

您的真空處理系統是否正在浪費能源並經歷性能不可靠的問題?許多製造商因為真空發生器選擇不當,而面臨空氣消耗過多、循環時間緩慢、零件掉落等問題。選擇正確的真空技術可以立即解決這些昂貴的問題。
理想 真空發生器1 應符合您的應用對真空度、流量和能源效率的特定要求。選擇時需要瞭解吸力和氣流之間的關係,考慮多級噴射器設計以節省能源,並評估真空保持的穩定性以確保可靠的操作。
我記得去年曾造訪瑞士的一家包裝廠,由於發生器選擇不當,他們每週都要更換真空杯。在分析了他們的應用,並採用適當尺寸的真空發生器之後,他們減少了 65% 的耗氣量,並完全消除了產品掉落的問題。讓我分享一下我在氣動產業多年來的心得。
目錄
- 瞭解真空力-流量關係曲線
- 節能多級噴射器解決方案
- 如何測試並確保真空穩定性
真空力與流速的關係如何影響您的應用?
了解真空力和流量之間的關係,對於選擇能針對您的特定應用提供最佳效能的真空發生器是非常重要的。
的 真空力-流量曲線2 說明吸力如何隨著氣流速率而改變。隨著真空度的增加,可用流量通常會降低。理想的操作點可平衡足夠的真空力以確保抓取安全,以及足夠的流量以快速排空系統。
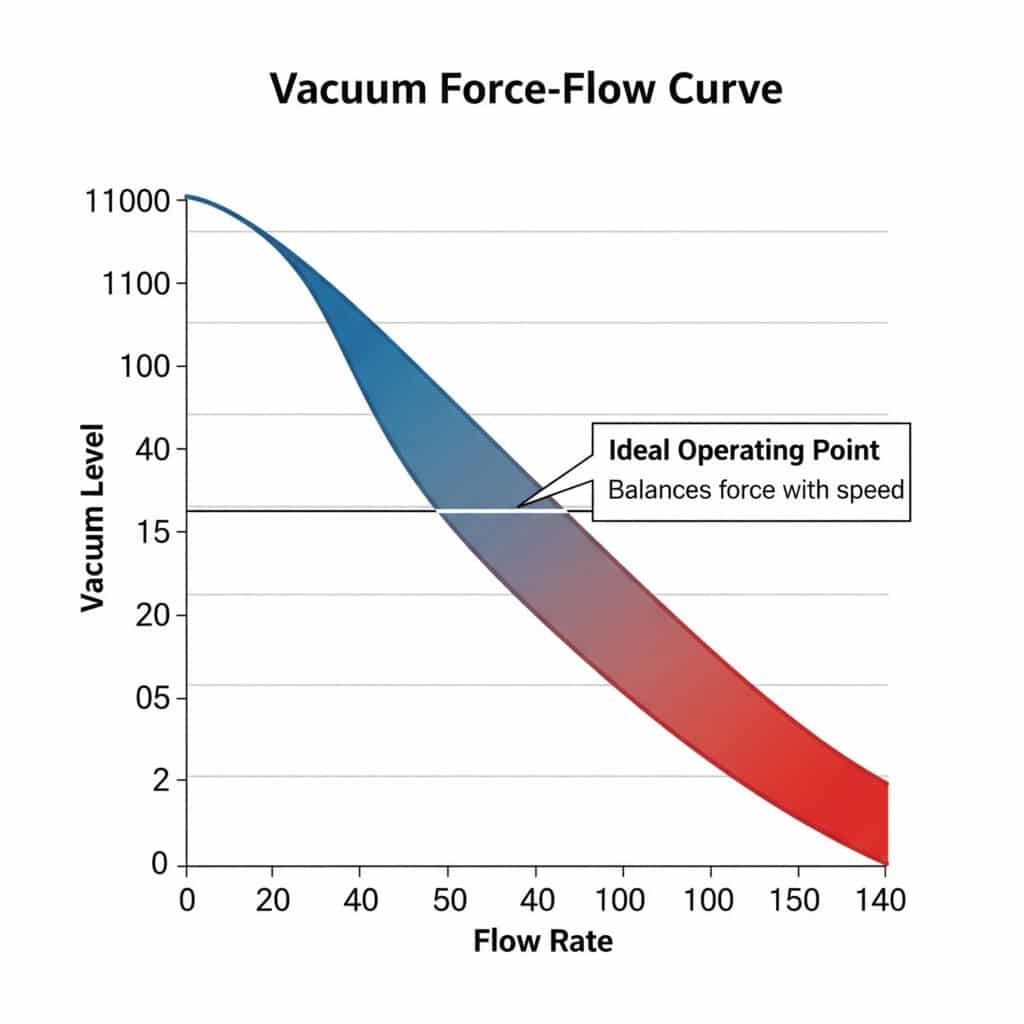
瞭解真空力-流量曲線
真空力-流量曲線是顯示兩者關係的圖表:
- 真空度 (通常以 -kPa 或 % 測量)
- 空氣流量 (通常以 L/min 或 SCFM 量測)
這種關係非常重要,因為它會直接影響:
- 可針對您的應用提供抓取力
- 實現穩固抓握的反應時間
- 真空系統的能源消耗
- 整體系統可靠度
真空力-流量曲線的關鍵參數
分析真空發生器規格時,請注意這些關鍵點:
最大真空度
這代表產生器可以達到的最高真空,通常是在零流量時測量:
- 單級噴射器:通常為 -75 至 -85 kPa
- 多級噴射器:通常為 -85 至 -92 kPa
- 機械真空泵:可超過 -95 kPa
最大流量
這表示電源供應器在零真空時測量到的最大抽氣量:
- 決定疏散速度
- 大容量應用的關鍵
