

¿Le cuesta encontrar cilindros estándar que cumplan sus requisitos específicos? Muchos ingenieros pierden un tiempo valioso intentando adaptar componentes estándar a aplicaciones únicas, lo que a menudo compromete el rendimiento y la fiabilidad. Pero hay una forma mejor de resolver estos difíciles problemas de diseño.
Neumática a medida permiten soluciones para condiciones de funcionamiento extremas gracias a diseños especializados que incorporan características únicas, como carriles guía de forma especial mecanizados utilizando CNC de 5 ejes1 y electroerosión por hilo2 procesos, juntas de alta temperatura fabricadas con materiales avanzados como PEEK3 y compuestos de PTFE capaces de soportar hasta 300°C, y refuerzos estructurales que mantienen la alineación y evitan la deflexión en carreras superiores a 3 metros.
He supervisado personalmente el diseño de cientos de cilindros a medida durante mis 15 años de carrera, y he aprendido que el éxito depende de la comprensión de los procesos de fabricación críticos, los factores de selección de materiales y los principios de ingeniería estructural que separan los cilindros a medida excepcionales de los mediocres. Permítame compartir con usted los conocimientos que le ayudarán a crear soluciones a medida realmente eficaces.
Índice
- ¿Cómo se fabrican las guías especiales para cilindros a medida?
- ¿Qué materiales de sellado funcionan mejor en aplicaciones de alta temperatura?
- ¿Qué técnicas evitan la deflexión en cilindros de carrera extralarga?
- Conclusión
- Preguntas frecuentes sobre el diseño de cilindros a medida
¿Cómo se fabrican las guías especiales para cilindros a medida?
El sistema de raíles guía suele ser el aspecto más complicado del diseño de cilindros personalizados, ya que requiere procesos de fabricación especializados para lograr la precisión y el rendimiento necesarios.
Los raíles guía de formas especiales para cilindros personalizados se fabrican mediante un proceso de varias fases que suele incluir mecanizado CNC, corte por electroerosión por hilo, rectificado de precisión y tratamiento térmico. Estos procesos pueden producir perfiles complejos con tolerancias tan ajustadas como ±0,005 mm, creando geometrías especializadas como guías de cola de milano, perfiles de ranura en T y superficies curvas compuestas que permiten funciones de cilindro únicas imposibles con diseños estándar.

Desglose del proceso de fabricación
La creación de carriles guía especializados implica varias fases de fabricación críticas:
Secuencia de procesos y capacidades
| Fase de fabricación | Equipo utilizado | Capacidad de tolerancia | Acabado superficial | Mejores aplicaciones |
|---|---|---|---|---|
| Mecanizado en bruto | Fresadora CNC de 3 ejes | ±0,05 mm | 3,2-6,4 Ra | Arranque de material, conformado básico |
| Mecanizado de precisión | Fresadora CNC de 5 ejes | ±0,02 mm | 1,6-3,2 Ra | Geometrías complejas, ángulos compuestos |
| Electroerosión por hilo | Electroerosión por hilo CNC | ±0,01 mm | 1,6-3,2 Ra | Características internas, materiales endurecidos |
| Tratamiento térmico | Horno de vacío | – | – | Aumento de la dureza, alivio del estrés |
| Rectificado de precisión | Rectificadora de superficies CNC | ±0,005 mm | 0,4-0,8 Ra | Dimensiones críticas, superficies de apoyo |
| Superacabado | Bruñido/Lapado | ±0,002 mm | 0,1-0,4 Ra | Superficies deslizantes, zonas de sellado |
Una vez trabajé con un fabricante de equipos semiconductores que necesitaba un cilindro con una guía de cola de milano integrada capaz de soportar equipos de manipulación de obleas de precisión. El complejo perfil requería mecanizado en 5 ejes para la forma básica y electroerosión por hilo para crear las superficies de acoplamiento precisas. La operación de rectificado final consiguió una tolerancia de rectitud de 0,008 mm en una longitud de 600 mm, algo fundamental para el posicionamiento a nivel nanométrico que requería su aplicación.
