

Todos los ingenieros de seguridad con los que consulto se enfrentan al mismo reto: los sistemas de seguridad neumáticos estándar no suelen proporcionar una protección adecuada en aplicaciones de alto riesgo. Es probable que haya experimentado la ansiedad de los cuasi accidentes, la frustración de los retrasos en la producción debidos a disparos molestos o, lo que es peor, la devastación de un incidente de seguridad real a pesar de contar con sistemas "conformes". Estas deficiencias dejan a los trabajadores vulnerables y a las empresas expuestas a importantes responsabilidades.
El sistema de seguridad neumático más eficaz combina una respuesta rápida de emergencia válvulas de cierre (menos de 50ms), diseñado adecuadamente SIL-rated1 circuitos de seguridad redundantes y mecanismos de bloqueo de doble presión validados. Este enfoque integral suele reducir el riesgo de lesiones graves en un 96-99% en comparación con los sistemas básicos centrados en el cumplimiento.
El mes pasado, trabajé con una planta de fabricación de Ontario que había sufrido una lesión grave cuando su sistema neumático de seguridad estándar no pudo evitar un movimiento inesperado durante el mantenimiento. Tras implantar nuestro enfoque de seguridad integral, no solo han eliminado los incidentes de seguridad, sino que han aumentado la productividad en 14% gracias a la reducción del tiempo de inactividad por desplazamientos molestos y a la mejora de los procedimientos de acceso para el mantenimiento.
Índice
- Normas de tiempo de respuesta de la válvula de parada de emergencia
- Especificaciones de diseño de circuitos de seguridad de nivel SIL
- Proceso de validación del mecanismo de bloqueo de doble presión
- Conclusión
- Preguntas frecuentes sobre los sistemas neumáticos de seguridad
¿Qué tiempo de respuesta necesitan realmente las válvulas de cierre de emergencia para evitar lesiones?
Muchos ingenieros de seguridad seleccionan las válvulas de parada de emergencia basándose principalmente en la capacidad de caudal y el coste, pasando por alto el factor crítico del tiempo de respuesta. Este descuido puede tener consecuencias catastróficas cuando milisegundos marcan la diferencia entre un cuasi accidente y una lesión grave.
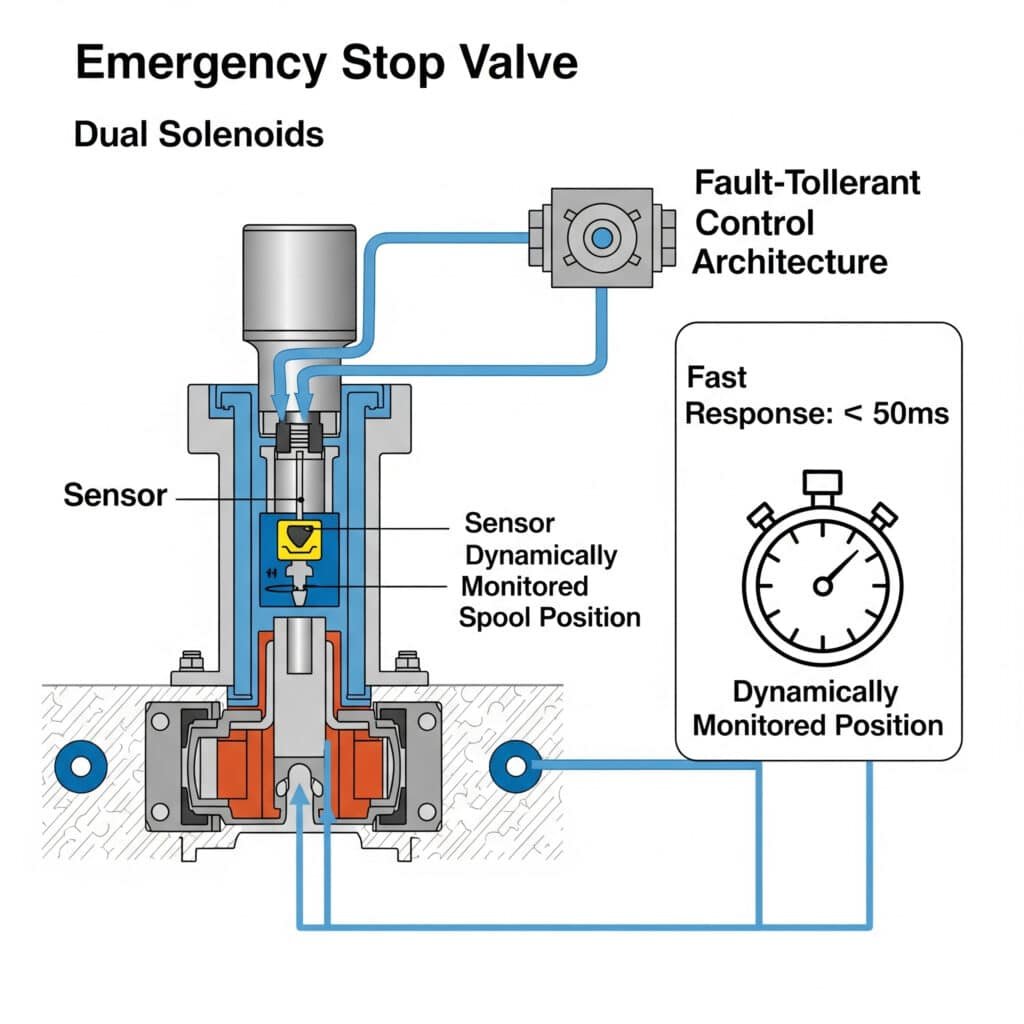
Las válvulas de parada de emergencia eficaces para sistemas neumáticos deben lograr el cierre completo en un plazo de 15-50 ms, en función del nivel de riesgo de la aplicación, mantener un rendimiento constante a lo largo de su vida útil e incluir capacidades de supervisión para detectar la degradación. Los diseños más fiables incorporan solenoides dobles con posiciones de bobina supervisadas dinámicamente y arquitectura de control tolerante a fallos.
