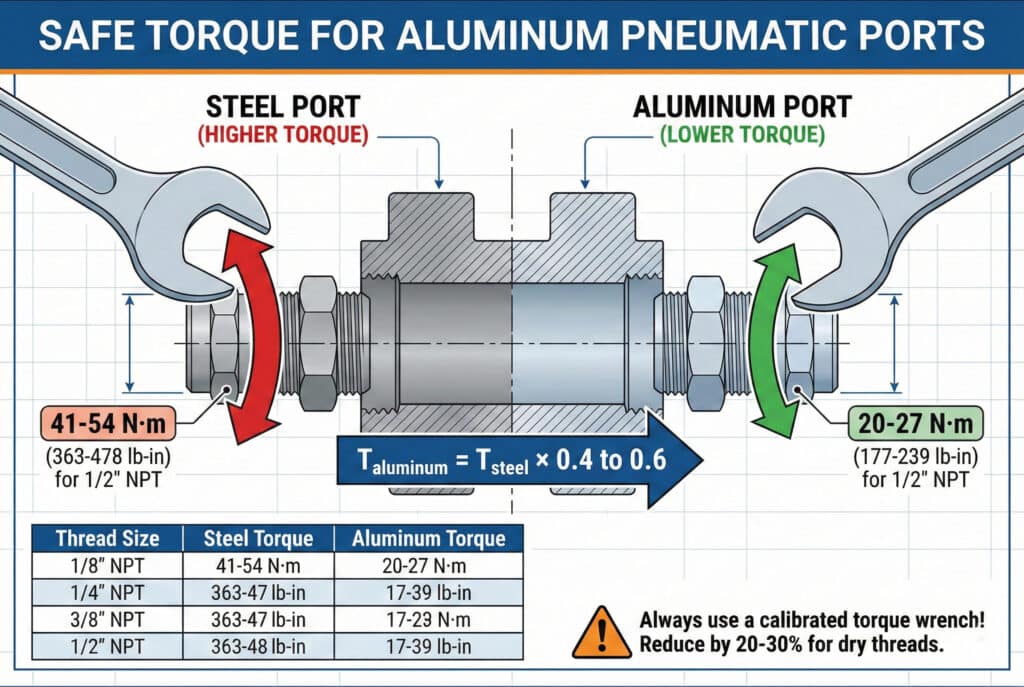
El par seguro para los puertos de aluminio se calcula utilizando la fórmula: T_aluminio = T_acero × 0,4 a 0,6, donde el factor de reducción tiene en cuenta la menor resistencia al cizallamiento y el mayor coeficiente de fricción del aluminio. Para los racores neumáticos comunes, esto se traduce en: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in) y 1/2″ NPT = 20-27 N·m (177-239 lb-in). Estos valores suponen roscas limpias con un sellador de roscas adecuado; las roscas secas o contaminadas requieren una reducción de 20-30%. Utilice siempre una llave dinamométrica calibrada y aplique el par de apriete en incrementos graduales en lugar de hacerlo de una sola vez.
Cálculo teórico del par motor
Comprensión de los fundamentos técnicos de las especificaciones de par:
Ecuación básica del par motor:
Dónde:
- = par motor
- = coeficiente de fricción (0,15-0,25 para roscas lubricadas)
- = diámetro nominal
- = fuerza de sujeción
Límite de resistencia al cizallamiento del hilo:
Dónde:
- = resistencia al cizallamiento del aluminio (~207 MPa para 6061-T6)
- = Área de acoplamiento del hilo
Aplicación práctica:
Para el aluminio, limite la fuerza de sujeción a 60-70% del máximo teórico para proporcionar un margen de seguridad para:
- Variaciones de instalación
- Imperfecciones en el hilo
- Tensiones operativas
- Consideraciones sobre la fatiga
Especificaciones de par recomendadas
Valores prácticos de par para accesorios neumáticos comunes:
| Tamaño del hilo | Par de torsión del puerto de acero | Par de apriete del puerto de aluminio | Factor de reducción |
|---|---|---|---|
| 1/8″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (métrico) | 3-4 N·m (27-35 lb-in) | 1,5-2 N·m (13-18 lb-pulgada) | 0.50 |
| M10 (métrico) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Notas importantes:
- Los valores suponen que se utiliza sellador de roscas o antiadherente.