Tipos de perfiles especiales y aplicaciones
Los distintos perfiles de carril guía responden a fines funcionales específicos:
Perfiles comunes de formas especiales
| Tipo de perfil | Sección transversal | Reto de fabricación | Ventaja funcional | Aplicación típica |
|---|---|---|---|---|
| Cola de milano | Trapezoidal | Corte angular preciso | Gran capacidad de carga, holgura cero | Posicionamiento de precisión |
| Ranura en T | En forma de T | Mecanizado de esquinas interiores | Componentes ajustables, diseño modular | Sistemas configurables |
| Curva compuesta | Curva en forma de S | Mecanizado de contornos 3D | Trayectorias de movimiento personalizadas, cinemáticas especializadas | Movimiento no lineal |
| Multicanal | Varias vías paralelas | Mantener la alineación paralela | Varios vagones independientes | Accionamiento multipunto |
| Helicoidal | Ranura en espiral | Corte simultáneo en 4/5 ejes | Movimiento combinado rotacional-lineal | Actuadores rotativo-lineales |
Selección de materiales para raíles guía
El material de base influye significativamente en la selección del proceso de fabricación y en el rendimiento:
Comparación de las propiedades de los materiales
| Material | Maquinabilidad (1-10) | Compatibilidad EDM | Tratamiento térmico | Resistencia al desgaste | Resistencia a la corrosión |
|---|---|---|---|---|---|
| Acero al carbono 1045 | 7 | Bien | Excelente | Moderado | Pobre |
| Acero aleado 4140 | 6 | Bien | Excelente | Bien | Moderado |
| 440C inoxidable | 4 | Bien | Bien | Muy buena | Excelente |
| Acero para herramientas A2 | 5 | Excelente | Excelente | Excelente | Moderado |
| Aluminio Bronce | 6 | Pobre | Limitado | Bien | Excelente |
| Aluminio de revestimiento duro | 8 | Pobre | No es necesario | Moderado | Bien |
Para un fabricante de equipos de procesamiento de alimentos, seleccionamos el acero inoxidable 440C para sus raíles guía personalizados a pesar de su mayor dificultad de mecanizado. El entorno de lavado con agentes de limpieza cáusticos habría corroído rápidamente las opciones de acero estándar. El material 440C se mecanizó en estado recocido, se templó a 58 HRC y se rectificó para crear un sistema de guías duradero y resistente a la corrosión.
Opciones de tratamiento de superficies
Los tratamientos posteriores al mecanizado mejoran las características de rendimiento:
Métodos de mejora de la superficie
| Tratamiento | Proceso | Aumento de la dureza | Mejora del desgaste | Protección contra la corrosión | Espesor |
|---|---|---|---|---|---|
| Cromado duro | Galvanoplastia | +20% | 3-4× | Bien | 25-50μm |
| Nitruración | Baño de gas/plasma/sal | +30% | 5-6× | Moderado | 0,1-0,5 mm |
| Revestimiento PVD (TiN) | Deposición al vacío | +40% | 8-10× | Bien | 2-4μm |
| Revestimiento DLC | Deposición al vacío | +50% | 10-15× | Excelente | 1-3μm |
| Impregnación de PTFE | Infusión al vacío | Mínimo | 2-3× | Bien | Sólo superficie |
Tolerancias de fabricación
Lograr una calidad constante exige comprender las relaciones de tolerancia:
Factores críticos de tolerancia
Tolerancia de rectitud
- Fundamental para un funcionamiento suave y características de desgaste
- Normalmente 0,01-0,02 mm por 300 mm de longitud
- Medición con regla de precisión y galgas de espesoresTolerancia del perfil
- Define la desviación permitida del perfil teórico
- Normalmente 0,02-0,05 mm para superficies de contacto
- Verificación mediante calibres personalizados o medición CMMRequisitos de acabado superficial
- Afecta a la fricción, el desgaste y la eficacia del sellado
- Superficies de apoyo: 0,4-0,8 Ra
- Superficies de sellado: 0,2-0,4 Ra
- Medido con un perfilómetroDistorsión por tratamiento térmico
- Puede afectar a las dimensiones finales en 0,05-0,1 mm.
- Requiere operaciones de acabado posteriores al tratamiento térmico
- Reducción al mínimo mediante una fijación adecuada y alivio de la tensión
¿Qué materiales de sellado funcionan mejor en aplicaciones de alta temperatura?