Normas globales de tiempo de respuesta para válvulas de cierre de emergencia
Tras analizar cientos de incidentes de seguridad neumática y realizar pruebas exhaustivas, he desarrollado estas normas de tiempo de respuesta específicas para cada aplicación:
| Categoría de riesgo | Tiempo de respuesta requerido | Tecnología de válvulas | Requisitos de control | Frecuencia de las pruebas | Aplicaciones típicas |
|---|---|---|---|---|---|
| Riesgo extremo | 10-15ms | Control dinámico, doble solenoide | Control continuo del ciclo, detección de fallos | Mensualmente | Prensas de alta velocidad, células de trabajo robotizadas, corte automatizado |
| Alto riesgo | 15-30 ms | Control dinámico, doble solenoide | Retroalimentación de posición, detección de fallos | Trimestral | Equipos de manipulación de materiales, montaje automatizado, maquinaria de envasado |
| Riesgo medio | 30-50ms | Vigilancia estática, doble solenoide | Comentarios sobre la posición | Semestralmente | Sistemas de transporte, automatización sencilla, procesamiento de materiales |
| Riesgo bajo | 50-100ms | Monoestable con retorno por muelle | Retroalimentación de posición básica | Anualmente | Aplicaciones no peligrosas, utillaje sencillo, sistemas auxiliares |
Metodología de medición y validación del tiempo de respuesta
Para validar correctamente el funcionamiento de la válvula de cierre de emergencia, siga este completo protocolo de pruebas:
Fase 1: Caracterización inicial del tiempo de respuesta
Establecer el rendimiento de referencia mediante pruebas rigurosas:
Señal eléctrica al movimiento inicial
Mida el retardo entre la desenergización eléctrica y el primer movimiento detectable de la válvula:
- Utilice la adquisición de datos a alta velocidad (muestreo mínimo de 1 kHz)
- Prueba con tensión de alimentación mínima, nominal y máxima
- Repetir las mediciones a la presión de funcionamiento mínima, nominal y máxima.
- Realizar un mínimo de 10 ciclos para establecer la validez estadística
- Calcular los tiempos de respuesta medio y máximoMedición del tiempo de viaje completo
Determine el tiempo necesario para el cierre completo de la válvula:
- Utilizar sensores de caudal para detectar el cese total del flujo
- Medir las curvas de caída de presión aguas abajo de la válvula
- Calcular el tiempo de cierre efectivo en función de la reducción del flujo
- Prueba en diversas condiciones de caudal (25%, 50%, 75%, 100% de caudal nominal)
- Documentar el peor escenario de respuestaValidación de la respuesta del sistema
Evaluar el rendimiento de la función de seguridad completa:
- Medir el tiempo transcurrido desde el evento desencadenante hasta el cese del movimiento peligroso
- Incluya todos los componentes del sistema (sensores, controladores, válvulas, actuadores)
- Pruebas en condiciones de carga realistas
- Documentar el tiempo de respuesta de la función de seguridad total
- Comparación con los requisitos de distancia de seguridad calculados
Fase 2: Pruebas medioambientales y de estado
Verificar el rendimiento en toda la envolvente operativa:
Análisis del efecto de la temperatura
Tiempo de respuesta de la prueba en toda la gama de temperaturas:
- Rendimiento de arranque en frío (temperatura nominal mínima)
- Funcionamiento a alta temperatura (temperatura nominal máxima)
- Escenarios dinámicos de cambio de temperatura
- Efectos de los ciclos térmicos en la consistencia de la respuestaPruebas de variación del suministro
Evaluar el rendimiento en condiciones de suministro no ideales:
- Presión de suministro reducida (mínimo especificado -10%)
- Presión de suministro elevada (máxima especificada +10%)
- Fluctuación de la presión durante el funcionamiento
- Aire de alimentación contaminado (introducir contaminación controlada)
- Fluctuaciones de tensión (±10% de la nominal)Evaluación del rendimiento en resistencia
Verificar la coherencia de la respuesta a largo plazo:
- Medición inicial del tiempo de respuesta
- Ciclos de vida acelerados (mínimo 100.000 ciclos)
- Medición periódica del tiempo de respuesta durante el ciclo
- Verificación del tiempo de respuesta final
- Análisis estadístico de la desviación del tiempo de respuesta
Fase 3: Pruebas del modo de fallo
Evaluar el rendimiento en condiciones de fallo previsibles:
Pruebas de escenarios de fallo parcial
Evaluar la respuesta durante la degradación de los componentes:
- Degradación simulada del solenoide (potencia reducida)
- Obstrucción mecánica parcial
- Mayor fricción gracias a la contaminación controlada
- Reducción de la fuerza del muelle (si procede)
- Simulación de fallo de sensoresAnálisis de fallos por causas comunes
Probar la resistencia frente a fallos sistémicos:
- Perturbaciones del suministro eléctrico
- Interrupciones del suministro de presión
- Condiciones medioambientales extremas
- Pruebas de interferencias EMC/EMI
- Pruebas de vibración y choque
Caso práctico: Mejora de la seguridad en la estampación de metales
Una planta de estampación de metales de Pensilvania sufrió un incidente que estuvo a punto de producirse cuando su sistema de seguridad de prensas neumáticas no respondió con la suficiente rapidez en una situación de parada de emergencia. La válvula existente tenía un tiempo de respuesta medido de 85 ms, lo que permitía que la prensa siguiera moviéndose 38 mm después de que se activara la cortina de luz.
