

Vous êtes en train d'installer un raccord sur le port de votre cylindre en aluminium lorsque soudain, vous sentez la clé glisser : le filetage est endommagé. 😱 Vous vous retrouvez alors face à un cylindre endommagé, à un temps d'arrêt potentiel et à la décision difficile de tenter une réparation ou de remplacer l'ensemble de l'unité. L'abîme du filetage dans les ports en aluminium est l'une des défaillances les plus frustrantes et les plus évitables dans les systèmes pneumatiques, mais elle se produit quotidiennement dans des installations du monde entier, souvent en raison de simples malentendus sur les propriétés de l'aluminium et les techniques d'installation appropriées.
Le défiletage des filetages dans les orifices des cylindres en aluminium se produit lorsque le résistance au cisaillement1 des filetages en aluminium plus souples est dépassée par le couple d'installation ou les contraintes opérationnelles, généralement à 60-80% du couple requis pour dévisser les filetages en acier de même taille. La résistance au cisaillement plus faible de l'aluminium (90-150 MPa contre 400-500 MPa pour l'acier) le rend particulièrement vulnérable au couple excessif, au filetage croisé et à la fatigue due aux cycles d'installation répétés. Pour éviter cela, il faut utiliser des spécifications de couple appropriées (généralement 40 à 60 % des valeurs de l'acier), une longueur d'engagement du filetage d'au moins 1,5 fois le diamètre du boulon, des produits d'étanchéité pour filetages qui réduisent la friction et des inserts filetés en acier pour les ports fréquemment entretenus.
Je n'oublierai jamais l'appel de Robert, technicien de maintenance dans une usine agroalimentaire du Wisconsin. Il venait d'abîmer les filetages d'un vérin sans tige $2,400 en installant un simple manomètre : un raccord $15 avait détruit un composant $2,400 parce qu'il avait utilisé le même couple que celui qu'il utilisait habituellement sur les vérins en acier. Lorsque je suis arrivé pour évaluer les dégâts, j'ai découvert qu'il avait en fait endommagé les filetages de trois vérins cette semaine-là en se fiant à son “ intuition ” plutôt qu'à une clé dynamométrique. Son approche bien intentionnée mais mal informée avait coûté à son entreprise plus de $7 000 dollars en équipements endommagés, sans compter le temps d'arrêt de la production.
Table des matières
- Pourquoi les filetages en aluminium sont-ils plus susceptibles de s'abîmer que ceux en acier ?
- Quelles forces et conditions provoquent l'arrachement des filets dans les orifices des cylindres ?
- Comment calculer les valeurs de couple sécuritaires pour les ports en aluminium ?
- Quelles sont les meilleures pratiques pour prévenir les dommages causés aux filetages ?
Pourquoi les filetages en aluminium sont-ils plus susceptibles de s'abîmer que ceux en acier ?
La compréhension des propriétés des matériaux explique la vulnérabilité de l'aluminium. 🔬
Les alliages d'aluminium utilisés dans les vérins pneumatiques (généralement 6061-T6 ou 6063-T5) ont une résistance au cisaillement de 90 à 150 MPa, contre 400 à 500 MPa pour l'acier, ce qui rend les filetages en aluminium 3 à 4 fois plus faibles dans les mêmes conditions de charge. De plus, la faible résistance à la traction de l'aluminium module d'élasticité2 (69 GPa contre 200 GPa pour l'acier) signifie que les filetages se déforment plus facilement sous contrainte, et la tendance de l'aluminium à bile3 (soudure à froid) avec des fixations en acier crée une friction qui peut dépasser la résistance au cisaillement du filetage lors de l'installation. La zone d'engagement du filetage dans l'aluminium doit être 1,5 à 2 fois plus grande que dans l'acier pour obtenir une résistance équivalente, mais les profondeurs standard des orifices offrent souvent un engagement minimal.

Comparaison des propriétés des matériaux
Les différences fondamentales entre l'aluminium et l'acier expliquent le comportement des filetages :
| Propriété | Aluminium 6061-T6 | Acier (carbone moyen) | Rapport (Al/Acier) |
|---|---|---|---|
| Résistance à la traction | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Résistance au cisaillement | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Module d'élasticité | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Dureté | 95 HB | 150-200 HB | 0.48-0.63 |
| Coefficient de dilatation thermique4 | 23,6 μm/m·°C | 11,7 μm/m·°C | 2.0 |
Principes fondamentaux de la résistance au cisaillement des filetages
La rupture du fil se produit lorsque la contrainte de cisaillement dépasse la résistance du matériau :
Contrainte de cisaillement dans les filets :
La charge est répartie sur toute la surface de filetage engagée. Pour un raccord fileté :
-
- = diamètre nominal
- = pas de filetage
- = durée de l'engagement
- = nombre de threads engagés
Perspective critique :
Étant donné que la résistance au cisaillement de l'aluminium est d'environ 451 TP3T par rapport à celle de l'acier, un raccord fileté en aluminium nécessite environ 2,2 fois la longueur d'engagement pour égaler la résistance de l'acier. Les profondeurs de raccord standard n'offrent souvent qu'un engagement de 1,0 à 1,5 fois le diamètre, ce qui est insuffisant pour une utilisation répétée.