La selección de los materiales de estanquidad adecuados es fundamental para los cilindros personalizados que funcionan en entornos de temperaturas extremas.
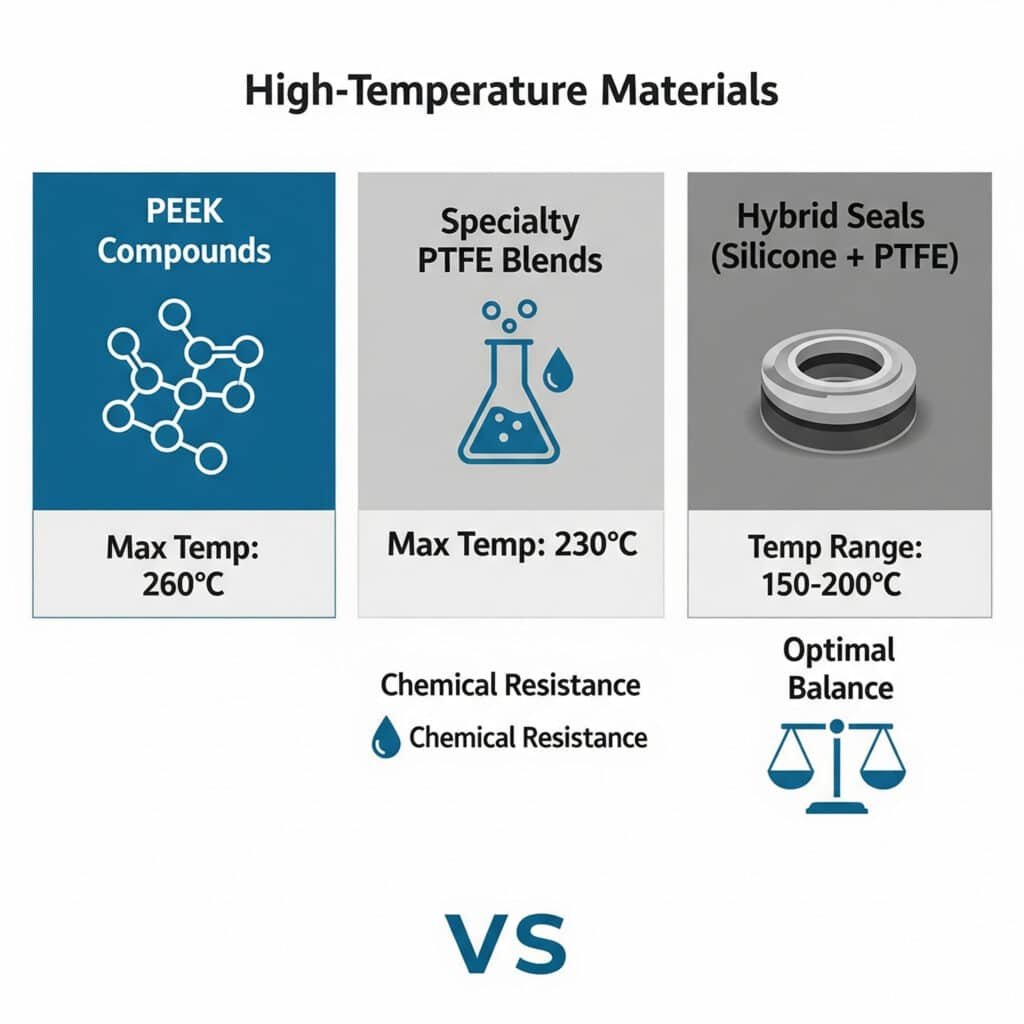
Las aplicaciones neumáticas de alta temperatura requieren materiales de estanquidad especializados que mantengan la elasticidad, la resistencia al desgaste y la estabilidad química a temperaturas elevadas. Los polímeros avanzados, como los compuestos de PEEK, pueden funcionar de forma continua a temperaturas de hasta 260 °C, mientras que las mezclas especiales de PTFE ofrecen una resistencia química excepcional hasta 230 °C. Las juntas híbridas que combinan elastómeros de silicona con revestimiento de PTFE proporcionan un equilibrio óptimo de conformidad y durabilidad para temperaturas entre 150 y 200°C.
