

Ви встановлюєте фітинг у отвір алюмінієвого циліндра, коли раптом відчуваєте, що гайковий ключ зісковзує — різьба зірвалася. 😱 Тепер ви стикаєтеся з пошкодженим циліндром, потенційним простоєм і складним рішенням: спробувати відремонтувати або замінити весь блок. Зривання різьби в алюмінієвих портах — одна з найбільш прикрих і запобіжних несправностей у пневматичних системах, проте вона трапляється щодня на підприємствах по всьому світу, часто через просте нерозуміння властивостей алюмінію та правильних технік монтажу.
Зривання різьби в отворах алюмінієвого циліндра відбувається, коли міцність на зсув1 м'якших алюмінієвих різьблень перевищується моментом затягування під час монтажу або експлуатаційними навантаженнями, як правило, на 60-80% від моменту, необхідного для зняття сталевих різьблень того ж розміру. Нижча міцність алюмінію на зсув (90-150 МПа проти 400-500 МПа для сталі) робить його особливо вразливим до надмірного затягування, пошкодження різьблення та втоми від повторюваних циклів монтажу. Для запобігання цьому необхідно використовувати відповідні характеристики крутного моменту (зазвичай 40-60% від значень для сталі), довжину зачеплення різьби, що становить не менше 1,5 діаметра болта, герметики для різьби, що зменшують тертя, та сталеві різьбові вставки для портів, що часто обслуговуються.
Я ніколи не забуду дзвінок від Роберта, техніка з обслуговування на заводі з переробки харчових продуктів у Вісконсині. Він щойно зірвав різьбу на порті безштокного циліндра $2,400 під час встановлення простого манометра — фітинг $15 пошкодив компонент $2,400, оскільки він застосував той самий крутний момент, який завжди використовував для сталевих циліндрів. Коли я прибув, щоб оцінити збитки, я виявив, що він фактично зірвав різьбу на трьох циліндрах того тижня, використовуючи “відчуття”, а не динамометричний ключ. Його доброзичливий, але необізнаний підхід коштував його компанії понад $7 000 у вигляді пошкодженого обладнання, не враховуючи простої у виробництві.
Зміст
- Чому алюмінієві різьби більш схильні до зриву, ніж сталеві?
- Які сили та умови спричиняють зривання різьби в отворах циліндрів?
- Як розрахувати безпечні значення крутного моменту для алюмінієвих портів?
- Які найкращі методи запобігання пошкодженню різьби?
Чому алюмінієві різьби більш схильні до зриву, ніж сталеві?
Розуміння властивостей матеріалу пояснює вразливість алюмінію. 🔬
Алюмінієві сплави, що використовуються в пневматичних циліндрах (зазвичай 6061-T6 або 6063-T5), мають міцність на зсув 90-150 МПа в порівнянні з 400-500 МПа у сталі, що робить алюмінієві різьби в 3-4 рази слабкішими за однакових умов навантаження. Крім того, нижча модуль пружності2 (69 ГПа проти 200 ГПа для сталі) означає, що різьба легше деформується під навантаженням, а алюміній має тенденцію до жовч3 (холодне зварювання) зі сталевими кріпленнями створює тертя, яке під час монтажу може перевищувати міцність різьби на зсув. Площа зчеплення різьби в алюмінії повинна бути в 1,5–2 рази більшою, ніж у сталі, щоб досягти еквівалентної міцності, проте стандартна глибина отворів часто забезпечує мінімальне зчеплення.

Порівняння властивостей матеріалів
Фундаментальні відмінності між алюмінієм і сталлю пояснюють поведінку різьби:
| Власність | Алюміній 6061-T6 | Сталь (середньовуглецева) | Співвідношення (алюміній/сталь) |
|---|---|---|---|
| Міцність на розрив | 310 МПа (45 ксі) | 550–650 МПа (80–95 ксі) | 0.48-0.56 |
| Міцність на зсув | 207 МПа (30 ксі) | 380–450 МПа (55–65 ксі) | 0.46-0.55 |
| Модуль пружності | 69 ГПа (10 Мсі) | 200 ГПа (29 Мсі) | 0.35 |
| Твердість | 95 HB | 150-200 HB | 0.48-0.63 |
| Коефіцієнт теплового розширення4 | 23,6 мкм/м·°C | 11,7 мкм/м·°C | 2.0 |
Основи міцності на зсув різьби
Пошкодження різьби відбувається, коли зсувне напруження перевищує міцність матеріалу:
Зсувне напруження в різьбі:
Навантаження розподіляється по всій площі зачеплення різьби. Для різьбового з'єднання:
-
- = номінальний діаметр
- = крок різьби
- = тривалість заручин
- = кількість задіяних потоків
Критичний погляд:
Оскільки міцність алюмінію на зсув становить ~45% міцності сталі, алюмінієвий різьбовий порт потребує приблизно в 2,2 рази більшої довжини зчеплення, щоб відповідати міцності сталі. Стандартна глибина портів часто забезпечує лише 1,0-1,5-кратне зчеплення діаметра, що є недостатнім для багаторазового використання.