- 影響生產環境的週期時間
最佳操作點
這時真空發生器可提供真空度和流量的最佳平衡:
- 通常出現在曲線的中間部分
- 為大多數應用提供高效率的操作
- 平衡能源消耗與效能
特定應用曲線分析
不同的應用需要不同的力-流量曲線位置:
| 應用類型 | 理想曲線位置 | 推理 |
|---|---|---|
| 多孔材料 | 高流量優先 | 補償材料滲漏 |
| 無孔、平滑表面 | 高真空優先 | 最大化握持力 |
| 高速取放 | 平衡位置 | 優化循環時間與可靠性 |
| 重物處理 | 高真空優先 | 確保負載下的穩固抓地力 |
| 多變的表面條件 | 高流量優先 | 適應不一致的密封 |
計算所需的吸力
確定您所需的真空力:
- 計算所需的理論力:
F = m × (g + a) × S
在哪裡?
- F = 所需的力 (N)
- m = 物體質量 (kg)
- g = 重力加速度 (9.81 m/s²)
- a = 系統加速度 (m/s²)
- S = 安全係數 (通常為 2-3)
- 確定所需的真空杯面積:
A = F ÷ P
在哪裡?
- A = 杯子面積 (m²)
- F = 所需的力 (N)
- P = 工作真空壓力 (Pa)
- 選擇能提供下列功能的電源供應器
- 對於計算的區域有足夠的真空度
- 足夠的流速可滿足您的排空時間需求
實際應用範例
上個月,我為德國一家電子製造商提供諮詢服務,該製造商的 PCB 處理系統週期時間很慢。他們現有的真空發生器真空度過大,但流量卻不足。
透過分析其應用:
- 所需保持力:15N
- PCB 重量:0.5 公斤
- 系統加速度:2 m/s²
- 安全係數:2
我們計算出他們需要
- 最低真空度:-40 kPa
- 最小流量:25 L/min
透過選擇具有平衡特性 (-60 kPa, 35 L/min) 的 Bepto 真空發生器,他們:
- 疏散時間縮短 45%
- 生產量增加 28%
- 保持完美的可靠性
- 減少壓縮空氣消耗量 15%
多級噴射器如何優化真空系統的能源效率?