Matriz de materiales para juntas de alta temperatura
Esta comparación exhaustiva ayuda a seleccionar el material óptimo para rangos de temperatura específicos:
Comparación de temperaturas
| Material | Temperatura máxima continua | Temperatura máxima intermitente | Capacidad de presión | Resistencia química | Coste relativo |
|---|---|---|---|---|---|
| FKM (Viton®) | 200°C | 230°C | Excelente (35 MPa) | Muy buena | 2.5× |
| FFKM (Kalrez®) | 230°C | 260°C | Muy buena (25 MPa) | Excelente | 8-10× |
| PTFE (Virgen) | 230°C | 260°C | Buena (20 MPa) | Excelente | 3× |
| PTFE (relleno de vidrio) | 230°C | 260°C | Muy buena (30 MPa) | Excelente | 3.5× |
| PEEK (sin relleno) | 240°C | 300°C | Excelente (35 MPa) | Bien | 5× |
| PEEK (relleno de carbono) | 260°C | 310°C | Excelente (40 MPa) | Bien | 6× |
| Silicona | 180°C | 210°C | Pobre (10 MPa) | Moderado | 2× |
| Compuesto PTFE/Silicona | 200°C | 230°C | Buena (20 MPa) | Muy buena | 4× |
| PTFE metalizado | 230°C | 260°C | Excelente (40+ MPa) | Excelente | 7× |
| Compuesto de grafito | 300°C | 350°C | Moderado (15 MPa) | Excelente | 6× |
Durante un proyecto para una planta de fabricación de vidrio, desarrollamos cilindros a medida que funcionaban junto a hornos de recocido con temperaturas ambiente que alcanzaban los 180 °C. Las juntas estándar fallaban en cuestión de semanas. Las juntas estándar fallaban en cuestión de semanas, pero al aplicar juntas de pistón de PEEK rellenas de carbono y juntas de vástago de PTFE energizadas con metal, creamos una solución que ha funcionado de forma continua durante más de tres años sin necesidad de sustituir las juntas.
Factores de selección de materiales más allá de la temperatura
La temperatura es sólo una de las consideraciones a tener en cuenta en la selección de juntas para altas temperaturas:
Factores críticos de selección
Requisitos de presión
- Las presiones más elevadas requieren materiales con mayor resistencia mecánica
- La relación Presión × Temperatura no es lineal
- La capacidad de presión suele disminuir 5-10% por cada 20°C de aumentoMedio ambiente químico
- Productos químicos de proceso, agentes de limpieza y lubricantes
- Resistencia a la oxidación a temperaturas elevadas
- Resistencia a la hidrólisis (para exposición al vapor de agua)Requisitos para el ciclismo
- Los ciclos térmicos provocan diferentes índices de dilatación
- Aplicaciones de estanquidad dinámicas frente a estáticas
- Frecuencia de actuación a temperaturaConsideraciones sobre la instalación
- Los materiales más duros requieren un mecanizado más preciso
- El riesgo de daños en la instalación aumenta con la dureza del material
- Suele ser necesario un utillaje especial para los materiales compuestos
Modificaciones del diseño de las juntas para altas temperaturas
Los diseños de juntas estándar suelen requerir modificaciones para temperaturas extremas:
Adaptaciones de diseño
| Modificación del diseño | Propósito | Impacto de la temperatura | Complejidad de la aplicación |
|---|---|---|---|
| Interferencias reducidas | Compensa la dilatación térmica | Capacidad de +20-30°C | Bajo |
| Juntas flotantes | Permite el crecimiento térmico | Capacidad de +30-50°C | Medio |
| Juntas multicomponente | Optimiza los materiales por función | Capacidad de +50-70°C | Alta |
| Anillos de seguridad metálicos | Evita la extrusión a temperatura | Capacidad de +20-40°C | Medio |
| Juntas auxiliares de laberinto | Reduce la temperatura en la junta principal | Capacidad de +50-100°C | Alta |
| Canales de refrigeración activos | Crea un microambiente más frío | Capacidad de +100-150°C | Muy alta |
Envejecimiento de los materiales y ciclo de vida