Ефекти роздирання та тертя
Контакт алюмінію зі сталлю створює унікальні виклики:
Механізм подразнення:
- Алюміній і сталь мають спорідненість один до одного в точках контакту
- Високий тиск і ковзання викликають мікрозварювання (холодне зварювання)
- Зварні точки відриваються, створюючи шорсткі поверхні
- Шорсткість збільшує тертя і вимоги до крутного моменту
- Збільшення крутного моменту призводить до зриву різьби
Вплив коефіцієнта тертя:
- Сухі алюмінієво-сталеві різьби: μ = 0,4-0,6
- Змащений алюміній-сталь: μ = 0,15-0,25
- Сталь-сталь (порівняння): μ = 0,15-0,20
Більше тертя в алюмінії означає, що більша частина прикладеного крутного моменту йде на подолання тертя, а не на створення сили затиску, що збільшує ймовірність перевищення крутного моменту.
Втома та повторна установка
Алюмінієві різьби швидше зношуються при багаторазовому використанні:
Залежне від циклу руйнування:
- Перша установка: різьба відповідає, незначна деформація
- 2-5 циклів: відбувається деформаційне зміцнення, але також накопичуються незначні пошкодження
- 5-10 циклів: Видиме зношення різьби, знижена здатність затиску
- 10+ циклів: значні пошкодження, високий ризик відшарування
Я працював з Анджелою, керівником відділу технічного обслуговування на фармацевтичному пакувальному підприємстві в Нью-Джерсі, чия команда щокварталу обслуговувала циліндричні порти. Через 2 роки (8 циклів установки) кілька алюмінієвих портів вийшли з ладу. Ми встановили вставки Helicoil у портах з високим рівнем навантаження, що повністю вирішило проблему.
Температурні ефекти
Різниця в тепловому розширенні створює додаткове навантаження:
Невідповідність теплового розширення:
- Алюміній розширюється в 2 рази швидше, ніж сталь
- У нагрітих системах (40-80 °C) алюмінієвий порт розширюється більше, ніж сталевий фітинг.
- Охолодження створює додаткову силу затиску
- Термічні цикли можуть ослабити або надмірно напружити різьблення
Температурно-залежна міцність:
- Алюміній втрачає міцність при підвищених температурах
- При температурі 150 °C 6061-T6 зберігає лише ~70% міцності при кімнатній температурі.
- Сталь краще зберігає міцність при підвищених температурах
Які сили та умови спричиняють зривання різьби в отворах циліндрів?
Виявлення механізмів відмови дозволяє вжити цілеспрямованих заходів для їх запобігання. ⚠️
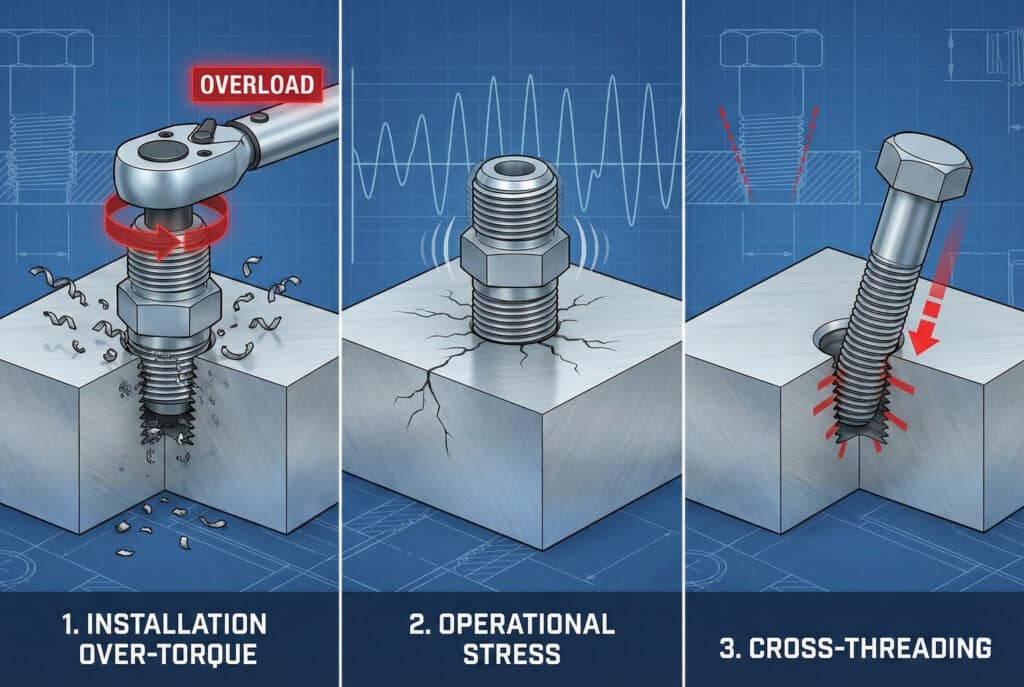
Зривання різьби відбувається за трьома основними механізмами: надмірний крутний момент при монтажі (застосування надмірного крутного моменту під час монтажу фітинга, як правило, >50% вище специфікації), експлуатаційне навантаження (вібрація, пульсація тиску та термічні цикли, що створюють втому), а також перехресне нарізання різьби або неправильне вирівнювання (неправильний початок нарізання різьби, що спричиняє локальну концентрацію напруги, яка призводить до руйнування). До факторів, що сприяють цьому, належать: недостатнє зчеплення різьби (отвори занадто неглибокі для розміру фітинга), забруднення (бруд або сміття, що заважають правильному з'єднанню різьби)., гальванічна корозія5 між різнорідними металами та повторюваними циклами монтажу (кумулятивні пошкодження від багаторазового використання). Найпоширенішою причиною є просто використання значень крутного моменту, призначених для сталі, на алюмінієвих компонентах.