Realizamos una evaluación exhaustiva de la seguridad:
Análisis inicial del sistema
- Velocidad de cierre de la prensa: 450 mm/segundo
- Tiempo de respuesta de la válvula existente: 85 ms
- Tiempo total de respuesta del sistema: 115 ms
- Movimiento después de la detección: 51,75 mm
- Rendimiento de parada segura requerido: <10 mm de movimiento
Aplicación de la solución
Hemos recomendado y aplicado estas mejoras:
| Componente | Especificación original | Especificaciones mejoradas | Mejora del rendimiento |
|---|---|---|---|
| Válvula de parada de emergencia | Un solenoide, 85 ms de respuesta | Solenoide de doble monitorización, respuesta de 12 ms | 85,9% respuesta más rápida |
| Arquitectura de control | Lógica básica de relés | PLC de seguridad con diagnóstico | Supervisión y redundancia mejoradas |
| Posición de instalación | A distancia del actuador | Montaje directo en el cilindro | Reducción del retardo de la transmisión neumática |
| Capacidad de escape | Silenciador estándar | Escape rápido de alto caudal | Liberación de presión 3,2 veces más rápida |
| Sistema de vigilancia | Ninguno | Control dinámico de la posición de las válvulas | Detección de fallos en tiempo real |
Resultados de la validación
Tras la implantación, el sistema logró:
- Tiempo de respuesta de la válvula: 12 ms (mejora de 85,9%)
- Tiempo total de respuesta del sistema: 28 ms (mejora de 75,7%)
- Movimiento tras la detección: 12,6 mm (mejora 75,7%)
- El sistema cumple ahora con ISO 138552 requisitos de distancia de seguridad
- Ventaja adicional: 22% de reducción de las molestas desconexiones gracias a la mejora del diagnóstico.
Buenas prácticas de aplicación
Para un funcionamiento óptimo de la válvula de parada de emergencia:
Criterios de selección de válvulas
Concéntrese en estas especificaciones críticas:
- Documentación verificada del tiempo de respuesta (no sólo reclamaciones de catálogos)
- Valor B10d3 o la clasificación MTTFd adecuada para el nivel de prestaciones requerido
- Control dinámico de la posición de las válvulas
- Tolerancia a fallos adecuada al nivel de riesgo
- Capacidad de caudal con un margen de seguridad adecuado (mínimo 20%)
Directrices de instalación
Optimice la instalación para una respuesta más rápida:
- Colocar las válvulas lo más cerca posible de los actuadores
- Dimensione las líneas de suministro para una caída de presión mínima
- Maximiza la capacidad de escape con una restricción mínima
- Implementar válvulas de escape rápido para cilindros grandes
- Garantizar que las conexiones eléctricas cumplen el tiempo de respuesta requerido
Protocolo de mantenimiento y pruebas
Establecer una validación rigurosa y continua:
- Documentar el tiempo de respuesta de referencia en la puesta en servicio
- Realice pruebas periódicas del tiempo de respuesta a intervalos adecuados al riesgo.
- Establecer la degradación máxima aceptable del tiempo de respuesta (normalmente 20%)
- Crear criterios claros para la sustitución o el reacondicionamiento de válvulas
- Mantener registros de pruebas para la documentación de conformidad
¿Cómo diseñar circuitos neumáticos de seguridad que alcancen realmente su clasificación SIL?
Muchos circuitos neumáticos de seguridad tienen clasificaciones SIL sobre el papel, pero no ofrecen ese rendimiento en condiciones reales debido a descuidos de diseño, selección inadecuada de componentes o validación insuficiente.
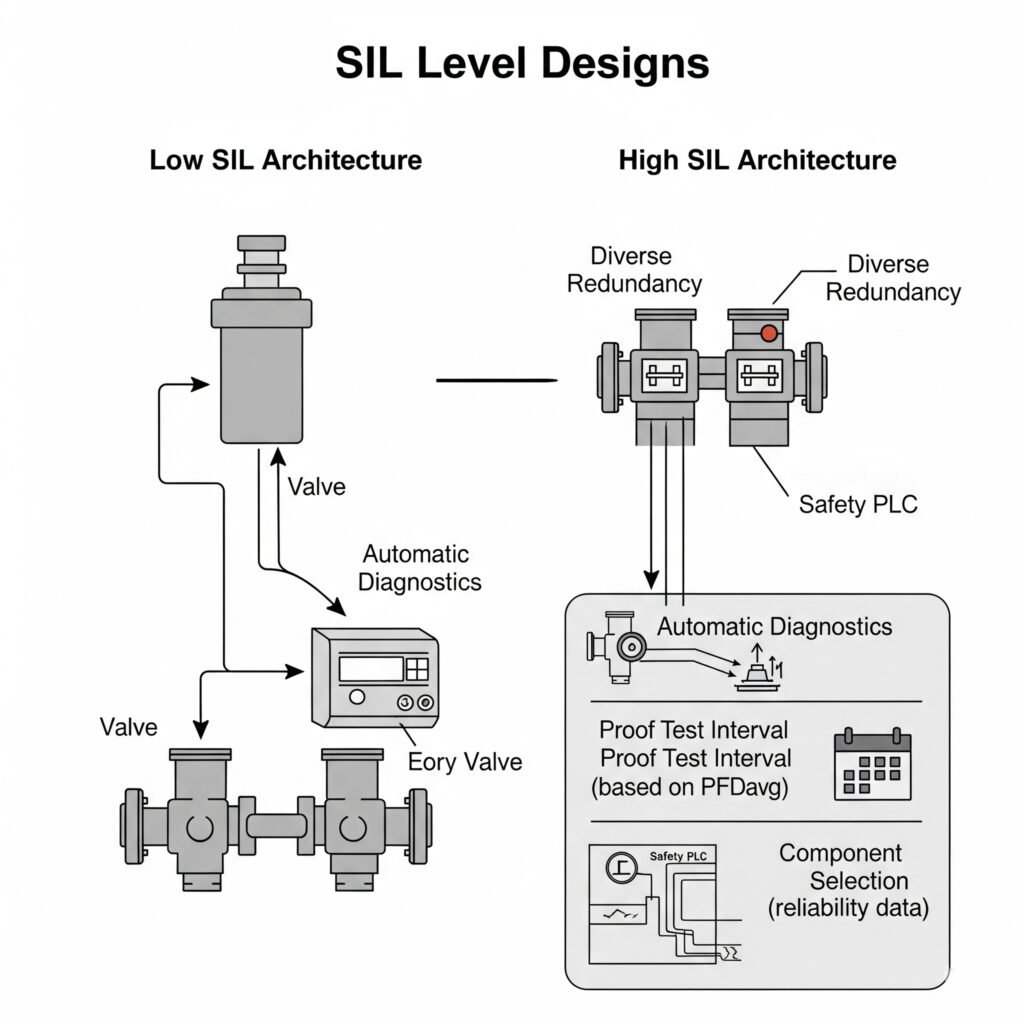
Los circuitos neumáticos de seguridad con clasificación SIL eficaces requieren una selección sistemática de componentes basada en datos de fiabilidad, una arquitectura que se ajuste al nivel SIL requerido, un análisis completo de los modos de fallo y procedimientos de prueba validados. Los diseños más fiables incorporan diversos tipos de redundancia, diagnósticos automáticos e intervalos de prueba definidos en función de los valores calculados. PFDavg4 valores.