Effets d'usure et de frottement
Le contact entre l'aluminium et l'acier pose des défis particuliers :
Mécanisme d'irritation :
- L'aluminium et l'acier ont une affinité l'un pour l'autre aux points de contact.
- La haute pression et le glissement provoquent des microsoudures (soudures à froid).
- Les points soudés se déchirent, créant des surfaces rugueuses.
- La rugosité augmente les exigences en matière de friction et de couple.
- Une augmentation du couple entraîne un défiletage du filetage.
Impact du coefficient de frottement :
- Filetages secs en aluminium-acier : μ = 0,4-0,6
- Aluminium-acier lubrifié : μ = 0,15-0,25
- Acier-acier (comparaison) : μ = 0,15-0,20
La friction plus élevée de l'aluminium signifie qu'une plus grande partie du couple appliqué sert à surmonter la friction plutôt qu'à créer une force de serrage, ce qui augmente le risque de surcouple.
Fatigue et installations répétées
Les filetages en aluminium se détériorent plus rapidement à force d'être utilisés :
Dégradation dépendante du cycle :
- Première installation : filetages conformes, déformation mineure
- 2 à 5 cycles : un durcissement par écrouissage se produit, mais aussi une accumulation mineure de dommages.
- 5 à 10 cycles : usure visible du filetage, capacité de serrage réduite
- 10 cycles et plus : dommages importants, risque élevé de décollement
J'ai travaillé avec Angela, responsable de la maintenance dans une usine d'emballage pharmaceutique du New Jersey, dont l'équipe entretenait les ports cylindriques tous les trimestres. Après deux ans (huit cycles d'installation), plusieurs ports en aluminium sont tombés en panne. Nous avons mis en place des inserts hélicoïdaux dans les ports à usage intensif, ce qui a permis d'éliminer complètement le problème.
Effets de la température
Les différences de dilatation thermique créent des contraintes supplémentaires :
Incompatibilité thermique :
- L'aluminium se dilate deux fois plus vite que l'acier.
- Dans les applications chauffées (40-80 °C), le raccord en aluminium se dilate davantage que le raccord en acier.
- Le refroidissement crée une force de serrage supplémentaire.
- Les cycles thermiques peuvent desserrer ou surcharger les filetages.
Résistance dépendante de la température :
- L'aluminium perd de sa résistance à des températures élevées.
- À 150 °C, le 6061-T6 ne conserve qu'environ 701 TP3T de sa résistance à température ambiante.
- L'acier conserve mieux sa résistance à des températures élevées.
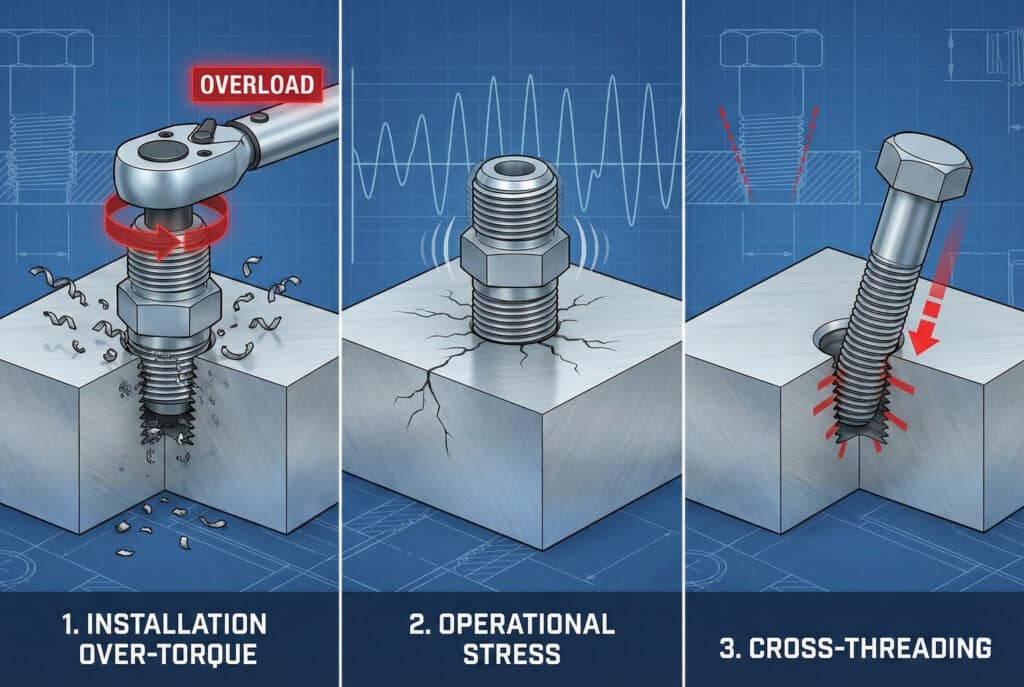
Quelles forces et conditions provoquent l'arrachement des filets dans les orifices des cylindres ?