Перевантаження при монтажі
Надмірний момент затягування є основною причиною негайної несправності:
Залежність крутного моменту від руйнування:
Для заданого розміру різьби існує передбачувана залежність між прикладеним крутним моментом і руйнуванням різьби:
- Сталеві внутрішні різьби: Зазвичай знімайте при 150-200% рекомендованого крутного моменту
- Алюмінієві внутрішні різьби: Смуга при 120-150% рекомендованого крутного моменту
- Запас міцності: Набагато менший розмір алюмінію, менше місця для помилок
Типові ситуації перевищення крутного моменту:
- Використання “відчуття” замість динамометричного ключа: Досвідчені технічні фахівці часто перевищують момент затягування алюмінію в 2-3 рази.
- Використання технічних характеристик сталевого крутного моменту: Застосування сталевих значень до алюмінію призводить до негайного пошкодження
- Ударні гайкові ключі: Неможливо контролювати крутний момент, майже завжди перевищує крутний момент алюмінію
- Спроба зупинити витоки: Надмірне затягування, коли проблему можна вирішити за допомогою відповідного герметика
Завод з переробки харчових продуктів Роберта був винен у всіх чотирьох випадках. Після навчання та впровадження динамометричних ключів із специфікаціями для алюмінію, вони пропрацювали 18 місяців без жодного пошкодженого порту.
Недостатнє зачеплення різьби
Недостатня довжина кріплення є вразливістю, пов'язаною з конструкцією:
Мінімальні вимоги до залучення:
- Сталь до сталі: Мінімальний діаметр болта 1,0x
- Сталь в алюмінії: Рекомендований діаметр болта 1,5-2,0x
- Часто обслуговувані порти: Діаметр 2,0x або використовуйте різьбові вставки
Приклад розрахунку:
Для фітинга 1/4″ NPT (номінальний діаметр ~13 мм):
- Мінімальне зачеплення в алюмінії: 19,5-26 мм
- Стандартна глибина порту: часто лише 12-15 мм
- Результат: Недостатня міцність, високий ризик відшарування
Обмеження глибини порту:
Товщина стінок циліндра часто обмежує можливу глибину отвору, особливо в циліндрах з малим діаметром. Ось чому різьбові вставки є особливо цінними — вони забезпечують повну міцність у неглибоких отворах.
Перехресне нарізання різьби та неправильне вирівнювання
Неправильне запускання потоків призводить до концентрації навантаження:
Механіка перехресного нарізання різьби:
- Монтаж починається під неправильним кутом
- Перші кілька ниток несуть весь навантаження
- Локальний стрес перевищує міцність на зсув
- Різьба поступово знімається в міру просування фітинга
Ознаки небезпеки:
- Незвичайний опір при запуску різьби
- Монтаж не проходить гладко
- Раптове збільшення крутного моменту
- Видиме зміщення
Профілактика:
- Запускайте нитки вручну, ніколи за допомогою інструментів
- Переконайтеся, що фітинг розташований перпендикулярно до порту
- Перед застосуванням крутного моменту переконайтеся, що зчеплення працює плавно.