Marco integral de diseño SIL para circuitos neumáticos de seguridad
Tras implantar cientos de sistemas de seguridad neumáticos con clasificación SIL, he desarrollado este enfoque de diseño estructurado:
| Nivel SIL | PFDavg requerido | Arquitectura típica | Cobertura diagnóstica | Intervalo de prueba | Requisitos de los componentes |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ a 10-² | 1oo1 con diagnóstico | >60% | 1-3 años | Datos básicos de fiabilidad, MTTF moderado |
| SIL 2 | 10-² a 10-³ | 1oo2 o 2oo3 | >90% | 6 meses - 1 año | Componentes certificados, elevado MTTF, datos sobre fallos |
| SIL 3 | 10-³ a 10-⁴ | 2oo3 o mejor | >99% | 1-6 meses | Certificación SIL 3, datos exhaustivos sobre fallos, diversas tecnologías |
| SIL 4 | 10-⁴ a 10-⁵ | Redundancia múltiple y diversa | >99,9% | <1 mes | Componentes especializados, probados en aplicaciones similares |
Metodología de diseño SIL estructurado para sistemas neumáticos
Para diseñar correctamente circuitos neumáticos de seguridad con clasificación SIL, siga esta completa metodología:
Fase 1: Definición de la función de seguridad
Empiece por definir con precisión los requisitos de seguridad:
Especificación de requisitos funcionales
Documente exactamente qué debe lograr la función de seguridad:
- Peligros específicos que se están mitigando
- Tiempo de respuesta requerido
- Definición de estado seguro
- Modos de funcionamiento cubiertos
- Requisitos para el restablecimiento manual
- Integración con otras funciones de seguridadDeterminación del objetivo SIL
Establecer el nivel de integridad de seguridad requerido:
- Realización de la evaluación de riesgos según IEC 61508/62061 o ISO 13849
- Determinar la reducción de riesgos necesaria
- Calcular la probabilidad de fallo objetivo
- Asignar el objetivo SIL adecuado
- Justificación de la selección del SILCriterios de rendimiento Definición
Establecer requisitos de rendimiento mensurables:
- Probabilidad máxima admisible de fallo peligroso
- Cobertura diagnóstica requerida
- Tolerancia mínima a fallos de hardware
- Requisitos sistemáticos de capacidad
- Condiciones medioambientales
- Tiempo de la misión e intervalos de las pruebas
Fase 2: Diseño de la arquitectura
Desarrollar una arquitectura de sistema que pueda alcanzar el SIL requerido:
Descomposición de subsistemas
Desglosar la función de seguridad en elementos manejables:
- Dispositivos de entrada (por ejemplo, paradas de emergencia, presostatos)
- Solucionadores lógicos (relés de seguridad, PLC de seguridad)
- Elementos finales (válvulas, mecanismos de cierre)
- Interfaces entre subsistemas
- Elementos de control y diagnósticoDesarrollo de estrategias de despidos
Diseñar la redundancia adecuada en función de los requisitos SIL:
- Redundancia de componentes (en paralelo o en serie)
- Diversas tecnologías para evitar fallos de causa común
- Modalidades de votación (1oo1, 1oo2, 2oo2, 2oo3, etc.)