El funcionamiento a altas temperaturas acelera la degradación del material:
Factores de impacto del ciclo de vida
| Material | Vida útil típica a 100°C | Reducción de la vida útil a 200°C | Modo de fallo primario | Previsibilidad |
|---|---|---|---|---|
| FKM | 2-3 años | 75% (6-9 meses) | Endurecimiento/fisuración | Bien |
| FFKM | 3-5 años | 60% (1,2-2 años) | Conjunto de compresión | Muy buena |
| PTFE | Más de 5 años | 40% (más de 3 años) | Deformación/flujo frío | Moderado |
| PEEK | Más de 5 años | 30% (3,5+ años) | Desgaste/abrasión | Bien |
| Silicona | 1-2 años | 80% (2-5 meses) | Desgarro/degradación | Pobre |
| PTFE metalizado | 4-5 años | 35% (2,6-3,3 años) | Relajación primaveral | Excelente |
Trabajé con una acería que operaba cilindros hidráulicos en su área de colada continua con temperaturas ambiente de 150-180°C. Al implantar un programa de mantenimiento predictivo basado en estos factores del ciclo de vida, pudimos programar las sustituciones de juntas durante las paradas de mantenimiento planificadas, eliminando por completo los tiempos de inactividad imprevistos que antes les costaban aproximadamente $50.000 por hora.
Mejores prácticas de instalación y mantenimiento
Una manipulación adecuada influye significativamente en el rendimiento de la junta a alta temperatura:
Procedimientos críticos
Almacenamiento
- La vida útil máxima varía según el material (1-5 años)
- Se recomienda el almacenamiento a temperatura controlada
- La protección UV es esencial para algunos materialesTécnicas de instalación
- Las herramientas de instalación especializadas evitan daños
- La compatibilidad de los lubricantes es crítica
- Par calibrado para componentes de prensaestopasProcedimientos de rodaje
- Aumento gradual de la temperatura cuando sea posible
- Reducción de la presión inicial (60-70% del máximo)
- Ciclado controlado antes del funcionamiento completoMétodos de control
- Pruebas periódicas del durómetro de las juntas accesibles
- Sistemas de detección de fugas con compensación de temperatura
- Sustitución predictiva basada en las condiciones de funcionamiento
¿Qué técnicas evitan la deflexión en cilindros de carrera extralarga?
Los cilindros de carrera larga presentan retos de ingeniería únicos que requieren soluciones estructurales especializadas.
Los cilindros de carrera extralarga evitan la deflexión del vástago y mantienen la alineación mediante múltiples técnicas de refuerzo: diámetros de vástago sobredimensionados (normalmente 1,5-2× relaciones estándar), casquillos de soporte intermedios a intervalos calculados, sistemas de guía externa con alineación de precisión, materiales de vástago compuestos con mayor relación rigidez-peso y diseños de tubo especializados que resisten la flexión bajo presión y cargas laterales.
Cálculo y prevención de la desviación de la varilla
Comprender la física de la deflexión es esencial para un diseño adecuado del refuerzo:
Fórmula de desviación para barras alargadas
δ = (F × L³) / (3 × E × I)
Dónde:
- δ = Deflexión máxima (mm)
- F = Carga lateral o peso del vástago (N)
- L = Longitud no soportada (mm)
- E = Módulo de elasticidad4 (N/mm²)
- I = Momento de inercia5 (mm⁴) = (π × d⁴) / 64 para varillas circulares.
Para un cilindro de 5 metros de carrera que diseñamos para un aserradero, el vástago estándar se habría desviado más de 120 mm en extensión completa. Al aumentar el diámetro del vástago de 40 mm a 63 mm, redujimos la flexión teórica a sólo 19 mm, lo que sigue siendo excesivo para su aplicación. La adición de casquillos de soporte intermedios a intervalos de 1,5 metros redujo aún más la desviación a menos de 3 mm, cumpliendo sus requisitos de alineación.