- Використовуйте інструменти для вирівнювання різьби для важкодоступних портів
Вібрація та втома від навантаження
Експлуатаційні навантаження поступово послаблюють різьблення:
Вібраційні ефекти:
- Мікрорухи між фітингом і портом
- Знос від тертя в точках контакту різьби
- Поступове послаблення зменшує силу затиску
- Зменшене затискання забезпечує більшу рухливість, прискорюючи знос
Пульсація тиску:
- Швидкі зміни тиску створюють циклічне навантаження
- Низька втомна міцність алюмінію робить його вразливим
- Тисячі циклів можуть спричинити утворення тріщин
- Тріщини поширюються, поки нитки не розриваються
Фактори, що впливають на термін служби:
| Умова | Відносна втома матеріалу | Режим відмови |
|---|---|---|
| Правильний крутний момент, фіксатор різьби | 1.0 (базова лінія) | Поступовий знос після мільйонів циклів |
| Правильний крутний момент, без фіксатора різьби | 0.3-0.5 | Розхитування та зношування |
| Надмірний крутний момент, фіксатор різьби | 0.2-0.4 | Концентрація напружень, виникнення тріщин |
| Недостатній крутний момент | 0.1-0.3 | Швидке розхитування та зношування |
Корозія та гальванічні ефекти
Контакт різних металів призводить до електрохімічного руйнування:
Гальванічна корозія:
- Алюміній (анод) і сталь (катод) утворюють гальванічний елемент
- Волога забезпечує електроліт
- Алюміній піддається корозії переважно
- Продукти корозії розширюються, створюючи напругу
- Нитка слабшає і зрештою рветься
Фактори тяжкості:
- Вплив вологи: Зовнішнє середовище або вологі умови прискорюють корозію.
- Поєднання різних металів: нержавіюча сталь менш проблематична, ніж вуглецева сталь
- Відсутність захисту: відсутність герметика або антизадирної суміші призводить до проникнення вологи
Профілактика:
- Використовуйте антизадирні суміші з інгібіторами корозії
- Нанесіть герметик для різьблення, який захищає від вологи.
- Розгляньте можливість використання фітингів з нержавіючої сталі замість вуглецевої сталі.
- Використовуйте діелектричні бар'єри в суворих умовах
Як розрахувати безпечні значення крутного моменту для алюмінієвих портів?
Правильні характеристики крутного моменту запобігають більшості випадків пошкодження різьби. 📐
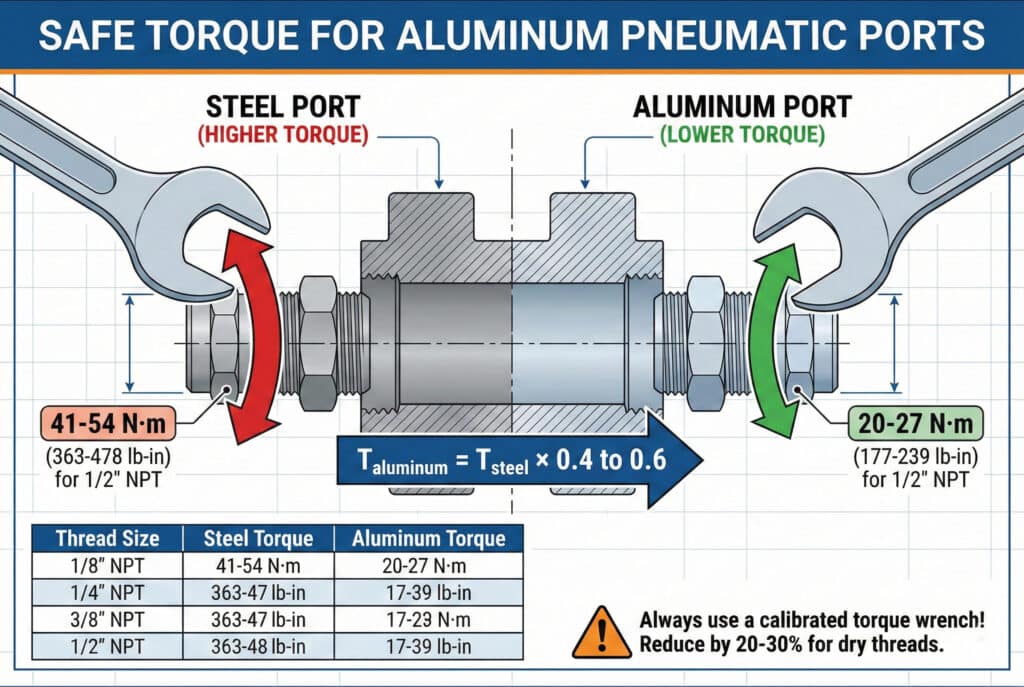
Безпечний крутний момент для алюмінієвих портів розраховується за формулою: T_алюміній = T_сталь × 0,4–0,6, де коефіцієнт зменшення враховує нижчу міцність алюмінію на зсув і вищий коефіцієнт тертя. Для звичайних пневматичних фітингів це означає: 1/8″ NPT = 3-5 Н·м (27-44 фунт-дюйм), 1/4″ NPT = 7-10 Н·м (62-88 фунт-дюйм), 3/8″ NPT = 12-17 Н·м (106-150 фунт-дюймів) і 1/2″ NPT = 20-27 Н·м (177-239 фунт-дюймів). Ці значення передбачають чисті різьби з належним ущільнювачем різьби; сухі або забруднені різьби вимагають зменшення на 20-30%. Завжди використовуйте калібрований динамометричний ключ і застосовуйте крутний момент поступово, а не одним рухом.