- Los hilos secos requieren un par inferior de 20-30%.
- Los roscados dañados o desgastados requieren un par de apriete inferior de 30-40%.
- La primera instalación puede utilizar el rango superior; las instalaciones repetidas deben utilizar el rango inferior.
Selección y uso de llaves dinamométricas
Las herramientas adecuadas son esenciales para obtener resultados consistentes:
Tipos de llaves dinamométricas:
- Tipo de viga: Sencillo, fiable, no requiere calibración, pero requiere visualización directa.
- Tipo clic: Señal audible/táctil al alcanzar el par objetivo, la más habitual, requiere calibración periódica.
- Digital: Preciso, registra datos, caro, requiere pilas y calibración.
- Preajuste: Ajustado a un par específico, evita el sobreapriete, ideal para entornos de producción.
Técnica adecuada:
- Seleccione una llave con un par objetivo en el rango medio 20-80% para obtener la máxima precisión.
- Aplique la fuerza de manera suave y constante, sin tirones.
- Tire perpendicularmente al mango de la llave.
- Deténgase inmediatamente cuando se alcance el objetivo (no “rebote” en el tipo clic).
- Deje que la llave se reinicie entre aplicaciones.
La planta farmacéutica de Angela invirtió $800 en llaves dinamométricas preajustadas para sus tamaños de accesorios más comunes. La inversión se amortizó en 6 semanas al eliminar las roscas dañadas.
Factores de ajuste
Modificar el par motor base para condiciones específicas:
Ajustes del estado del hilo:
- Roscas nuevas y limpias: utilice el par especificado.
- Instalado anteriormente (2-5 veces): Reducir en 10-15%
- Instalado anteriormente (más de 5 veces): Reducir en 20-30% o instalar inserto roscado.
- Daño visible en los hilos: Reducir en un 30-40% o reparar los hilos.
Ajustes del sellador/lubricante:
- Cinta de PTFE: Utilice el par especificado.
- Sellador líquido para roscas: Utilice el par de apriete especificado.
- Compuesto antiadherente: Reducción de 10-15% (menor fricción)
- Hilos secos: Reducir en 20-30% (mayor fricción, riesgo de desgaste).
Ajustes medioambientales:
- Temperatura ambiente (20 °C): utilice el par especificado.
- Temperatura elevada (60-80 °C): Reducir en un 10-15 %.
- Temperatura muy alta (>80 °C): Reducir en 20-25% y considerar el uso de insertos roscados.
Secuencia de par para múltiples puertos
Al instalar varios accesorios, es importante seguir la secuencia adecuada:
Secuencia de mejores prácticas:
- Instale todos los accesorios apretándolos con los dedos.
- Aplique un par de 30% a cada uno de los objetivos en secuencia.
- Aplique un par de 60% a cada uno de los objetivos en secuencia.
- Apriete cada uno a 100% del objetivo en secuencia.
- Verifique el par final en cada uno después de haber completado todos.
Este enfoque gradual y secuencial distribuye la tensión de manera uniforme y evita la distorsión.
¿Cuáles son las mejores prácticas para prevenir daños en las roscas?
Las estrategias integrales de prevención eliminan la mayoría de los fallos de las roscas. 🛡️
Para evitar daños en las roscas es necesario adoptar un enfoque múltiple: utilizar llaves dinamométricas calibradas con especificaciones específicas para aluminio (40-60% de valores de acero), aplicar siempre sellador de roscas o antiadherente para reducir la fricción y evitar el desgaste, iniciar todas las roscas a mano para garantizar una alineación adecuada antes de aplicar las herramientas, instalar insertos roscados (helicoils o similares) en los puertos de uso frecuente, inspeccionar las roscas antes de cada instalación para detectar daños o contaminación, formar a todos los técnicos en procedimientos específicos para el aluminio y diseñar sistemas que minimicen la frecuencia de mantenimiento de los puertos. En Bepto Pneumatics, nuestros cilindros sin vástago pueden suministrarse con insertos roscados de acero inoxidable en los puertos críticos, lo que proporciona una resistencia equivalente a la del acero en los cuerpos de aluminio, al tiempo que se mantienen las ventajas de peso.