- Independencia entre canales redundantes
- Mitigación de fallos por causas comunesDiseño de sistemas de diagnóstico
Desarrollar diagnósticos exhaustivos apropiados para el SIL:
- Pruebas de diagnóstico automático y frecuencia
- Capacidad de detección de fallos
- Cálculo de la cobertura diagnóstica
- Respuesta a los fallos detectados
- Indicadores de diagnóstico e interfaces
Fase 3: Selección de componentes
Seleccione componentes compatibles con el SIL requerido:
Recogida de datos sobre fiabilidad
Recopilar información exhaustiva sobre fiabilidad:
- Datos sobre el índice de fallos (peligrosos detectados, peligrosos no detectados)
- Valores B10d para componentes neumáticos
- Valores SFF (Safe Failure Fraction)
- Experiencia operativa previa
- Datos de fiabilidad del fabricante
- Componente Nivel de certificación SILEvaluación y selección de componentes
Evaluar los componentes en función de los requisitos SIL:
- Verificar la certificación de capacidad SIL
- Evaluar la capacidad sistemática
- Comprobar la idoneidad medioambiental
- Confirmar las capacidades de diagnóstico
- Verificar la compatibilidad con la arquitectura
- Evaluar la susceptibilidad al fallo por causa comúnAnálisis modal de fallos
Realizar una evaluación detallada de los modos de fallo:
- FMEDA (Análisis de Modos de Fallo, Efectos y Diagnóstico)
- Identificación de todos los modos de fallo pertinentes
- Clasificación de los fallos (seguros, peligrosos, detectados, no detectados)
- Análisis de fallos por causas comunes
- Mecanismos de desgaste y vida útil
Fase 4: Verificación y validación
Confirme que el diseño cumple los requisitos SIL:
Análisis cuantitativo
Calcular las métricas de rendimiento de la seguridad:
- PFDavg (Probabilidad media de fallo bajo demanda)
- HFT (Tolerancia a fallos de hardware)
- SFF (fracción de fallo seguro)
- Porcentaje de cobertura diagnóstica
- Contribución al fallo por causa común
- Verificación global de los logros del SILDesarrollo de procedimientos de prueba
Crear protocolos de pruebas exhaustivos:
- Pasos detallados de las pruebas para cada componente
- Equipo de ensayo y configuración necesarios
- Criterios de aprobado/no aprobado
- Determinación de la frecuencia de las pruebas
- Requisitos de documentación
- Pruebas de carrera parcial, si procedeCreación de paquetes de documentación
Compilar la documentación de seguridad completa:
- Especificación de los requisitos de seguridad
- Cálculos y análisis de diseño
- Fichas técnicas y certificados de los componentes
- Procedimientos de prueba
- Requisitos de mantenimiento
- Procedimientos de control de modificaciones
Caso práctico: Sistema de seguridad en el procesamiento químico
Una planta de procesamiento químico de Texas necesitaba implantar un sistema de seguridad neumático con clasificación SIL 2 para la función de parada de emergencia de su reactor. La función de seguridad debía garantizar la despresurización fiable de los actuadores neumáticos que controlan las válvulas de proceso críticas en un plazo de 2 segundos tras una situación de emergencia.
Diseñamos un circuito neumático de seguridad SIL 2 completo:
Definición de la función de seguridad
- Función: Despresurización de emergencia de actuadores de válvulas neumáticas
- Estado seguro: Todas las válvulas de proceso en posición de seguridad
- Tiempo de respuesta: <2 segundos para completar la despresurización
- Objetivo SIL: SIL 2 (PFDavg entre 10-² y 10-³)
- Duración de la misión: 15 años con pruebas periódicas
Diseño de la arquitectura y selección de componentes
| Subsistema | Arquitectura | Componentes seleccionados | Datos de fiabilidad | Cobertura diagnóstica |
|---|---|---|---|---|
| Dispositivos de entrada | 1oo2 | Transmisores de presión dobles con comparación | λDU = 2,3×10-⁷/hora cada uno | 92% |
| Solucionador lógico | 1oo2D | PLC de seguridad con módulos de salida neumática | λDU = 5,1×10-⁸/hora | 99% |
| Elementos finales | 1oo2 | Válvulas de escape de seguridad de doble control | B10d = 2,5×10⁶ ciclos | 95% |
| Suministro neumático | Redundancia en serie | Reguladores de presión dobles con supervisión | λDU = 3,4×10-⁷/hora cada uno | 85% |
Resultados de la verificación
- PFDavg calculado: 8,7×10-³ (dentro del intervalo SIL 2)
- Tolerancia a fallos de hardware: HFT = 1 (cumple los requisitos SIL 2)
- Fracción de fallo seguro: SFF = 94% (supera el mínimo SIL 2)
- Factor de causa común: β = 2% (con selección diversa de componentes)
- Intervalo de prueba: 6 meses (basado en el cálculo de PFDavg)
- Capacidad sistemática: SC 2 (todos los componentes con SC 2 o superior)
Resultados de la aplicación
Tras la aplicación y la validación:
- El sistema ha superado con éxito la verificación SIL de terceros
- Las pruebas confirmaron el rendimiento calculado
- Pruebas parciales de carrera realizadas para la validación mensual
- Procedimientos de prueba completos documentados y validados
- Personal de mantenimiento plenamente formado en el funcionamiento y las pruebas del sistema
- El sistema ha realizado con éxito 12 paradas de emergencia en 3 años
Buenas prácticas de aplicación
Para implantar con éxito un circuito neumático de seguridad con clasificación SIL:
Requisitos de la documentación de diseño
Mantener registros de diseño exhaustivos:
- Especificación de los requisitos de seguridad con un objetivo SIL claro
- Diagramas de bloques de fiabilidad con detalles de arquitectura
- Justificación de la selección de componentes y fichas técnicas
- Cálculos e hipótesis del porcentaje de fallos
- Análisis de fallos por causas comunes
- Cálculos finales de verificación SIL
Errores comunes que hay que evitar
Tenga en cuenta estos errores de diseño frecuentes:
- Tolerancia a fallos de hardware insuficiente para el nivel SIL
- Cobertura de diagnóstico inadecuada para la arquitectura
- Pasar por alto los fallos de causa común
- Intervalos de prueba inadecuados
- Falta una evaluación sistemática de las capacidades
- Consideración inadecuada de las condiciones medioambientales
- Documentación insuficiente para la verificación SIL
Mantenimiento y gestión del cambio
Establecer procesos rigurosos y continuos:
- Procedimientos de prueba documentados con criterios claros de aprobado/no aprobado
- Políticas estrictas de sustitución de componentes (de igual a igual)
- Proceso de gestión de cambios para cualquier modificación
- Sistema de seguimiento y análisis de fallos
- Revalidación periódica de los cálculos SIL
- Programa de formación para el personal de mantenimiento
¿Cómo se validan los mecanismos de bloqueo de doble presión para garantizar que funcionan realmente?
Los mecanismos de bloqueo de doble presión son dispositivos de seguridad críticos que evitan movimientos inesperados en los sistemas neumáticos, pero muchos se aplican sin la validación adecuada, lo que crea una falsa sensación de seguridad.