Теоретичний розрахунок крутного моменту
Розуміння інженерних основ технічних характеристик крутного моменту:
Основне рівняння крутного моменту:
Де:
- = крутний момент
- = коефіцієнт тертя (0,15-0,25 для змащених різьблень)
- = номінальний діаметр
- = сила затиску
Межа міцності на зсув нитки:
Де:
- = міцність алюмінію на зсув (~207 МПа для 6061-T6)
- = зона зчеплення різьби
Практичне застосування:
Для алюмінію обмежте силу затиску до 60-70% від теоретичного максимуму, щоб забезпечити запас міцності для:
- Варіанти установки
- Недоліки різьби
- Експлуатаційні навантаження
- Роздуми про втому
Рекомендовані характеристики крутного моменту
Практичні значення крутного моменту для поширених пневматичних фітингів:
| Розмір різьби | Сталевий порт крутного моменту | Алюмінієвий порт крутного моменту | Коефіцієнт зменшення |
|---|---|---|---|
| 1/8″ NPT | 7-10 Н·м (62-88 фунт-дюйм) | 3-5 Н·м (27-44 фунт-дюйм) | 0.43-0.50 |
| 1/4″ NPT | 14-19 Н·м (124-168 фунт-дюйм) | 7-10 Н·м (62-88 фунт-дюйм) | 0.50-0.53 |
| 3/8″ NPT | 25-34 Н·м (221-301 фунт-дюйм) | 12-17 Н·м (106-150 фунт-дюйм) | 0.48-0.50 |
| 1/2″ NPT | 41-54 Н·м (363-478 фунт-дюйм) | 20-27 Н·м (177-239 фунт-дюйм) | 0.49-0.50 |
| М5 (метрична) | 3-4 Н·м (27-35 фунт-дюйм) | 1,5–2 Н·м (13–18 фунт-дюймів) | 0.50 |
| M10 (метричний) | 15-20 Н·м (133-177 фунт-дюйм) | 7-10 Н·м (62-88 фунт-дюйм) | 0.47-0.50 |
Важливі зауваження:
- Значення припускають використання герметика для різьблення або антизадирної суміші.
- Сухі нитки вимагають на 20-30% меншого крутного моменту
- Пошкоджені або зношені різьби вимагають зниження крутного моменту на 30-40%.
- При першій установці можна використовувати верхній діапазон; при повторних установках слід використовувати нижній діапазон.
Вибір та використання динамометричного ключа
Для отримання стабільних результатів необхідні відповідні інструменти:
Типи динамометричних ключів:
- Тип балки: Простий, надійний, не потребує калібрування, але вимагає прямого перегляду
- Тип клацання: Звуковий/тактильний сигнал при досягненні цільового крутного моменту, найпоширеніший, вимагає періодичної калібрування
- Цифровий: Точний, записує дані, дорогий, потребує батарейок та калібрування
- Пресет: Налаштований на певний крутний момент, запобігає перевищенню крутного моменту, ідеально підходить для виробничих умов
Правильна техніка:
- Виберіть гайковий ключ з цільовим моментом в середині діапазону 20-80% для найкращої точності.
- Прикладайте силу плавно і рівномірно, не ривками
- Потягніть перпендикулярно до ручки гайкового ключа
- Негайно зупиніться, коли буде досягнута ціль (не “відскакуйте” при натисканні кнопки).
- Дозвольте гайковому ключу перезапуститися між застосуваннями
Фармацевтичне підприємство Анжели інвестувало $800 у гайкові ключі з попередньо встановленим моментом для найпоширеніших розмірів фітингів. Інвестиція окупилася за 6 тижнів завдяки усуненню зриву різьби.
Коефіцієнти коригування
Змінити базовий крутний момент для конкретних умов:
Регулювання стану різьби:
- Нові, чисті різьби: використовуйте вказаний крутний момент
- Раніше встановлено (2-5 разів): Зменшити на 10-15%
- Раніше встановлено (5+ разів): Зменшити на 20-30% або встановити різьбову вставку
- Видиме пошкодження різьби: зменшіть на 30-40% або відремонтуйте різьбу
Регулювання герметика/змащувача:
- ПТФЕ-стрічка: використовуйте вказаний крутний момент
- Рідкий герметик для різьблення: використовуйте зазначений момент затягування
- Антизадирна суміш: Зменшення на 10-15% (зниження тертя)
- Сухі нитки: Зменшити на 20-30% (вище тертя, ризик зношування)
Екологічні коригування:
- Кімнатна температура (20 °C): використовуйте зазначений крутний момент
- Підвищена температура (60-80 °C): Зменшити на 10-15%
- Дуже висока температура (>80 °C): Зменшіть на 20-25% і розгляньте можливість використання різьбових вставок.