Optimización del diámetro del vástago
Seleccionar el diámetro de varilla adecuado es la primera defensa contra la desviación:
Directrices para el dimensionamiento del diámetro de la varilla
| Longitud de la carrera | Relación mínima varilla/taladro | Aumento típico del diámetro | Reducción de la desviación | Penalización de peso |
|---|---|---|---|---|
| 0-500 mm | 0.3-0.4 | Estándar | Línea de base | Línea de base |
| 500-1000 mm | 0.4-0.5 | 25% | 60% | 56% |
| 1000-2000mm | 0.5-0.6 | 50% | 85% | 125% |
| 2000-3000 mm | 0.6-0.7 | 75% | 94% | 206% |
| 3000-5000 mm | 0.7-0.8 | 100% | 97% | 300% |
| >5000mm | 0.8+ | 125%+ | 99% | 400%+ |
Sistemas de apoyo intermedios
Para las carreras más largas, se hacen necesarios los apoyos intermedios:
Configuraciones de los casquillos de soporte
| Tipo de soporte | Espacio máximo | Método de instalación | Requisitos de mantenimiento | Mejor aplicación |
|---|---|---|---|---|
| Casquillo fijo | L = 100 × d | A presión en el tubo | Lubricación periódica | Orientación vertical |
| Casquillo flotante | L = 80 × d | Sujeción con anillo elástico | Sustitución periódica | Horizontal, alta resistencia |
| Casquillo ajustable | L = 90 × d | Ajuste roscado | Comprobación periódica de la alineación | Aplicaciones de precisión |
| Soporte de rodillos | L = 120 × d | Atornillado al tubo | Sustitución de rodamientos | Aplicaciones de alta velocidad |
| Guía externa | L = 150 × d | Montaje independiente | Verificación de la alineación | Necesidades de máxima precisión |
Dónde:
- L = Distancia máxima entre apoyos (mm)
- d = Diámetro de la varilla (mm)
Mejoras en el diseño de los tubos
El propio tubo del cilindro requiere un refuerzo en los diseños de carrera larga:
Métodos de refuerzo de tubos
| Método de refuerzo | Aumento de la fuerza | Impacto del peso | Factor de coste | Mejor aplicación |
|---|---|---|---|---|
| Mayor grosor de pared | 30-50% | Alta | 1.3-1.5× | Solución más sencilla, longitudes moderadas |
| Nervios exteriores de refuerzo | 40-60% | Medio | 1.5-1.8× | Montaje horizontal, cargas concentradas |
| Revestimiento compuesto | 70-100% | Bajo | 2.0-2.5× | Solución más ligera, trazos más largos |
| Construcción de doble pared | 100-150% | Alta | 2.2-2.8× | Aplicaciones de alta presión |
| Estructura de soporte del armazón | 200%+ | Medio | 2.5-3.0× | Longitudes extremas, orientación variable |
En el caso de un cilindro de 4 metros de carrera diseñado para una plataforma de inspección de puentes, implementamos soportes externos de aluminio a lo largo del tubo del cilindro. Esto aumentó la rigidez a la flexión en más de 300% al tiempo que solo añadía 15% al peso total, algo fundamental para la aplicación móvil en la que el exceso de peso habría requerido una plataforma de vehículo más grande.
Selección de material para carreras largas
Los materiales avanzados pueden mejorar considerablemente el rendimiento:
Comparación del rendimiento de los materiales
| Material | Rigidez relativa | Relación de peso | Resistencia a la corrosión | Prima de coste | Mejor aplicación |
|---|---|---|---|---|---|
| Acero cromado | 1,0 (línea de base) | 1.0 | Bien | Línea de base | Uso general |
| Acero endurecido por inducción | 1.0 | 1.0 | Moderado | 1.2× | Gran resistencia al desgaste |
| Aluminio anodizado duro | 0.3 | 0.35 | Muy buena | 1.5× | Aplicaciones sensibles al peso |
| Acero inoxidable | 0.9 | 1.0 | Excelente | 1.8× | Entornos corrosivos |
| Compuesto de fibra de carbono | 2.3 | 0.25 | Excelente | 3.5× | Máximo rendimiento, mínimo peso |
| Aluminio revestido de cerámica | 0.4 | 0.35 | Excelente | 2.2× | Rendimiento equilibrado, peso moderado |
Consideraciones sobre la instalación y la alineación
La instalación correcta se vuelve cada vez más crítica con la longitud de la carrera:
Requisitos de alineación
| Longitud de la carrera | Desalineación máxima | Método de alineación | Técnica de verificación |
|---|---|---|---|
| 0-1000 mm | 0,5 mm | Montaje estándar | Inspección visual |
| 1000-2000mm | 0,3 mm | Soportes ajustables | Regla y galga de espesores |
| 2000-3000 mm | 0,2 mm | Superficies mecanizadas con precisión | Indicador de cuadrante |
| 3000-5000 mm | 0,1 mm | Alineación láser | Medición láser |
| >5000mm | <0,1 mm | Sistema de alineación multipunto | Tránsito óptico o rastreador láser |
Durante la instalación de un cilindro de 6 metros de carrera para un mecanismo de escenario de teatro, descubrimos que las superficies de montaje tenían una desalineación de 0,8 mm. A pesar de parecer menor, esto habría creado agarrotamiento y desgaste prematuro. Al implantar un sistema de montaje ajustable con verificación de alineación láser, conseguimos una alineación de 0,05 mm en toda la longitud, lo que garantizó un funcionamiento sin problemas y una vida útil completa del diseño.