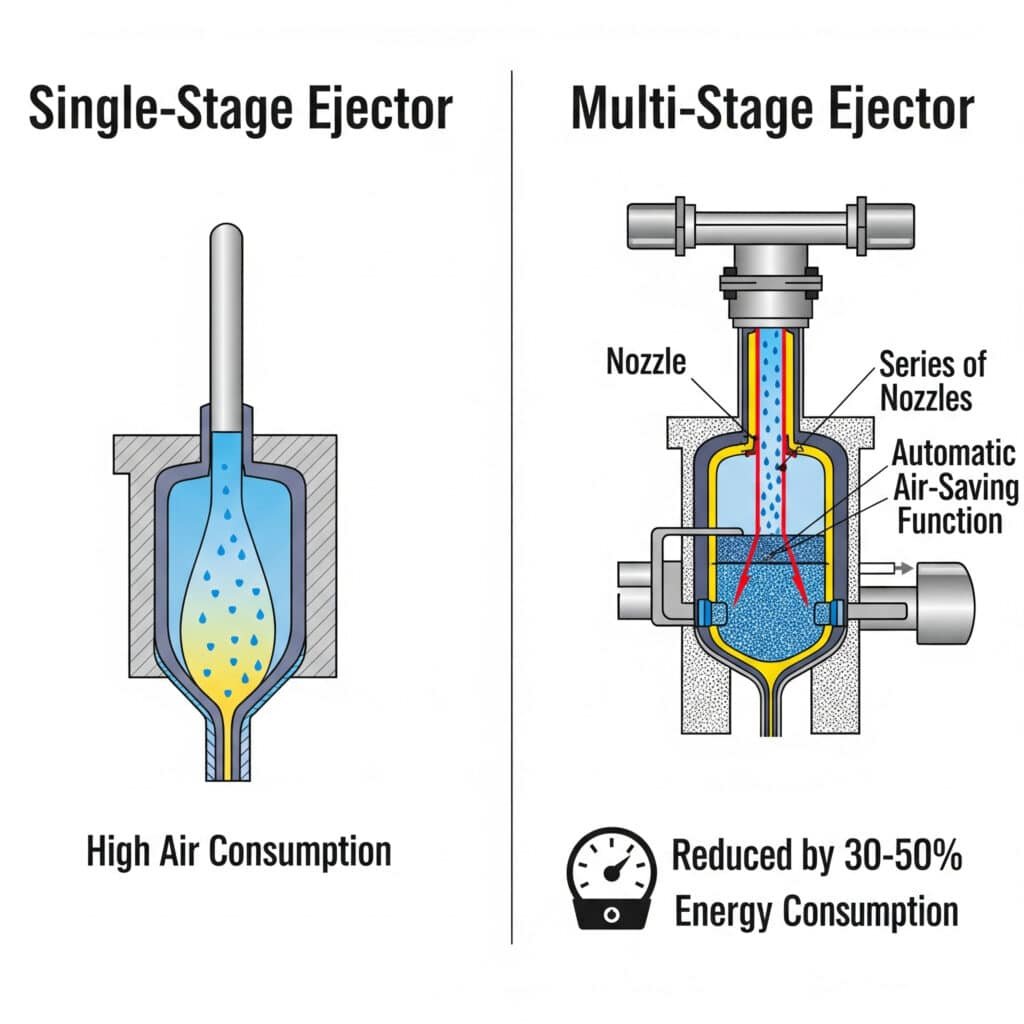
多段式頂出器3 技術可以大幅降低壓縮空氣的消耗量,同時在大多數應用中保持或改善真空性能。
與單段式設計相比,多段式噴射器使用一系列最佳化的噴嘴和擴散器來更有效率地產生真空。它們在保壓階段以較低的壓力運作,並結合自動省氣功能,通常可減少 30-50% 的能源消耗。
瞭解多級噴射技術
與傳統的單級設計相比,多級噴射器是一大進步:
多段式頂出機的工作原理
初始疏散階段
- 高流量可快速排空
- 最佳化的噴嘴幾何形狀可提供最大的空氣滲透率
- 快速達到初始真空度深真空階段
- 次級噴嘴可啟動以獲得更高真空度
- 流量較低但真空產生效率較高
- 達到最大真空度保持階段
- 維持真空的耗氣量最小
- 智慧型控制系統監控真空度
- 可減少或暫時關閉供氣
現代多段式噴射器的節能功能
先進的多段式頂出機結合了多種節能技術:
節氣功能 (ASF)4
此功能可自動控制壓縮空氣供應:
- 持續監控真空度
- 達到目標真空時關閉氣源
- 當真空度降至臨界值以下時,重新啟動供氣系統
- 在某些應用中可減少空氣消耗量高達 90%
自動液位控制
這會根據以下因素優化真空度:
- 目前的申請要求
- 物件重量與表面特性
- 生產速度與週期時間
- 可在操作期間動態調整
狀態監測
現代的頂針包括智慧型監控:
- 偵測真空系統中的洩漏
- 識別杯子是否磨損或損壞
- 提供預測性維護警示
- 即時優化效能
能源效率比較分析
| 頂出器類型 | 耗氣量 (NL/min) | 每年能源成本* | 真空度 | 回應時間 |
|---|---|---|---|---|
| 單級 | 70-100 | $1,200-1,700 | -75 至 -85 kPa | 快速 |