Soluciones de insertos roscados
Los insertos de acero proporcionan una mejora permanente de la resistencia:
Insertos tipo Helicoil:
- Inserto de alambre enrollado instalado en un orificio roscado sobredimensionado.
- Proporciona roscas con resistencia de acero en aluminio.
- Se puede instalar en roscas nuevas o dañadas.
- Coste: $2-8 por inserto más mano de obra de instalación.
Insertos de casquillos sólidos:
- Casquillo roscado de acero prensado o roscado en aluminio
- Mayor resistencia que los helicoils.
- Instalación más compleja
- Ideal para nuevas producciones, difícil de adaptar a instalaciones existentes.
Insertos Time-Sert:
- Inserto de pared sólida con función de bloqueo
- Excelente para la reparación de roscas.
- Más caro que los helicoils ($8-15 por inserto)
- En algunos casos, su instalación es más sencilla que la de los helicoils.
Cuándo utilizar insertos:
- Los puertos prestaron servicio más de 5 veces durante la vida útil del cilindro.
- Aplicaciones críticas en las que el fallo es inaceptable.
- Reparación de roscas dañadas
- Entornos de alta vibración
- Puertos que deben soportar accesorios o válvulas pesadas.
Las instalaciones de Robert modernizaron los insertos roscados en 25 puertos de uso frecuente con un coste de $750 (piezas y mano de obra). Durante los dos años siguientes, esto evitó unos daños estimados en cilindros por valor de $15 000, lo que supone un retorno de la inversión de 20:1.
Selección de selladores de roscas y antiadherentes
Los lubricantes adecuados evitan el desgaste y garantizan un par de apriete adecuado:
| Tipo de producto | Ventajas | Desventajas | Mejores aplicaciones |
|---|---|---|---|
| Cinta de PTFE | Económico, limpio, fácil de aplicar. | Puede triturar y contaminar, lubricación limitada. | Uso general, baja frecuencia de servicio |
| Sellador de roscas líquido (anaeróbico) | Excelente sellado, evita el aflojamiento. | Difícil de desmontar, requiere tiempo de curado. | Instalaciones permanentes, entornos con vibraciones |
| Pasta antiadherente | Excelente prevención contra el desgaste, fácil desmontaje. | Desordenado, puede contaminar el sistema. | Puertos con servicio frecuente, entornos corrosivos |
| Sellador de roscas con PTFE | Buen sellado y lubricación | Más caro | Instalaciones de alta calidad, puertos de aluminio |
Mejores prácticas de aplicación:
- Aplique sellador solo a las roscas macho (para mantenerlo fuera del sistema).
- Utilice 2-3 vueltas de cinta de PTFE, comenzando 2 hilos desde el extremo.
- Aplique los selladores líquidos con moderación: el exceso contamina el sistema.
- Asegúrese de que el antiadherente no contenga cobre (puede provocar corrosión galvánica con el aluminio).
Normas de procedimiento de instalación
Los procedimientos estandarizados garantizan resultados consistentes:
Protocolo de instalación paso a paso:
Preparación:
- Inspeccione las roscas en busca de daños, contaminación o corrosión.
- Limpiar las roscas con disolvente si es necesario
- Verificar el tipo y el tamaño correctos del accesorio
- Seleccione la especificación de par adecuada
Aplicación de sellante:
- Aplique el sellador elegido a las roscas macho
- Garantizar una cobertura uniforme sin excesos
- Deje transcurrir un tiempo de curado si utiliza sellantes anaeróbicos
Roscado inicial:
- Inicie los hilos a mano, nunca con herramientas.
- Garantizar la alineación perpendicular
- El hilo debe avanzar suavemente con una resistencia mínima
- Si se siente resistencia, retroceder y volver a empezar.