L'identification des mécanismes de défaillance permet une prévention ciblée. ⚠️
Le défiletage se produit principalement par trois mécanismes : un couple de serrage excessif lors de l'installation (application d'un couple excessif lors de l'installation du raccord, généralement supérieur à 501 TP3T par rapport aux spécifications), des contraintes opérationnelles (vibrations, pulsations de pression et cycles thermiques créant de la fatigue) et un filetage croisé ou un mauvais alignement (démarrage incorrect du filetage, provoquant une concentration localisée des contraintes qui entraîne une défaillance). Les facteurs contributifs comprennent un engagement inadéquat du filetage (ports trop peu profonds pour la taille du raccord), la contamination (saleté ou débris empêchant un accouplement correct du filetage), corrosion galvanique5 entre des métaux dissemblables et des cycles d'installation répétés (dommages cumulés résultant de multiples interventions). La cause la plus courante est simplement l'utilisation de valeurs de couple adaptées à l'acier sur des composants en aluminium.
Installation Couple excessif
Un couple d'installation excessif est la principale cause de défaillance immédiate :
Relation couple-rupture :
Pour une taille de filetage donnée, il existe une relation prévisible entre le couple appliqué et la rupture du filetage :
- Filetages internes en acier : En règle générale, serrer à un couple recommandé de 150-200%.
- Filetages internes en aluminium : Desserrer à un couple recommandé de 120-150%.
- Marge de sécurité : Beaucoup plus petit en aluminium, moins de marge d'erreur
Scénarios courants de couple excessif :
- Utilisation du “ toucher ” au lieu d'une clé dynamométrique : Les techniciens expérimentés ont souvent tendance à serrer les boulons en aluminium avec un couple 2 à 3 fois supérieur à celui recommandé.
- Utilisation des spécifications de couple pour l'acier : L'application des valeurs de l'acier à l'aluminium provoque des dommages immédiats.
- Clés à chocs : Impossible de contrôler le couple, presque toujours un couple excessif sur l'aluminium
- Essayer d'arrêter les fuites : Serrage excessif alors qu'un produit d'étanchéité approprié suffirait à résoudre le problème
L'usine agroalimentaire de Robert était coupable des quatre infractions. Après avoir formé le personnel et mis en place des clés dynamométriques avec des spécifications spécifiques à l'aluminium, ils ont passé 18 mois sans un seul port endommagé.
Engagement insuffisant dans le fil de discussion
Une longueur d'engagement insuffisante est une vulnérabilité liée à la conception :
Exigences minimales en matière d'engagement :
- Acier contre acier : Diamètre minimum du boulon : 1,0x
- Acier dans l'aluminium : Diamètre de boulon recommandé : 1,5 à 2,0 fois
- Ports fréquemment desservis : 2,0 fois le diamètre ou utiliser des inserts filetés
Exemple de calcul :
Pour un raccord NPT 1/4″ (diamètre nominal ~13 mm) :
- Engagement minimal dans l'aluminium : 19,5-26 mm
- Profondeur standard du port : souvent seulement 12 à 15 mm
- Résultat : résistance insuffisante, risque élevé de décollement
Limites de profondeur du port :
L'épaisseur de la paroi du cylindre limite souvent la profondeur de port réalisable, en particulier dans les cylindres à petit alésage. C'est pourquoi les inserts filetés sont particulièrement utiles : ils offrent une résistance maximale dans les ports peu profonds.
Filetage croisé et désalignement
Un démarrage incorrect des filets concentre les contraintes :
Mécanique de filetage croisé :
- Le montage commence à un angle incorrect
- Les premiers filets supportent toute la charge
- La contrainte localisée dépasse la résistance au cisaillement.
- Les filets s'usent progressivement à mesure que le raccord avance.
Signes avant-coureurs :
- Résistance inhabituelle lors du démarrage des filets
- L'ajustement ne se fait pas sans heurts
- Augmentation soudaine du couple
- Désalignement visible
La prévention :
- Démarrez les filetages à la main, jamais avec des outils.
- S'assurer que le raccord est perpendiculaire au port.
- Vérifiez que l'engagement est fluide avant d'appliquer un couple.
- Utilisez des outils d'alignement de filetage pour les ports difficiles d'accès.
Vibrations et charges de fatigue
Les contraintes opérationnelles affaiblissent progressivement les filetages :
Effets de vibration :
- Micro-mouvements entre le raccord et le port
- Usure par frottement aux points de contact du filetage
- Un desserrage progressif réduit la force de serrage
- Un serrage réduit permet davantage de mouvements, ce qui accélère l'usure.