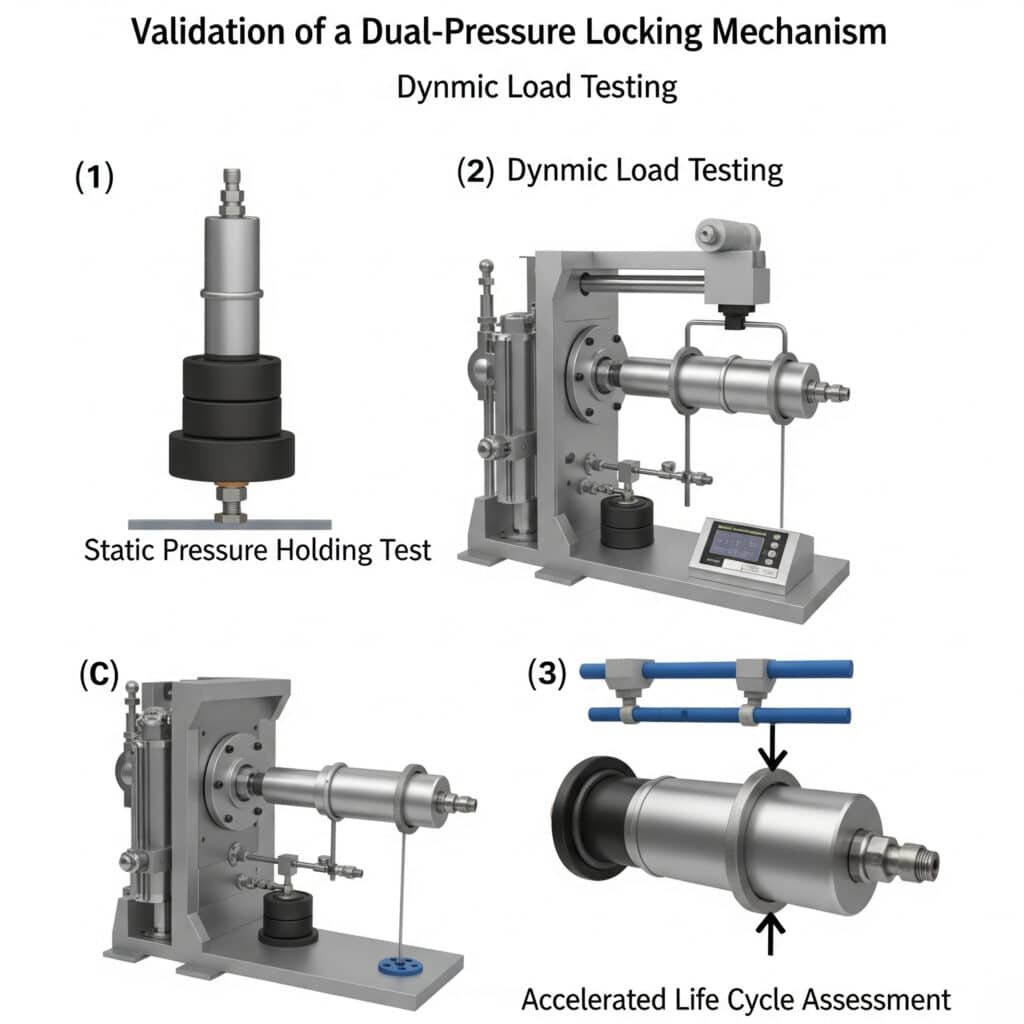
La validación eficaz de los mecanismos de bloqueo de doble presión requiere pruebas exhaustivas en todas las condiciones de funcionamiento previsibles, análisis de modos de fallo y verificación periódica del rendimiento. Los procesos de validación más fiables combinan pruebas de retención de presión estática, pruebas de carga dinámica y evaluación acelerada del ciclo de vida para garantizar un rendimiento constante durante toda la vida útil del dispositivo.
Marco integral de validación del mecanismo de bloqueo de doble presión
Tras implantar y validar cientos de sistemas de cierre de doble presión, he desarrollado este enfoque de validación estructurado:
| Fase de validación | Métodos de ensayo | Criterios de aceptación | Requisitos de documentación | Frecuencia de validación |
|---|---|---|---|---|
| Validación del diseño | Análisis FEA5Pruebas de prototipos, análisis modal de fallos | Movimiento cero bajo carga nominal 150%, comportamiento a prueba de fallos | Cálculos de diseño, informes de pruebas, documentación FMEA | Una vez durante la fase de diseño |
| Validación de la producción | Pruebas de carga, pruebas cíclicas, medición del tiempo de respuesta | 100% enganche de cerradura, rendimiento constante | Certificados de ensayo, datos de rendimiento, registros de trazabilidad | Cada lote de producción |
| Validación de la instalación | Pruebas de carga in situ, verificación de la temporización, pruebas de integración | Funcionamiento correcto en la aplicación real | Lista de comprobación de la instalación, resultados de las pruebas, informe de puesta en servicio | Cada instalación |
| Validación periódica | Inspección visual, pruebas funcionales, pruebas de carga parcial | Rendimiento mantenido dentro de 10% de la especificación original | Registros de inspección, resultados de pruebas, análisis de tendencias | En función de la evaluación de riesgos (normalmente entre 3 y 12 meses) |
Proceso estructurado de validación del mecanismo de bloqueo de doble presión
Para validar correctamente los mecanismos de cierre de doble presión, siga este proceso exhaustivo:
Fase 1: Validación del diseño
Verificar el concepto de diseño fundamental:
Análisis de diseño mecánico
Evaluar los principios mecánicos básicos:
- Cálculos del equilibrio de fuerzas en todas las condiciones
- Análisis de tensiones de componentes críticos
- Análisis del apilamiento de tolerancias
- Verificación de la selección de materiales
- Resistencia a la corrosión y al medio ambienteAnálisis modal de fallos y efectos
Realización de un AMFE exhaustivo:
- Identificar todos los modos de fallo potenciales
- Evaluar los efectos de los fallos y su criticidad
- Determinar los métodos de detección
- Calcular los Números de Prioridad de Riesgo (RPN)
- Desarrollar estrategias de mitigación de fallos de alto riesgoPruebas de rendimiento de prototipos
Verificar el rendimiento del diseño mediante pruebas:
- Verificación de la capacidad de retención estática
- Pruebas dinámicas de compromiso
- Medición del tiempo de respuesta
- Pruebas de las condiciones ambientales
- Pruebas de ciclo de vida acelerado
Fase 2: Validación de la producción
Garantizar una calidad de fabricación constante:
Protocolo de inspección de componentes
Verifique las especificaciones de los componentes críticos:
- Verificación dimensional de los elementos de cierre
- Confirmación de la certificación del material
- Inspección del acabado superficial
- Verificación del tratamiento térmico, si procede