Послідовність крутного моменту для декількох портів
При встановленні декількох фітингів важлива правильна послідовність:
Послідовність найкращих практик:
- Встановіть всі фітинги, затягнувши їх вручну.
- Послідовно затягніть кожен до 30% від заданого значення
- Послідовно затягніть кожен до 60% від заданого значення
- Послідовно затягніть кожен до 100% від заданого значення
- Перевірте кінцевий крутний момент на кожному з них після завершення всіх операцій.
Цей поступовий, послідовний підхід рівномірно розподіляє навантаження і запобігає деформації.
Які найкращі методи запобігання пошкодженню різьби?
Комплексні стратегії профілактики дозволяють усунути більшість несправностей ниток. 🛡️
Для запобігання пошкодженню різьби необхідний багаторівневий підхід: використовуйте калібровані динамометричні ключі з характеристиками, специфічними для алюмінію (40-60% сталевих значень), завжди наносьте герметик для різьби або антизадирний засіб, щоб зменшити тертя і запобігти задиркам, починайте закручувати всі різьби вручну, щоб забезпечити правильне вирівнювання перед застосуванням інструментів, встановлюйте різьбові вставки (гелікоіли або подібні) в часто обслуговуваних отворах, перевіряйте різьби перед кожною установкою на наявність пошкоджень або забруднень, навчайте всіх техніків процедурам, специфічним для алюмінію, і проектуйте системи так, щоб мінімізувати частоту обслуговування отворів. У компанії Bepto Pneumatics наші безштокні циліндри можуть поставлятися з різьбовими вставками з нержавіючої сталі в критичних портах, що забезпечує міцність, еквівалентну міцності сталі, в алюмінієвих корпусах, зберігаючи при цьому переваги ваги.

Рішення для вставних різьбових з'єднань
Сталеві вставки забезпечують постійне підвищення міцності:
Вставки типу Helicoil:
- Вставлений спіральний дріт, встановлений у збільшеному отворі з різьбою
- Забезпечує міцність різьби в алюмінії, як у сталі
- Може встановлюватися на нові або пошкоджені різьби
- Вартість: $2-8 за вставку плюс вартість монтажу
Тверді вставки втулок:
- Сталева втулка з різьбою, впресована або вкручена в алюміній
- Вища міцність, ніж у гвинтових вставках
- Більш складна установка
- Найкраще підходить для нового виробництва, важко модернізувати
Вставки Time-Sert:
- Тверда вставка для стіни з функцією блокування
- Відмінно підходить для ремонту різьби
- Дорожче, ніж гелікоіли ($8-15 за вставку)
- У деяких випадках простіша установка, ніж у випадку з гелікоілами
Коли використовувати вставки:
- Порти обслуговувалися більше 5 разів протягом терміну експлуатації циліндра
- Критичні застосування, де відмова є неприпустимою
- Ремонт зірваних різьблень
- Середовища з високим рівнем вібрації
- Порти, які повинні витримувати велике навантаження або клапани
Підприємство Роберта модернізувало різьбові вставки в 25 часто обслуговуваних портах вартістю $750 (деталі та робота). Протягом наступних 2 років це дозволило запобігти пошкодженню циліндрів на суму близько $15 000, що дало рентабельність інвестицій 20:1.
Вибір герметика для різьблення та антизадирної суміші
Правильні мастильні матеріали запобігають зношуванню і забезпечують належний крутний момент:
| Тип продукту | Переваги | Недоліки | Найкращі програми |
|---|---|---|---|
| ПТФЕ-стрічка | Недорогий, чистий, простий у застосуванні | Може подрібнювати та забруднювати, обмежене змащення | Загального призначення, низька частота обслуговування |
| Рідкий герметик для різьблень (анаеробний) | Відмінне ущільнення, запобігає розхитуванню | Складно розбирати, потрібен час для затвердіння | Постійні установки, вібраційні середовища |
| Антизадирна паста | Відмінний захист від зносу, легкий демонтаж | Брудний, може забруднити систему | Порти, що часто обслуговуються, корозійні середовища |
| Герметик для різьблень з PTFE | Хороша герметизація та змащення | Дорожчий | Високоякісні установки, алюмінієві порти |
Кращі практики застосування:
- Нанесіть герметик тільки на зовнішню різьбу (щоб він не потрапив у систему).
- Використовуйте 2-3 оберти стрічки PTFE, починаючи з 2 ниток від кінця.
- Наносьте рідкі герметики економно — надлишок забруднює систему.
- Переконайтеся, що антизадирний засіб не містить міді (може спричинити гальванічну корозію алюмінію).
Стандарти процедури встановлення
Стандартизовані процедури забезпечують стабільні результати:
Покроковий протокол установки:
Підготовка:
- Перевірте різьбу на наявність пошкоджень, забруднень або корозії.
- При необхідності очистіть різьбу розчинником.