Aplicación de par:
- Seleccione una llave dinamométrica calibrada
- Aplique el par gradualmente en 2-3 pasos
- Par de apriete final según especificación
- No superar el valor especificado
Verificación:
- Comprobar visualmente el asiento correcto
- Comprobación de fugas durante la presurización inicial
- Documentar la instalación (par de apriete utilizado, fecha, técnico)
Formación y documentación
Los factores humanos son fundamentales para la prevención:
Requisitos de formación de los técnicos:
- Conocimiento de las propiedades y limitaciones del aluminio
- Selección y uso correcto de la llave dinamométrica
- Reconocimiento de roscas cruzadas y daños en las roscas
- Selección y aplicación de sellantes
- Solución de problemas de fugas sin apriete excesivo
Sistemas de documentación:
- Tablas de especificaciones de par colocadas en las zonas de trabajo
- Registros de servicio en los que se anotan las fechas de instalación y los valores de par
- Seguimiento de los ciclos de servicio en puertos críticos
- Notificación de fallos y análisis de causas
Medidas de control de calidad:
- Calibración periódica de la llave dinamométrica (anualmente como mínimo)
- Supervisión de las instalaciones
- Revisión de las tendencias de fracaso
- Mejora continua basada en datos de campo
Consideraciones sobre el diseño de nuevos sistemas
Prevenir problemas mediante un diseño bien pensado:
Situación del puerto y accesibilidad:
- Posicione los puertos para la instalación de racores rectos
- Evite los lugares que requieran un acceso en ángulo o difícil
- Proporcionar espacio libre para el uso de la llave dinamométrica
- Considerar la capacidad de servicio durante la fase de diseño
Selección de accesorios:
- Utilice racores de conexión rápida cuando proceda (no es necesario roscarlos)
- Seleccione racores con la longitud de rosca adecuada para la profundidad del puerto
- Evitar racores sobredimensionados que requieran un par de apriete elevado
- Considere la posibilidad de utilizar acoplamientos de desconexión rápida para las conexiones que requieren mantenimiento frecuente.
Diseño del sistema:
- Minimizar el número de puertos que requieren un servicio regular
- Consolidación de las conexiones en los colectores en lugar de en los puertos individuales de los cilindros
- Utilice el montaje remoto para presostatos y manómetros
- Diseñar con la filosofía de “instalar una vez” siempre que sea posible
En Bepto Pneumatics, trabajamos con los clientes durante la fase de diseño para optimizar las configuraciones de los puertos, recomendar los insertos roscados adecuados para aplicaciones de alto servicio y proporcionar especificaciones de instalación detalladas. Nuestros cilindros sin vástago pueden personalizarse con puertos reforzados o insertos roscados en función de los requisitos de la aplicación.
Opciones de reparación para roscas peladas
Cuando falla la prevención, existen varias opciones de reparación:
Instalación de insertos roscados (preferido):
- Taladrar las roscas dañadas a un tamaño mayor
- Grifo para tamaño de plaquita
- Instalar helicoil o inserto Time-Sert
- Proporciona una resistencia como nueva o mejor
- Coste: $50-150 en función del tamaño y la mano de obra
Ajuste sobredimensionado:
- Pulse para ampliar
- Instalar racor sobredimensionado
- Simple pero limita las opciones futuras
- Puede no ser posible debido al grosor de la pared
Reparación con epoxi (temporal):
- Limpiar bien las roscas
- Aplique epoxi fijador de roscas
- Instalar el accesorio y dejar curar
- Proporciona un sellado temporal pero de baja resistencia
- Sólo para aplicaciones de baja presión y no críticas
Tapón de reparación soldado:
- Mecanizar la zona dañada
- Tapón roscado para soldar
- Puerto de remachado
- Caro pero proporciona una reparación permanente
- Requiere soldadura especializada de aluminio
Sustitución:
- A veces es la opción más rentable
- Especialmente para cilindros de bajo coste o grandes daños
- Oportunidad de mejorar el diseño
Conclusión
Comprender la mecánica de desprendimiento de roscas en los puertos de cilindros de aluminio -y aplicar las especificaciones de par de apriete, los procedimientos de instalación y las medidas preventivas adecuadas- elimina uno de los fallos más comunes y frustrantes de los sistemas neumáticos. 💪
Preguntas frecuentes sobre el decapado de roscas de aluminio
P: ¿Puedo utilizar las mismas especificaciones de par de apriete para los cilindros de aluminio que para los de acero?
Por supuesto que no: ésta es la causa más común del desgarro de las roscas de aluminio. Los racores de aluminio requieren 40-60% del par de apriete utilizado para roscas de acero equivalentes debido a que la resistencia al cizallamiento del aluminio es significativamente menor (207 MPa frente a 380-450 MPa para el acero). Por ejemplo, un racor 1/4″ NPT que requiere 14-19 N-m en acero sólo debería recibir 7-10 N-m en aluminio. Consulte siempre las tablas de par de apriete específicas para aluminio y utilice una llave dinamométrica calibrada. En Bepto Pneumatics, proporcionamos especificaciones detalladas de par de apriete con cada cilindro para evitar este error tan común.