- Ensayos no destructivos para componentes críticosPruebas de verificación del montaje
Confirmar el montaje y ajuste correctos:
- Alineación correcta de los elementos de bloqueo
- Precarga correcta de muelles y elementos mecánicos
- Par de apriete adecuado en las fijaciones
- Sellado correcto de los circuitos neumáticos
- Ajuste correcto de cualquier elemento variablePruebas de rendimiento funcional
Verifique el funcionamiento antes de la instalación:
- Verificación del enganche de la cerradura
- Medición de la fuerza de sujeción
- Calendario de compromiso/desenganche
- Pruebas de estanqueidad de circuitos neumáticos
- Pruebas de ciclos (1.000 ciclos como mínimo)
Fase 3: Validación de la instalación
Verifique el rendimiento en la aplicación real:
Lista de verificación de la instalación
Confirme que las condiciones de instalación son correctas:
- Alineación y estabilidad del montaje
- Calidad y presión de la alimentación neumática
- Integridad de la señal de control
- Protección del medio ambiente
- Accesibilidad para inspección y mantenimientoPruebas de sistemas integrados
Verificar el rendimiento del sistema completo:
- Interacción con el sistema de control
- Respuesta a las señales de parada de emergencia
- Rendimiento en condiciones reales de carga
- Compatibilidad con el ciclo de funcionamiento
- Integración con sistemas de vigilanciaPruebas de carga específicas para cada aplicación
Validar el rendimiento en condiciones reales:
- Prueba de carga estática con carga máxima de aplicación
- Pruebas de carga dinámica durante el funcionamiento normal
- Resistencia a las vibraciones en condiciones de funcionamiento
- Ciclos de temperatura, si procede
- Pruebas de exposición a contaminantes, si procede
Fase 4: Validación periódica
Garantizar la integridad del rendimiento:
Protocolo de inspección visual
Desarrollar controles visuales exhaustivos:
- Daños externos o corrosión
- Fuga o contaminación de fluidos
- Fijaciones o conexiones sueltas
- Alineación e integridad del montaje
- Indicadores de desgaste, si procedeProcedimiento de pruebas funcionales
Crear una verificación no invasiva del rendimiento:
- Verificación del enganche de la cerradura
- Resistencia a una carga de prueba reducida
- Medición del tiempo
- Pruebas de estanqueidad
- Respuesta de la señal de controlRecertificación periódica exhaustiva
Establecer intervalos de validación importantes:
- Desmontaje completo e inspección
- Sustitución de componentes en función de su estado
- Prueba de carga completa tras el montaje
- Actualización y recertificación de la documentación
- Evaluación y ampliación de la vida útil
Caso práctico: Sistema automatizado de manipulación de materiales
Un centro de distribución de Illinois sufrió un grave incidente de seguridad cuando falló un mecanismo de bloqueo de doble presión de un sistema de manipulación de materiales aéreo, provocando la caída inesperada de una carga. La investigación reveló que el mecanismo de bloqueo nunca se había validado correctamente tras su instalación y había desarrollado un desgaste interno que no se detectó.
Desarrollamos un amplio programa de validación:
Resultados de la evaluación inicial
- Diseño de la cerradura: Diseño de pistón opuesto de doble presión
- Presión de funcionamiento: 6,5 bar nominales
- Capacidad de carga: Nominal para 1.500 kg, funcionando con 1.200 kg
- Modo de fallo: Degradación de la junta interna que provoca una caída de presión
- Estado de validación: Sólo pruebas iniciales en fábrica, sin validación periódica.