- Перевірте правильність типу та розміру кріплення
- Виберіть відповідні характеристики крутного моменту
Нанесення герметика:
- Нанесіть обраний герметик на зовнішню різьбу
- Забезпечте рівномірне покриття без надлишків
- При використанні анаеробних герметиків дозвольте час для затвердіння.
Початкове нарізання різьби:
- Запускайте нитки вручну, ніколи за допомогою інструментів
- Забезпечте перпендикулярне вирівнювання
- Нитка повинна просуватися плавно з мінімальним опором
- Якщо відчувається опір, відступіть і почніть знову
Застосування крутного моменту:
- Виберіть калібрований динамометричний ключ
- Застосовуйте крутний момент поступово, у 2-3 етапи.
- Кінцевий крутний момент відповідно до технічних характеристик
- Не перевищуйте зазначене значення
Перевірка:
- Візуально перевірте правильність установки
- Перевірте на наявність витоків під час початкового підвищення тиску
- Документ про встановлення (використаний крутний момент, дата, технічний спеціаліст)
Навчання та документація
Людські фактори мають вирішальне значення для профілактики:
Вимоги до підготовки технічних фахівців:
- Розуміння властивостей та обмежень алюмінію
- Вибір динамометричного ключа та його правильне використання
- Виявлення перехресного нарізання різьби та пошкодження різьби
- Вибір та застосування герметика
- Усунення проблем з витоками без надмірного затягування
Системи документації:
- Таблиці технічних характеристик крутного моменту, розміщені в робочих зонах
- Журнали обслуговування, в яких фіксуються дати встановлення та значення крутного моменту
- Відстеження циклів обслуговування на критичних портах
- Звітність про несправності та аналіз першопричин
Заходи контролю якості:
- Періодична калібрування динамометричного ключа (мінімум раз на рік)
- Випадкові перевірки установок супервізором
- Огляд тенденцій невдач
- Постійне вдосконалення на основі даних, отриманих у польових умовах
Розробка нових систем
Запобігайте проблемам завдяки продуманому дизайну:
Розташування та доступність порту:
- Розташування портів для прямого монтажу
- Уникайте місць, що вимагають кутового або складного доступу
- Забезпечте простір для використання динамометричного ключа
- Враховуйте експлуатаційну придатність на етапі проектування
Вибір фітингів:
- Використовуйте фітинги типу «натисни та з'єднай» там, де це доречно (не потрібно нарізати різьбу)
- Виберіть фітинги з відповідною довжиною різьби для глибини отвору
- Уникайте використання занадто великих фітингів, які вимагають високого крутного моменту.
- Розгляньте можливість використання швидкороз'ємних муфт для часто обслуговуваних з'єднань.
Системний дизайн:
- Мінімізуйте кількість портів, що потребують регулярного обслуговування
- Закріпіть з'єднання на колекторах, а не на окремих отворах балонів.
- Використовуйте дистанційне кріплення для реле тиску та манометрів
- Проектування з урахуванням філософії “встановити один раз”, де це можливо
У компанії Bepto Pneumatics ми співпрацюємо з клієнтами на етапі проектування, щоб оптимізувати конфігурації портів, рекомендувати відповідні різьбові вставки для застосувань з високими експлуатаційними вимогами та надавати детальні технічні характеристики монтажу. Наші безштокні циліндри можна налаштувати за допомогою посилених портів або різьбових вставок відповідно до вимог застосування.
Варіанти ремонту зірваних різьблень
Коли профілактика не допомагає, існує кілька варіантів відновлення:
Встановлення різьбової вставки (рекомендовано):
- Висвердліть пошкоджені різьби до більшого розміру
- Натисніть, щоб ввести розмір
- Встановіть вставку Helicoil або Time-Sert
- Забезпечує міцність, як у нового виробу, або навіть кращу
- Вартість: $50-150 залежно від розміру та обсягу робіт
Завеликий розмір:
- Натисніть, щоб перейти до наступного більшого розміру
- Встановити збільшену арматуру
- Простий, але обмежує майбутні можливості
- Може бути неможливо через товщину стінки
Епоксидний ремонт (тимчасовий):
- Ретельно очистіть різьблення
- Нанесіть епоксидну смолу для фіксації різьби
- Встановіть фітинг і дайте йому затвердіти
- Забезпечує тимчасове ущільнення, але має низьку міцність
- Тільки для низького тиску, некритичних застосувань
Зварна ремонтна заглушка:
- Обробіть пошкоджену ділянку
- Зварювальний різьбовий заглушок
- Порт для повторної обробки
- Дорогий, але забезпечує постійний ремонт
- Вимагає кваліфікованого зварювання алюмінію
Заміна:
- Іноді найбільш економічно вигідний варіант
- Особливо для недорогих балонів або значних пошкоджень
- Можливість переходу на кращий дизайн
Висновок
Розуміння механізму зриву різьби в алюмінієвих циліндрових отворах, а також дотримання відповідних вимог до крутного моменту, процедур монтажу та профілактичних заходів дозволяє усунути одну з найпоширеніших і найнеприємніших несправностей пневматичної системи. 💪
Часті питання про зняття алюмінієвої різьби
Питання: Чи можна використовувати ті самі характеристики крутного моменту для алюмінієвих балонів, що і для сталевих?