| 兩階段式 | 40-60 | $700-1,000 | -85 至 -90 kPa | 中型 |
| 帶有 ASF 的三階段 | 15-30 | $250-500 | -85 至 -92 kPa | 中-快 |
| Bepto 智慧型頂出器 | 10-25 | $170-425 | -88 至 -92 kPa | 快速 |
* 基於 8 小時輪班、250 工作天、50% 工作週期、$0.10/kWh 電力成本
實施案例研究
我最近幫助義大利的一家傢俱製造商優化了他們的木板處理系統。他們使用的是單級頂出機,每個工位消耗大約 85 NL/min 的壓縮空氣,橫跨 12 個工位。
透過採用具有省氣功能的 Bepto 多段式頂出機:
- 每個工作站的耗氣量從 85 NL/min 降至 22 NL/min
- 每年節省約 9,000,000 NL 的壓縮空氣
- 每年減少 $11,500 的能源成本
- 不到 4 個月就實現 ROI
- 真空度從 -78 kPa 提升至 -88 kPa
- 產品處理可靠性提高 15%
多級噴射器的實施策略
將多級噴射技術的優點發揮到極致:
審核您目前的系統
- 測量實際空氣消耗量
- 記錄真空度和回應時間
- 找出滲漏點和效率低下的地方分析您的應用需求
- 計算所需的最小真空力
- 確定最佳疏散時間
- 考慮材料的孔隙率和表面條件選擇適當的多階段技術
- 配合應用需求的頂針規格
- 考慮整合控制選項
- 評估監控能力以適當的設定執行
- 最佳化壓力設定
- 設定適當的真空臨界值
- 設定省電功能參數監控和調整
- 追蹤能源消耗
- 驗證效能指標
- 微調設定以獲得最佳效率
如何測試並確保真空系統的穩定性,以達到可靠的操作?