Pulsation de pression :
- Les changements rapides de pression créent des charges cycliques.
- La faible résistance à la fatigue de l'aluminium le rend vulnérable.
- Des milliers de cycles peuvent provoquer des fissures.
- Les fissures se propagent jusqu'à ce que les filets se rompent.
Facteurs liés à la fatigue :
| Condition | Durée de vie relative à la fatigue | Mode de défaillance |
|---|---|---|
| Couple de serrage correct, frein-filet | 1.0 (base de référence) | Usure progressive après des millions de cycles |
| Couple correct, sans frein-filet | 0.3-0.5 | Desserrage et frottement |
| Couple excessif, frein-filet | 0.2-0.4 | Concentration des contraintes, initiation des fissures |
| Couple insuffisant | 0.1-0.3 | Desserrage rapide et frottement |
Corrosion et effets galvaniques
Le contact entre des métaux dissemblables provoque une dégradation électrochimique :
Corrosion galvanique :
- L'aluminium (anode) et l'acier (cathode) forment une cellule galvanique.
- L'humidité fournit des électrolytes.
- L'aluminium se corrode préférentiellement.
- Les produits de corrosion se dilatent, créant des contraintes
- Les fils s'affaiblissent et finissent par céder.
Facteurs de gravité :
- Exposition à l'humidité : les environnements extérieurs ou humides accélèrent la corrosion.
- Appariement de métaux dissemblables : l'acier inoxydable pose moins de problèmes que l'acier au carbone
- Absence de protection : aucun produit d'étanchéité ou anti-grippage ne permet l'entrée d'humidité.
La prévention :
- Utilisez des composés anti-grippage avec des inhibiteurs de corrosion.
- Appliquez des produits d'étanchéité pour filetages qui excluent l'humidité.
- Envisagez d'utiliser des raccords en acier inoxydable plutôt qu'en acier au carbone.
- Utiliser des barrières diélectriques dans les environnements difficiles
Comment calculer les valeurs de couple sécuritaires pour les ports en aluminium ?
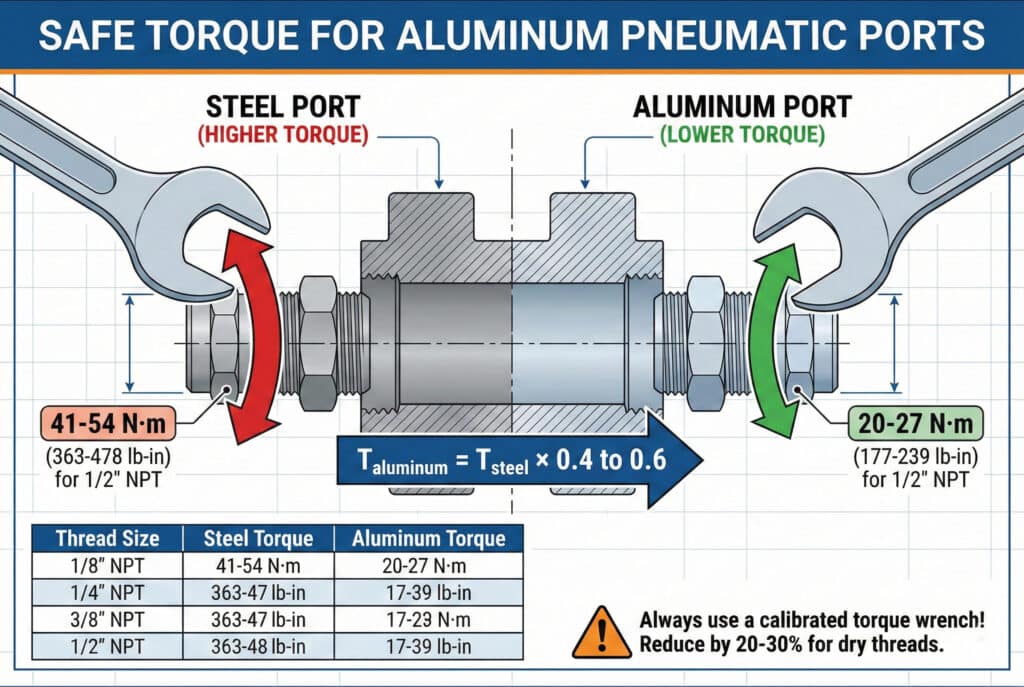
Des spécifications de couple appropriées permettent d'éviter la plupart des défaillances des filetages. 📐
Le couple de sécurité pour les raccords en aluminium est calculé à l'aide de la formule suivante : T_aluminium = T_acier × 0,4 à 0,6, où le facteur de réduction tient compte de la résistance au cisaillement plus faible et du coefficient de frottement plus élevé de l'aluminium. Pour les raccords pneumatiques courants, cela se traduit par : 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in) et 1/2″ NPT = 20-27 N·m (177-239 lb-in). Ces valeurs supposent des filetages propres avec un produit d'étanchéité approprié ; les filetages secs ou contaminés nécessitent une réduction de 20-30%. Utilisez toujours une clé dynamométrique calibrée et appliquez le couple par incréments progressifs plutôt que d'un seul coup.