Абсолютно ні — це найпоширеніша причина зриву алюмінієвих різьблень. Алюмінієві порти вимагають 40-60% крутного моменту, що використовується для еквівалентних сталевих різьблень, через значно нижчу міцність алюмінію на зсув (207 МПа проти 380-450 МПа для сталі). Наприклад, фітинг 1/4″ NPT, який вимагає 14-19 Н·м для сталі, повинен отримувати лише 7-10 Н·м для алюмінію. Завжди звертайтеся до таблиць крутного моменту для алюмінію та використовуйте калібрований динамометричний ключ. У Bepto Pneumatics ми надаємо детальні специфікації крутного моменту для кожного циліндра, щоб запобігти цій поширеній помилці.
Питання: Скільки разів можна безпечно встановлювати та знімати фітинги з алюмінієвих портів?
Стандартні алюмінієві порти зазвичай витримують 5-10 циклів установки, перш ніж пошкодження різьби стане значним, хоча це залежить від точності крутного моменту, стану різьби та використання герметика. Після 5 циклів ризик значно зростає. Для портів, що вимагають частого обслуговування, встановіть різьбові вставки (гелікоіли або Time-Serts) під час первинної установки або після 3-5 циклів — це забезпечить необмежений термін служби з міцністю, еквівалентною міцності сталі. Вартість вставки $5-10 є незначною порівняно з заміною пошкодженого циліндра.
Питання: Який найкращий спосіб виправити зірвану різьбу в алюмінієвому циліндрі?
Встановлення різьбової вставки (helicoil або Time-Sert) є найкращим методом ремонту, що забезпечує міцність, рівну або перевищуючу міцність оригінальної різьби. Процес включає висвердлювання пошкодженої різьби, нарізування різьби більшого розміру для вставки та встановлення спіральної сталевої вставки. Цей ремонт коштує $50-150 залежно від розміру та обсягу робіт, але відновлює повну функціональність. Уникайте тимчасових ремонтів, таких як епоксидна смола, якщо це не є критичним застосуванням з низьким тиском. У разі значних пошкоджень або тонкостінних циліндрів, де вставки не є можливими, заміна може бути більш економічно вигідною, ніж ремонт.
Питання: Чому мої фітинги продовжують розкручуватися, навіть якщо я затягую їх належним чином?
Розхитування кріплення, незважаючи на правильний момент затягування, зазвичай є наслідком вібрації, термічних циклів або недостатнього закріплення різьби. Рішення включають: нанесення анаеробного герметика для різьби (Loctite 567 або подібного), який запобігає розхитуванню, зберігаючи герметичність; використання механічних закріплювальних пристроїв, таких як контргайки або фіксувальний дріт для критичних з'єднань; усунення надмірної вібрації системи у джерелі; забезпечення достатнього моменту затягування — недостатній момент затягування є такою ж проблемою, як і надмірний. Також переконайтеся, що ви використовуєте правильні значення моменту затягування; деякі технічні фахівці використовують занадто низькі значення, побоюючись зриву різьби, що, як не парадоксально, призводить до розхитування і пошкодження від тертя.
Питання: Чи існують альтернативи різьбовим портам, які усувають ризик зриву?
Так, існує кілька альтернатив для застосувань, де зривання різьби є постійною проблемою. Фітинги типу «push-to-connect» повністю виключають різьблення і ідеально підходять для часто змінюваних з'єднань, хоча вони обмежені меншими розмірами і нижчим тиском. Зварні або паяні фітинги забезпечують постійні з'єднання без ризику зривання різьби. Швидкороз'ємні муфти дозволяють підключати/відключати без використання інструментів. Монтаж на колекторі об'єднує кілька з'єднань подалі від корпусу циліндра. Для нових конструкцій розгляньте ці альтернативи; для існуючого обладнання найкращим рішенням для модернізації є різьбові вставки. У Bepto Pneumatics ми можемо налаштувати безштокні циліндри з альтернативними методами з'єднання відповідно до ваших конкретних потреб.
-
Ознайомтеся з технічними даними про міцність на зсув алюмінієвих сплавів у порівнянні з вуглецевою сталлю. ↩
-
Дізнайтеся про модуль пружності та його вплив на жорсткість алюмінію в механічних застосуваннях. ↩
-
Зрозумійте механізм задирки та як вона призводить до пошкодження поверхні в різьбових з'єднаннях. ↩
-
Вивчіть порівняльну таблицю коефіцієнтів теплового розширення різних промислових металів. ↩
-
Вивчіть гальванічний ряд, щоб зрозуміти, як різні метали взаємодіють у корозійних середовищах. ↩