真空穩定性測試對於確保一致的效能以及防止生產環境中發生成本高昂的故障至關重要。
真空保持力測試可評估系統長時間保持真空的能力。關鍵指標包括漏率、恢復時間以及動態條件下的穩定性。適當的測試有助於在潛在問題造成生產問題之前加以識別,並確保可靠的運作。
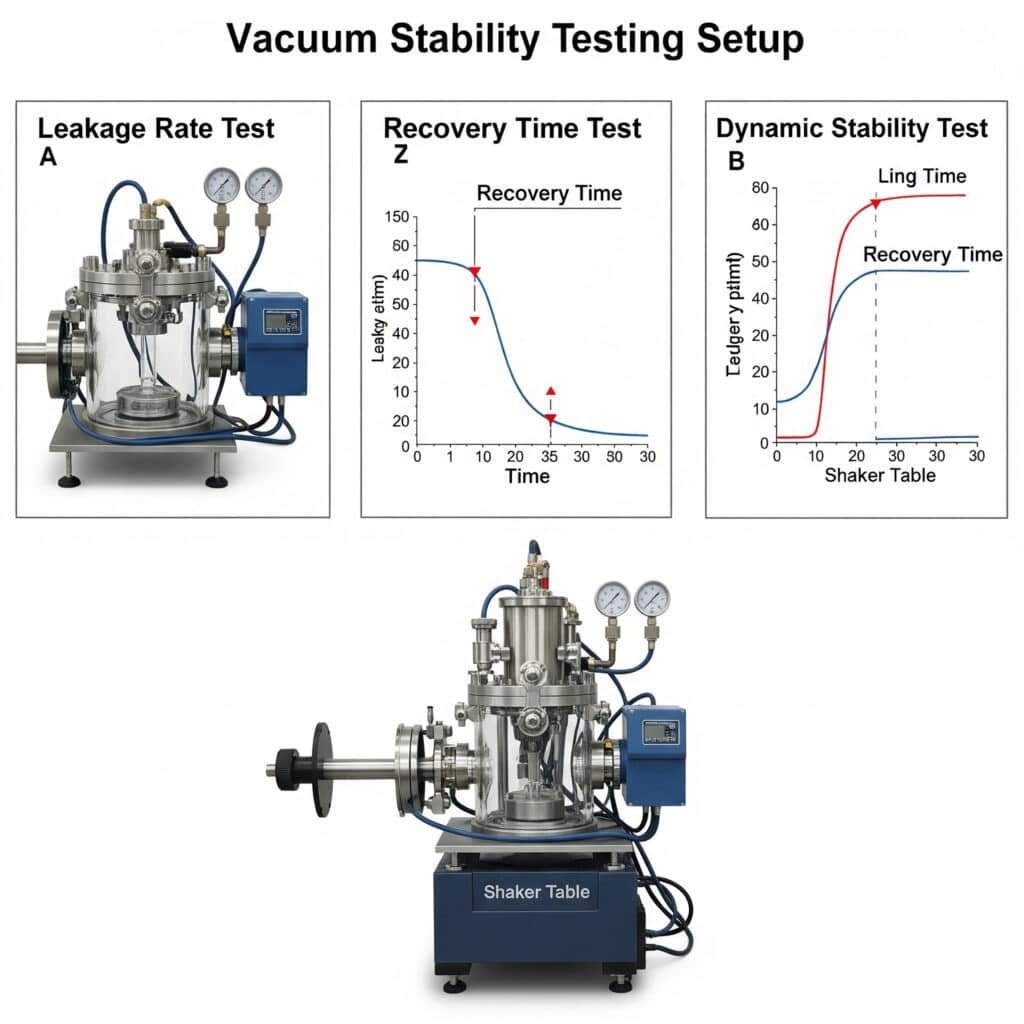
基本真空穩定性測試方法
全面的真空系統評估需要多種測試方法:
靜態真空保持力測試5
這項基本測試可測量系統在無主動發電的情況下維持真空的能力:
測試程序:
- 產生真空至目標水平
- 隔離系統(關閉發電機)
- 量測真空隨時間的衰減
- 達到臨界值的時間創下記錄關鍵指標:
- 真空衰減率 (kPa/min 或 %/min)
- 達到原始真空度 90% 的時間
- 達到最低功能真空度的時間可接受的結果:
- 高品質的系統:<5% 衰減超過 30 秒
- 標準系統:<10% 衰減超過 30 秒
- 可接受的最低限度:在整個循環時間內維持功能真空
動態負載測試
這可以評估實際環境下的系統效能:
測試程序:
- 對實際工件施加真空
- 受一般搬運動作的影響
- 應用典型的加速度力
- 如果應用中存在振動,則引入振動關鍵指標:
- 移動時真空度穩定
- 擾動後的恢復時間
- 操作期間的最低真空度評估標準:
- 真空度應維持在最低要求水平以上
- 應在可接受的時間內恢復
- 系統應在整個週期內保持穩定
洩漏偵測方法
識別真空洩漏對系統最佳化至關重要:
壓差測試:
- 將系統加壓至略高於大氣壓
- 在連接處塗上肥皂水溶液
- 尋找顯示洩漏的氣泡超音波洩漏偵測:
- 使用超音波偵測器辨識高頻聲音
- 有條理地掃描系統元件
- 記錄和量化洩漏位置真空衰變映射:
- 隔離系統的不同區段
- 測量各區段的衰減率
- 找出滲漏率最高的區域
標準化測試協議
為了進行一致的評估,請遵循此標準測試方法:
測試設備要求
- 經校正的真空計(數位式為佳)
- 秒精度計時器
- 資料記錄功能(用於詳細分析)
- 已知容積測試室
- 受控制的溫度環境
標準測試條件
- 供應壓力:6 bar (87 psi)
- 環境溫度:20-25°C (68-77°F)
- 相對濕度:40-60%
- 測試容量:適合應用
- 測試持續時間:最少 2 倍的典型週期時間
測試順序
- 產生最大額定水平的 90% 真空
- 允許穩定(通常為 5 秒)
- 根據測試類型隔離系統或進行維護
- 以定義的間隔記錄測量結果