Consideraciones dinámicas para carreras largas
La dinámica de funcionamiento crea retos adicionales:
Factores dinámicos
Fuerzas de aceleración
- Las barras más largas y pesadas tienen mayor inercia
- La amortiguación al final de la carrera es fundamental
- Diseño típico: 25-50 mm de longitud de cojín por metro de carreraFrecuencia de resonancia
- Las varillas largas pueden desarrollar vibraciones perjudiciales
- Deben evitarse las velocidades críticas
- Pueden ser necesarios sistemas de amortiguaciónExpansión térmica
- Expansión de 1-2 mm por metro a 100 °C de aumento de temperatura
- Soportes flotantes o juntas de compensación
- La elección del material influye en el índice de dilataciónDinámica de la presión
- Las columnas de aire más largas crean efectos de ondas de presión
- Puertos de válvula y capacidad de caudal mayores
- El control de la velocidad es más difícil en distancias largas
Conclusión
El diseño personalizado de cilindros para aplicaciones extremas requiere conocimientos especializados en procesos de fabricación de guías de formas especiales, selección de materiales para juntas de alta temperatura e ingeniería estructural para el refuerzo de carreras largas. Al comprender estos aspectos críticos, los ingenieros pueden crear soluciones neumáticas que funcionen de forma fiable en los entornos más exigentes.
Preguntas frecuentes sobre el diseño de cilindros a medida
¿Cuál es la temperatura máxima a la que puede funcionar un cilindro neumático con juntas especializadas?
Con materiales de junta especializados y modificaciones de diseño, los cilindros neumáticos pueden funcionar de forma continua a temperaturas de hasta 260°C utilizando juntas PEEK rellenas de carbono o PTFE metal-energizado. Para exposiciones intermitentes, las juntas compuestas de grafito pueden soportar temperaturas cercanas a los 350°C. Sin embargo, estas aplicaciones de temperaturas extremas requieren consideraciones adicionales más allá de la estanquidad, incluidos lubricantes especiales (o diseños de funcionamiento en seco), compensación de la dilatación térmica y materiales con coeficientes de dilatación térmica coincidentes para evitar el agarrotamiento con la temperatura.
¿Qué longitud puede tener la carrera de un cilindro neumático antes de que sean necesarios soportes intermedios?
La necesidad de soportes intermedios depende del diámetro del vástago, la orientación y los requisitos de precisión. Como orientación general, los cilindros horizontales con relaciones estándar entre vástago y barrena (0,3-0,4) suelen necesitar soportes intermedios cuando las carreras superan 1,5 metros. El umbral exacto puede calcularse mediante la fórmula de desviación δ = (F × L³) / (3 × E × I), donde una deflexión significativa (normalmente >1 mm) indica que se necesita apoyo. Los cilindros verticales a menudo pueden extenderse hasta 2-3 metros antes de necesitar apoyo debido a la ausencia de carga lateral gravitatoria.
¿Qué tolerancia de fabricación puede alcanzarse en los carriles guía de forma especial?