Calcul théorique du couple
Comprendre les principes techniques qui sous-tendent les spécifications de couple :
Équation fondamentale du couple :
Où ?
- = couple
- = coefficient de frottement (0,15-0,25 pour les filetages lubrifiés)
- = diamètre nominal
- = force de serrage
Limite de résistance au cisaillement du filetage :
Où ?
- = résistance au cisaillement de l'aluminium (~207 MPa pour le 6061-T6)
- = zone d'engagement du filetage
Application pratique :
Pour l'aluminium, limiter la force de serrage à 60-70% du maximum théorique afin de fournir une marge de sécurité pour :
- Variantes d'installation
- Imperfections du fil
- Contraintes opérationnelles
- Considérations relatives à la fatigue
Spécifications de couple recommandées
Valeurs pratiques de couple pour les raccords pneumatiques courants :
| Taille du filetage | Couple de serrage en acier | Couple de serrage des ports en aluminium | Facteur de réduction |
|---|---|---|---|
| 1/8″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (métrique) | 3-4 N·m (27-35 lb-in) | 1,5-2 N·m (13-18 lb-in) | 0.50 |
| M10 (métrique) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Remarques importantes :
- Les valeurs supposent l'utilisation d'un produit d'étanchéité pour filetage ou d'un produit anti-grippage.
- Les filetages secs nécessitent un couple inférieur de 20 à 301 TP3T.
- Les filetages endommagés ou usés nécessitent un couple inférieur de 30 à 40%.
- La première installation peut utiliser la plage supérieure ; les installations répétées doivent utiliser la plage inférieure.
Sélection et utilisation d'une clé dynamométrique
Des outils adaptés sont essentiels pour obtenir des résultats constants :
Types de clés dynamométriques :
- Type de poutre : Simple, fiable, ne nécessite aucun étalonnage, mais nécessite une observation directe.
- Type à clic : Signal sonore/tactile au couple cible, le plus courant, nécessite un étalonnage périodique
- Numérique : Précis, enregistre les données, coûteux, nécessite des piles et un étalonnage
- Préréglage : Réglé à un couple spécifique, empêche le serrage excessif, idéal pour les environnements de production
Technique appropriée :
- Sélectionnez une clé dont le couple cible se situe dans la plage moyenne 20-80% pour une précision optimale.
- Appliquez la force de manière douce et régulière, sans à-coups.
- Tirer perpendiculairement au manche de la clé
- Arrêtez immédiatement lorsque la cible est atteinte (ne “ rebondissez ” pas sur le type clic).
- Laisser la clé se réinitialiser entre chaque utilisation.
L'usine pharmaceutique d'Angela a investi $800 dans des clés dynamométriques préréglées pour leurs tailles de raccords les plus courantes. L'investissement a été amorti en 6 semaines grâce à l'élimination des filetages endommagés.
Facteurs d'ajustement
Modifier le couple de base pour des conditions spécifiques :
Réglages de l'état du fil :
- Filetages neufs et propres : utilisez le couple spécifié.
- Déjà installé (2 à 5 fois) : Réduire de 10 à 15%
- Déjà installé (5 fois ou plus) : réduire de 20-30% ou installer un insert fileté.
- Dommages visibles sur les fils : réduire de 30 à 40% ou réparer les fils.
Réglages du produit d'étanchéité/lubrifiant :
- Ruban PTFE : Utilisez le couple spécifié.
- Produit d'étanchéité liquide pour filetage : utiliser le couple spécifié.
- Composé anti-grippage : Réduire de 10 à 15% (friction réduite)
- Fils secs : réduire de 20 à 30% (friction plus élevée, risque de grippage)
Ajustements environnementaux :
- Température ambiante (20 °C) : utiliser le couple spécifié.
- Température élevée (60-80 °C) : réduire de 10-15%
- Température très élevée (>80 °C) : réduire de 20 à 25% et envisager l'utilisation d'inserts filetés.
Séquence de couple pour plusieurs ports
Lors de l'installation de plusieurs raccords, il est important de respecter l'ordre correct :
Séquence des meilleures pratiques :
- Installez tous les raccords en les serrant à la main.
- Serrez chacun à 30% de la cible dans l'ordre.
- Serrer chacun à 60% de la cible dans l'ordre
- Serrer chacun à 100% de la cible dans l'ordre
- Vérifiez le couple final sur chacun d'eux une fois tous les raccords terminés.
Cette approche progressive et séquentielle répartit la contrainte de manière uniforme et empêche toute déformation.
Quelles sont les meilleures pratiques pour prévenir les dommages causés aux filetages ?