- 重複測試 3 次以獲得統計有效性
- 計算平均結果和標準差
真空穩定性測試結果分析
| 測試參數 | 極佳 | 可接受 | 邊緣 | 貧窮 |
|---|---|---|---|---|
| 靜態衰減率 | 每分鐘 <3% | 每分鐘 3-8% | 每分鐘 8-15% | 每分鐘 >15% |
| 恢復時間 | <0.5 秒 | 0.5-1.5 秒 | 1.5-3 秒 | >3 秒 |
| 最低動態水平 | >95% 的靜態 | 靜態 85-95% | 靜態 75-85% | <75% 的靜態 |
| 系統洩漏 | <2% 的容量 | 2-5% 的容量 | 5-10% 的容量 | >10% 的容量 |
常見真空穩定性問題的疑難排解
當測試發現穩定性問題時,請考慮這些常見原因和解決方案:
真空保持不佳
可能的原因:
- 真空杯或密封件損壞
- 鬆脫的配件或接頭
- 多孔或粗糙的材料表面
- 真空發生器尺寸不足解決方案:
- 更換磨損的組件
- 檢查並緊固所有連接
- 考慮多孔材料專用杯
- 升級為更大容量的發電機
緩慢的恢復時間
可能的原因:
- 流量容量不足
- 限制性管材或配件
- 真空發生器尺寸不足
- 系統容量過大解決方案:
- 增加卡套管直徑
- 消除不必要的限制
- 選擇流量較高的電源供應器
- 盡可能減少系統容量
不穩定的動態效能
可能的原因:
- 真空儲備不足
- 真空杯設計不適合應用
- 過大的加速力
- 系統震動解決方案:
- 添加真空儲存器
- 選擇專為動態應用而設計的杯子
- 盡可能降低加速度
- 實施減震
案例研究:真空穩定性改善
汽車業的一位客戶在高速傳輸作業中遇到了間歇性零件掉落的問題。他們現有的真空系統通過了基本測試,但在動態條件下卻失效了。
我們的測試顯示
- 靜態保持:可接受 (5% 每分鐘衰減)
- 動態效能:差(靜態水平降至 65%)
- 恢復時間:邊緣 (2.5 秒)
在實施 Bepto 真空發生器配備整合式儲存槽和最佳化的杯子選擇:
- 靜態保持力提升至每分鐘 2% 的衰減速度
- 動態效能維持 >90% 的靜態水平
- 恢復時間縮短至 0.3 秒
- 完全消除零件掉落
- 生產速度提高 18%
總結
選擇合適的真空發生器需要瞭解真空力和流量之間的關係、考慮節能的多級頂出技術,以及執行適當的穩定性測試規範。透過應用這些原則,您可以優化效能、降低能耗,並確保真空處理系統的可靠運作。
關於真空發生器選擇的常見問題
單段式與多段式真空頂出機有何差異?