Mediante una combinación de mecanizado CNC de 5 ejes, electroerosión por hilo y rectificado de precisión, los raíles guía de formas especiales pueden alcanzar tolerancias de ±0,005 mm para dimensiones críticas y acabados superficiales tan finos como 0,2-0,4 Ra. La precisión del perfil (la conformidad con la forma teórica) puede mantenerse dentro de 0,01-0,02 mm utilizando modernas técnicas de fabricación. Para las aplicaciones de mayor precisión, puede recurrirse al ajuste manual final y al ensamblaje selectivo para conseguir tolerancias funcionales inferiores a ±0,003 mm para componentes de acoplamiento específicos.
¿Cómo se evita el agarrotamiento en cilindros de carrera larga con casquillos de apoyo múltiples?
Para evitar el agarrotamiento en cilindros de carrera larga con múltiples apoyos se requieren varias técnicas: (1) aplicar un enfoque de alineación progresiva en el que sólo un casquillo proporcione la alineación primaria, mientras que los demás ofrezcan un apoyo flotante con una ligera holgura; (2) utilizar casquillos autoalineables con superficies exteriores esféricas que puedan adaptarse a ligeras desalineaciones; (3) garantizar una alineación precisa durante la instalación utilizando sistemas de medición láser; y (4) emplear materiales con coeficientes de dilatación térmica coincidentes para todos los componentes estructurales con el fin de evitar el agarrotamiento inducido por la temperatura.
¿Cuál es el sobrecoste de los cilindros a medida en comparación con los modelos estándar?
El sobrecoste de los cilindros personalizados varía considerablemente en función del grado de personalización, pero normalmente oscila entre 2 y 10 veces el coste de los modelos estándar. Las modificaciones sencillas, como configuraciones especiales de montaje o puertos, pueden añadir 30-50% al precio base. Una personalización moderada, como carreras no estándar o juntas especiales, suele duplicar el coste. Los diseños altamente especializados con guías personalizadas, capacidades para temperaturas extremas o refuerzos para carreras extralargas pueden costar entre 5 y 10 veces más que los modelos estándar. Sin embargo, esta prima debe evaluarse en relación con el coste de intentar adaptar los componentes estándar a aplicaciones inadecuadas, lo que suele dar lugar a frecuentes sustituciones y tiempos de inactividad del sistema.
¿Cómo se prueban y validan los diseños de cilindros personalizados antes de su producción?
Los diseños de cilindros personalizados se validan mediante un proceso de varias etapas: (1) simulación por ordenador mediante AEF (análisis de elementos finitos) para verificar la integridad estructural e identificar posibles concentraciones de tensión; (2) pruebas de prototipos en condiciones controladas, a menudo con pruebas de vida útil acelerada a 1,5-2× la presión de diseño y la frecuencia de ciclos; (3) pruebas en cámaras ambientales para temperaturas extremas; (4) pruebas de campo instrumentadas que miden parámetros como temperaturas internas, fuerzas de fricción y estabilidad de alineación; y (5) pruebas destructivas de prototipos para verificar los márgenes de seguridad. En el caso de aplicaciones críticas, pueden construirse dispositivos de prueba personalizados para simular las condiciones exactas de la aplicación antes de la aprobación final de la producción.
-
Ofrece una explicación detallada del mecanizado CNC de 5 ejes, un proceso de fabricación avanzado que permite cortar piezas en cinco ejes diferentes simultáneamente, lo que posibilita la creación de geometrías muy complejas. ↩
-
Explica los principios del mecanizado por descarga eléctrica de hilo (EDM), un proceso de mecanizado no tradicional que utiliza un hilo cargado eléctricamente para cortar materiales conductores con extrema precisión. ↩
-
Ofrece información completa sobre el poliéter éter cetona (PEEK), un termoplástico de ingeniería de alto rendimiento conocido por sus excelentes propiedades mecánicas y su resistencia a temperaturas extremas y productos químicos agresivos. ↩
-
Describe el módulo de elasticidad (también conocido como módulo de Young), una propiedad fundamental de los materiales que mide su rigidez y su resistencia a la deformación elástica bajo tensión. ↩
-
Proporciona una explicación clara del momento de inercia del área, una propiedad geométrica de una sección transversal que refleja cómo se distribuyen sus puntos con respecto a un eje arbitrario, y que es crucial para calcular la deflexión de una viga. ↩