Des stratégies de prévention complètes éliminent la plupart des défaillances des fils. 🛡️
Pour éviter d'endommager les filetages, il faut adopter une approche à plusieurs niveaux : utiliser des clés dynamométriques calibrées avec des spécifications spécifiques à l'aluminium (valeurs 40-60% de l'acier), toujours appliquer un produit d'étanchéité pour filetage ou un anti-grippage afin de réduire la friction et d'éviter le grippage, commencer tous les filetages à la main pour garantir un alignement correct avant d'utiliser des outils, installer des inserts filetés (hélicoils ou similaires) dans les ports fréquemment entretenus, inspecter les filetages avant chaque installation pour détecter tout dommage ou contamination, former tous les techniciens aux procédures spécifiques à l'aluminium et concevoir des systèmes permettant de réduire la fréquence d'entretien des ports. Chez Bepto Pneumatics, nos vérins sans tige peuvent être fournis avec des inserts filetés en acier inoxydable dans les ports critiques, offrant une résistance équivalente à celle de l'acier dans les corps en aluminium tout en conservant les avantages en termes de poids.

Solutions d'insertion de filetage
Les inserts en acier offrent une amélioration permanente de la résistance :
Inserts de type Helicoil :
- Insert en fil métallique spiralé installé dans un trou taraudé surdimensionné
- Fournit des filetages aussi résistants que l'acier dans l'aluminium
- Peut être installé dans des filetages neufs ou endommagés
- Coût : $2-8 par insert, plus frais d'installation
Inserts de douilles solides :
- Douille filetée en acier pressée ou vissée dans l'aluminium
- Résistance supérieure à celle des hélicoïdes
- Installation plus complexe
- Idéal pour les nouvelles productions, difficile à adapter aux installations existantes
Inserts Time-Sert :
- Insert à paroi solide avec dispositif de verrouillage
- Excellent pour la réparation des filetages
- Plus cher que les hélicoïdes ($8-15 par insert)
- Installation plus facile que les hélicoïdes dans certains cas
Quand utiliser des inserts :
- Ports entretenus plus de 5 fois au cours de la durée de vie du cylindre
- Applications critiques où toute défaillance est inacceptable
- Réparation de filetages endommagés
- Environnements à fortes vibrations
- Ports devant supporter des raccords ou des vannes lourds
L'usine de Robert a modernisé les inserts filetés dans 25 ports fréquemment entretenus, pour un coût de $750 (pièces et main-d'œuvre). Au cours des deux années suivantes, cela a permis d'éviter environ $15 000 dollars de dommages aux cylindres, soit un retour sur investissement de 20:1.
Sélection de produits d'étanchéité pour filetages et anti-grippants
Des lubrifiants adaptés empêchent le grippage et garantissent un couple adéquat :
| Type de produit | Avantages | Inconvénients | Meilleures applications |
|---|---|---|---|
| ruban PTFE | Peu coûteux, propre, facile à appliquer | Peut déchiqueter et contaminer, lubrification limitée | Usage général, faible fréquence d'entretien |
| Produit d'étanchéité liquide pour filetages (anaérobie) | Excellente étanchéité, empêche le desserrage | Difficile à démonter, temps de séchage nécessaire | Installations permanentes, environnements vibratoires |
| Pâte anti-grippage | Excellente prévention contre le grippage, démontage facile | Désordonné, peut contaminer le système | Ports fréquemment desservis, environnements corrosifs |
| Produit d'étanchéité pour filetages avec PTFE | Bonne étanchéité et lubrification | Plus cher | Installations de haute qualité, ports en aluminium |
Meilleures pratiques d'application :
- Appliquez le mastic uniquement sur les filetages mâles (pour l'empêcher de pénétrer dans le système).
- Utilisez 2 à 3 tours de ruban PTFE, en commençant à 2 filets de l'extrémité.
- Appliquez les produits d'étanchéité liquides avec parcimonie, car un excès peut contaminer le système.
- Assurez-vous que le produit anti-grippage ne contient pas de cuivre (qui peut provoquer une corrosion galvanique avec l'aluminium).
Normes relatives à la procédure d'installation
Des procédures standardisées garantissent des résultats cohérents :
Protocole d'installation étape par étape :
Préparation :
- Inspectez les filetages pour détecter tout dommage, contamination ou corrosion.
- Nettoyez les filetages avec un solvant si nécessaire.
- Vérifiez que le type et la taille du raccord sont corrects.
- Sélectionnez la spécification de couple appropriée.
Application du mastic :
- Appliquez le produit d'étanchéité choisi sur les filetages mâles.
- Assurez une couverture uniforme sans excès.
- Prévoir un temps de séchage si vous utilisez des mastics anaérobies.
Filetage initial :
- Démarrez les filetages à la main, jamais avec des outils.
- Assurez-vous que l'alignement est perpendiculaire.
- Le fil doit avancer sans à-coups et avec une résistance minimale.