單段式頂出機使用一個噴嘴和擴散器產生真空,而多段式頂出機結合了多個噴嘴和擴散器組合,針對不同階段的真空產生進行了最佳化。與單段式設計相比,多段式噴射器通常可以達到更高的真空度、更高的效率,並減少空氣消耗。
如何計算出適用於我的應用的正確真空杯尺寸?
用必要的保持力除以工作真空壓力,計算所需的真空杯面積。保持力應該等於物體重量乘以加速度(包括重力)和安全系數(通常為 2-3)。例如,加速度為 2g 且安全係數為 2 的 1kg 物體需要約 40N 的力。
處理系統中真空洩漏的原因是什麼?
真空洩漏通常是由於真空杯或密封件損壞、連接鬆動、所處理的材料多孔、真空杯表面選擇不當、零件磨損或安裝不當所造成。定期檢查和維護真空吸盤、密封件和連接件可大幅減少洩漏問題。
改用具有節氣功能的多段式頂出機可以節省多少能源?
從傳統的單段式頂針轉換為具有節氣功能的多段式頂針,通常可減少 30-80% 的壓縮空氣消耗量,視應用和工作週期而定。對於每天工作 8 小時的系統而言,每年可節省數千美元的能源。
處理無孔材料的最佳真空度是多少?
對於無孔材料,真空度在 -40 kPa 到 -60 kPa 之間通常就足夠了。更高的真空度 (-70 kPa 至 -90 kPa) 對於重負荷或高加速度可能是必要的,但會消耗更多能量。最佳水平可在安全保持力與能源效率和元件壽命之間取得平衡。
在生產環境中,真空吸盤應多久更換一次?
當真空杯出現磨損跡象(裂紋、硬化、變形)或真空保持力測試顯示性能降低時,就應該更換真空杯。在典型的生產環境中,依據作業條件、真空杯材質和應用,這個時間範圍為 3-12 個月。建議根據操作時間實施預防性維護計劃。
-
解釋文丘里效應,這是流體力學的原理,當流體流經管道的狹窄部分(或扼流圈)時,流體壓力會降低,這是大多數氣動真空發生器的基礎。 ↩
-
提供如何詮釋幫浦性能曲線的指南,該曲線以圖表表示幫浦在流量、壓力或水頭、效率和耗電量方面的性能。 ↩
-
詳述單段式與多段式真空噴射器在設計上的差異,並解釋熱力學原理,讓多段式設計能更有效率地產生真空,消耗更少的壓縮空氣。 ↩
-
說明真空頂出機的省氣功能操作,此智慧型功能使用整合式感應器和閥門,在達到目標真空度時即關閉壓縮空氣供應,大幅降低能源消耗。 ↩
-
說明真空衰減測試,這是一種定量洩漏測試方法,將零件抽真空至某一真空度,與幫浦隔離,然後監測壓力是否增加,壓力增加表示是否有洩漏以及洩漏的嚴重性。 ↩