P: ¿Cuántas veces puedo instalar y retirar racores de puertos de aluminio de forma segura?
Los puertos de aluminio estándar pueden soportar normalmente entre 5 y 10 ciclos de instalación antes de que los daños en la rosca sean significativos, aunque esto varía en función de la precisión del par de apriete, el estado de la rosca y el uso de sellante. Más allá de 5 ciclos, el riesgo aumenta sustancialmente. Para los racores que requieren un servicio frecuente, instale insertos roscados (helicoidales o Time-Serts) durante la instalación inicial o después de 3-5 ciclos; esto proporciona una vida útil ilimitada con una resistencia equivalente a la del acero. El $5-10 coste de un inserto es trivial comparado con la sustitución de un cilindro dañado.
P: ¿Cuál es la mejor manera de arreglar las roscas peladas en una lumbrera de cilindro de aluminio?
La instalación de un inserto de rosca (helicoil o Time-Sert) es el método de reparación preferido, ya que proporciona una resistencia igual o superior a la de las roscas originales. El proceso consiste en taladrar las roscas dañadas, roscar a un tamaño mayor para el inserto e instalar el inserto de acero en espiral. Esta reparación cuesta entre $50 y 150, según el tamaño y la mano de obra, pero restablece la plena funcionalidad. Evite las reparaciones temporales como el epoxi a menos que se trate de una aplicación no crítica y de baja presión. En el caso de daños importantes o cilindros de paredes finas en los que no es posible instalar insertos, la sustitución puede resultar más rentable que la reparación.
P: ¿Por qué se me siguen aflojando los racores aunque los apriete correctamente?
El aflojamiento de accesorios a pesar de un par de apriete adecuado suele deberse a vibraciones, ciclos térmicos o un bloqueo inadecuado de las roscas. Las soluciones incluyen: aplicar sellador de roscas anaeróbico (Loctite 567 o similar) que evita el aflojamiento y mantiene la capacidad de sellado, utilizar dispositivos de bloqueo mecánicos como contratuercas o alambre de bloqueo para conexiones críticas, abordar la vibración excesiva del sistema en su origen y garantizar que el par de apriete sea el adecuado (un par de apriete insuficiente es tan problemático como un par de apriete excesivo). Compruebe también que está utilizando el par de apriete correcto; algunos técnicos utilizan valores demasiado bajos por miedo a la rotura, lo que paradójicamente provoca aflojamientos y daños por rozamiento.
P: ¿Existen alternativas a los puertos roscados que eliminen el riesgo de pelado?
Sí, existen varias alternativas para las aplicaciones en las que la pérdida de rosca es un problema recurrente. Los racores de presión eliminan por completo el roscado y son ideales para conexiones que se cambian con frecuencia, aunque están limitados a tamaños más pequeños y presiones más bajas. Los racores soldados ofrecen conexiones permanentes sin riesgo de roscado. Los acoplamientos de desconexión rápida permiten la conexión/desconexión sin herramientas. El montaje en colector consolida las conexiones múltiples lejos del cuerpo del cilindro. Para nuevos diseños, considere estas alternativas; para equipos existentes, los insertos roscados proporcionan la mejor solución de adaptación. En Bepto Pneumatics, podemos personalizar los cilindros sin vástago con métodos de conexión alternativos basados en las necesidades específicas de su aplicación.
-
Explore los datos técnicos sobre las propiedades de resistencia al cizallamiento de las aleaciones de aluminio en comparación con el acero al carbono. ↩
-
Conozca el módulo elástico y cómo afecta a la rigidez del aluminio en aplicaciones mecánicas. ↩
-
Comprender la mecánica del gripado y cómo provoca daños superficiales en las conexiones roscadas. ↩
-
Examina una tabla comparativa de coeficientes de dilatación térmica entre distintos metales industriales. ↩
-
Estudiar la serie galvánica para comprender cómo interactúan metales distintos en entornos corrosivos. ↩