- Si vous rencontrez une résistance, reculez et recommencez.
Application du couple :
- Sélectionnez une clé dynamométrique calibrée.
- Appliquez le couple progressivement en 2 ou 3 étapes.
- Couple final conforme aux spécifications
- Ne pas dépasser la valeur spécifiée
Vérification :
- Vérifier visuellement que le siège est correctement installé.
- Vérifier l'absence de fuites lors de la mise sous pression initiale.
- Document d'installation (couple utilisé, date, technicien)
Formation et documentation
Les facteurs humains sont essentiels à la prévention :
Exigences en matière de formation des techniciens :
- Compréhension des propriétés et des limites de l'aluminium
- Sélection et utilisation correcte d'une clé dynamométrique
- Reconnaissance des filetages croisés et des dommages aux filetages
- Sélection et application du mastic
- Dépannage des problèmes de fuite sans serrage excessif
Systèmes de documentation :
- Tableaux des spécifications de couple affichés dans les zones de travail
- Registres d'entretien enregistrant les dates d'installation et les valeurs de couple
- Suivi des cycles d'entretien sur les ports critiques
- Signalement des défaillances et analyse des causes profondes
Mesures de contrôle qualité :
- Étalonnage périodique de la clé dynamométrique (au moins une fois par an)
- Contrôles ponctuels des installations par le superviseur
- Examen des tendances en matière d'échecs
- Amélioration continue basée sur les données de terrain
Considérations relatives à la conception des nouveaux systèmes
Prévenir les problèmes grâce à une conception réfléchie :
Emplacement et accessibilité du port :
- Emplacements des ports pour une installation directe
- Évitez les emplacements nécessitant un accès en angle ou difficile.
- Prévoir un espace suffisant pour l'utilisation d'une clé dynamométrique.
- Tenir compte de la facilité d'entretien pendant la phase de conception
Sélection des raccords :
- Utilisez des raccords à connexion rapide lorsque cela est approprié (aucun filetage requis).
- Sélectionnez des raccords avec une longueur de filetage adaptée à la profondeur du port.
- Évitez les raccords surdimensionnés qui nécessitent un couple élevé.
- Envisagez l'utilisation de raccords à déconnexion rapide pour les connexions nécessitant un entretien fréquent.
Conception du système :
- Réduire au minimum le nombre de ports nécessitant un entretien régulier
- Consolider les raccordements au niveau des collecteurs plutôt qu'au niveau des orifices individuels des cylindres.
- Utilisez un montage à distance pour les pressostats et les manomètres.
- Concevoir selon la philosophie “ installer une seule fois ” dans la mesure du possible
Chez Bepto Pneumatics, nous travaillons avec nos clients dès la phase de conception afin d'optimiser la configuration des raccords, de recommander les inserts filetés adaptés aux applications à usage intensif et de fournir des spécifications d'installation détaillées. Nos vérins sans tige peuvent être personnalisés avec des raccords renforcés ou des inserts filetés en fonction des exigences de l'application.
Options de réparation pour les filetages endommagés
Lorsque la prévention échoue, plusieurs options de réparation existent :
Installation d'un insert fileté (méthode recommandée) :
- Percer les filetages endommagés pour obtenir une taille plus grande.
- Appuyez pour insérer la taille
- Installer un insert Helicoil ou Time-Sert
- Offre une résistance identique à celle d'un produit neuf, voire supérieure.
- Coût : $50-150 selon la taille et la main-d'œuvre
Coupe oversize :
- Appuyez pour passer à la taille supérieure
- Installer un raccord surdimensionné
- Simple mais limite les options futures
- Peut ne pas être possible en raison de l'épaisseur de la paroi
Réparation à l'époxy (temporaire) :
- Nettoyez soigneusement les filetages
- Appliquez de la colle époxy frein-filet.
- Installer le raccord et laisser durcir
- Assure une étanchéité temporaire mais offre une faible résistance
- Uniquement pour les applications à basse pression et non critiques
Bouchon de réparation soudé :
- Usiner la zone endommagée
- Soudure dans un bouchon fileté
- Réusinage du port
- Coûteux, mais offre une réparation permanente.
- Nécessite un soudage qualifié de l'aluminium
Remplacement :
- Parfois, l'option la plus rentable
- En particulier pour les bouteilles à bas prix ou fortement endommagées
- Possibilité de passer à un meilleur design
Conclusion
Comprendre les mécanismes de détérioration des filetages dans les ports des cylindres en aluminium et mettre en œuvre les spécifications de couple, les procédures d'installation et les mesures préventives appropriées permet d'éliminer l'une des défaillances les plus courantes et les plus frustrantes des systèmes pneumatiques. 💪
FAQ sur le défiletage des filetages en aluminium
Q : Puis-je utiliser les mêmes spécifications de couple pour l'aluminium que pour les cylindres en acier ?
Absolument pas, c'est la cause la plus fréquente de filetages en aluminium endommagés. Les raccords en aluminium nécessitent un couple de 40 à 601 TP3T, soit l'équivalent de celui utilisé pour les filetages en acier, en raison de la résistance au cisaillement nettement inférieure de l'aluminium (207 MPa contre 380 à 450 MPa pour l'acier). Par exemple, un raccord NPT de 1/4″ qui nécessite un couple de 14 à 19 N·m dans l'acier ne doit recevoir que 7 à 10 N·m dans l'aluminium. Consultez toujours les tableaux de couple spécifiques à l'aluminium et utilisez une clé dynamométrique calibrée. Chez Bepto Pneumatics, nous fournissons des spécifications de couple détaillées avec chaque cylindre afin d'éviter cette erreur courante.
Q : Combien de fois puis-je installer et retirer en toute sécurité des raccords sur des ports en aluminium ?
Les ports en aluminium standard peuvent généralement supporter 5 à 10 cycles d'installation avant que les dommages au filetage ne deviennent importants, bien que cela varie en fonction de la précision du couple, de l'état du filetage et de l'utilisation de produit d'étanchéité. Au-delà de 5 cycles, le risque augmente considérablement. Pour les ports nécessitant un entretien fréquent, installez des inserts filetés (hélicoïdes ou Time-Serts) lors de l'installation initiale ou après 3 à 5 cycles. Cela garantit une durée de vie illimitée avec une résistance équivalente à celle de l'acier. Le coût d'un insert $5-10 est négligeable par rapport au remplacement d'un cylindre endommagé.
Q : Quelle est la meilleure façon de réparer un filetage endommagé dans un orifice de cylindre en aluminium ?
L'installation d'inserts filetés (Heli-Coil ou Time-Sert) est la méthode de réparation privilégiée, car elle offre une résistance égale ou supérieure à celle des filetages d'origine. Le processus consiste à percer les filetages endommagés, à les tarauder à une taille supérieure pour l'insert et à installer l'insert en acier spiralé. Cette réparation coûte entre $50 et 150, selon la taille et la main-d'œuvre, mais elle permet de restaurer pleinement la fonctionnalité. Évitez les réparations temporaires comme l'époxy, sauf s'il s'agit d'une application non critique et à basse pression. En cas de dommages importants ou de cylindres à paroi mince où les inserts ne sont pas envisageables, le remplacement peut être plus rentable que la réparation.
Q : Pourquoi mes raccords continuent-ils à se desserrer même si je les serre correctement ?
Le desserrage des raccords malgré un couple correct résulte généralement de vibrations, de cycles thermiques ou d'un freinage inadéquat des filetages. Les solutions comprennent : l'application d'un produit d'étanchéité anaérobie pour filetages (Loctite 567 ou similaire) qui empêche le desserrage tout en maintenant l'étanchéité, l'utilisation de dispositifs de verrouillage mécaniques tels que des contre-écrous ou des fils de verrouillage pour les connexions critiques, le traitement des vibrations excessives du système à la source et la vérification que le couple est adéquat (un couple insuffisant est aussi problématique qu'un couple excessif). Vérifiez également que vous utilisez le couple de serrage correct ; certains techniciens utilisent des valeurs trop faibles par crainte de dévisser, ce qui provoque paradoxalement un desserrage et des dommages dus au frottement.
Q : Existe-t-il des alternatives aux ports filetés qui éliminent le risque de dénudage ?
Oui, il existe plusieurs alternatives pour les applications où le défiletage des filetages est un problème récurrent. Les raccords à connexion rapide éliminent complètement le filetage et sont idéaux pour les connexions fréquemment modifiées, bien qu'ils soient limités à des tailles plus petites et à des pressions plus faibles. Les raccords soudés ou brasés offrent des connexions permanentes sans risque de défiletage. Les raccords à déconnexion rapide permettent une connexion/déconnexion sans outil. Le montage sur manifold regroupe plusieurs connexions à distance du corps du vérin. Pour les nouvelles conceptions, envisagez ces alternatives ; pour les équipements existants, les inserts filetés constituent la meilleure solution de modernisation. Chez Bepto Pneumatics, nous pouvons personnaliser les vérins sans tige avec des méthodes de connexion alternatives en fonction des besoins spécifiques de votre application.
-
Découvrez les données techniques relatives aux propriétés de résistance au cisaillement des alliages d'aluminium par rapport à l'acier au carbone. ↩
-
Découvrez le module d'élasticité et son influence sur la rigidité de l'aluminium dans les applications mécaniques. ↩
-
Comprendre les mécanismes du grippage et comment il entraîne des dommages superficiels dans les raccords filetés. ↩
-
Examinez un tableau comparatif des coefficients de dilatation thermique entre différents métaux industriels. ↩
-
Étudiez la série galvanique pour comprendre comment des métaux différents interagissent dans des environnements corrosifs. ↩