Aplicación del programa de validación
Aplicamos este enfoque de validación en varias fases:
| Elemento de validación | Metodología de ensayo | Resultados | Medidas correctoras |
|---|---|---|---|
| Revisión del diseño | Análisis de ingeniería, modelado FEA | Margen de diseño adecuado pero supervisión insuficiente | Control de presión añadido, diseño de junta modificado |
| Análisis modal de fallos | AMFE exhaustivo | Identificados 3 modos de fallo críticos sin detección | Supervisión de cada modo de fallo crítico |
| Pruebas de carga estática | Aplicación de carga incremental a 150% de capacidad nominal | Todas las unidades aprobadas tras las modificaciones de diseño | Establecido como requisito de prueba anual |
| Rendimiento dinámico | Pruebas cíclicas con carga | 2 unidades mostraron un acoplamiento más lento de lo especificado | Unidades reconstruidas con componentes mejorados |
| Sistema de vigilancia | Control continuo de la presión con alarma | Detección con éxito de fugas simuladas | Integrado con el sistema de seguridad de las instalaciones |
| Validación periódica | Desarrollo de un programa de inspección de tres niveles | Datos de referencia establecidos | Creación de documentación y programa de formación |
Resultados del programa de validación
Tras implantar el programa integral de validación:
- 100% de mecanismos de cierre ahora cumplen o superan las especificaciones
- La supervisión automatizada proporciona una validación continua
- El programa de inspección mensual detecta los problemas a tiempo
- Las pruebas de carga anuales confirman el rendimiento continuado
- Cero incidentes de seguridad en 30 meses
- Beneficio adicional: reducción de 35% en mantenimiento de emergencia
Buenas prácticas de aplicación
Para una validación eficaz del mecanismo de bloqueo de doble presión:
Requisitos de documentación
Mantener registros de validación exhaustivos:
- Informes y cálculos de validación del diseño
- Certificados de pruebas de producción
- Listas de comprobación de la validación de la instalación
- Registros de inspecciones periódicas
- Investigación de fallos y medidas correctoras
- Historial de modificaciones y resultados de la revalidación
Equipos de ensayo y calibración
Garantizar la integridad de las mediciones:
- Equipo de prueba de carga con calibración válida
- Dispositivos de medición de la presión con la precisión adecuada
- Sistemas de medición del tiempo para la validación de respuestas
- Capacidades de simulación medioambiental cuando sea necesario
- Adquisición automatizada de datos para garantizar la coherencia
Gestión de programas de validación
Establecer procesos de gobernanza sólidos:
- Asignación clara de responsabilidades para las actividades de validación
- Requisitos de competencia para el personal de validación
- Revisión por la dirección de los resultados de la validación
- Proceso de acción correctiva para las validaciones fallidas
- Mejora continua de los métodos de validación
- Gestión de cambios para las actualizaciones del programa de validación
Conclusión
La implantación de sistemas de seguridad neumáticos realmente eficaces requiere un enfoque integral que vaya más allá del cumplimiento básico de las normas. Centrándose en los tres elementos críticos analizados -válvulas de parada de emergencia de respuesta rápida, circuitos de seguridad SIL correctamente diseñados y mecanismos de bloqueo de doble presión validados-, las organizaciones pueden reducir drásticamente el riesgo de lesiones graves y, a menudo, mejorar la eficacia operativa.
Las implementaciones de seguridad más exitosas tratan la validación como un proceso continuo en lugar de como un acontecimiento puntual. Mediante el establecimiento de protocolos de prueba sólidos, el mantenimiento de una documentación exhaustiva y la supervisión continua del rendimiento, puede garantizar que sus sistemas de seguridad neumáticos proporcionen una protección fiable durante toda su vida útil.
Preguntas frecuentes sobre los sistemas neumáticos de seguridad
¿Con qué frecuencia deben probarse las válvulas de cierre de emergencia para garantizar que mantienen su tiempo de respuesta?
Las válvulas de cierre de emergencia deben probarse a intervalos determinados por su categoría de riesgo y aplicación. Las aplicaciones de alto riesgo requieren pruebas mensuales, las de riesgo medio pruebas trimestrales y las de bajo riesgo pruebas semestrales o anuales. Las pruebas deben incluir tanto la medición del tiempo de respuesta como la verificación de la funcionalidad completa. Además, cualquier válvula que muestre una degradación del tiempo de respuesta de más de 20% con respecto a su especificación original debe sustituirse o reacondicionarse inmediatamente, independientemente del programa de pruebas regular.
¿Cuál es la razón más común por la que los circuitos neumáticos de seguridad no alcanzan su clasificación SIL designada en aplicaciones del mundo real?
La razón más común por la que los circuitos neumáticos de seguridad no alcanzan su clasificación SIL designada es la consideración inadecuada de los fallos de causa común (CCF). Aunque los diseñadores suelen centrarse en la fiabilidad de los componentes y la arquitectura de redundancia, a menudo subestiman el impacto de los factores que pueden afectar simultáneamente a varios componentes, como el suministro de aire contaminado, las fluctuaciones de tensión, las condiciones ambientales extremas o los errores de mantenimiento. El análisis y la mitigación adecuados de los CCF pueden mejorar el rendimiento SIL entre 3 y 5 veces en aplicaciones típicas de seguridad neumática.
¿Pueden adaptarse los mecanismos de bloqueo de doble presión a los sistemas neumáticos existentes, o requieren un rediseño completo del sistema?
Los mecanismos de bloqueo de doble presión pueden adaptarse con éxito a la mayoría de los sistemas neumáticos existentes sin necesidad de un rediseño completo, aunque la implementación específica depende de la arquitectura del sistema. En los sistemas basados en cilindros, pueden añadirse dispositivos de bloqueo externos con modificaciones mínimas. Para sistemas más complejos, los bloques de seguridad modulares pueden integrarse en los colectores de válvulas existentes. El requisito clave es una validación adecuada tras la instalación, ya que los sistemas retroadaptados suelen tener características de rendimiento diferentes a las de los sistemas diseñados originalmente. Normalmente, los mecanismos de bloqueo retroadaptados alcanzan un 90-95% del rendimiento de los diseños integrados cuando se implementan correctamente.
¿Cuál es la relación entre el tiempo de respuesta y la distancia de seguridad en los sistemas neumáticos de seguridad?
La relación entre el tiempo de respuesta y la distancia de seguridad sigue la fórmula S = (K × T) + C, donde S es la distancia de seguridad mínima, K es la velocidad de aproximación (normalmente 1600-2000 mm/s para movimientos de mano/brazo), T es el tiempo de respuesta total del sistema (incluyendo detección, procesamiento de señales y respuesta de la válvula) y C es una distancia adicional basada en el potencial de intrusión. Para los sistemas neumáticos, cada reducción de 10 ms en el tiempo de respuesta de la válvula permite normalmente una reducción de 16-20 mm en la distancia de seguridad. Esta relación hace que las válvulas de respuesta rápida sean especialmente valiosas en aplicaciones con limitaciones de espacio en las que alcanzar grandes distancias de seguridad resulta poco práctico.
¿Cómo afectan los factores ambientales al rendimiento de los sistemas neumáticos de seguridad?
Los factores ambientales influyen significativamente en el rendimiento del sistema de seguridad neumático, siendo la temperatura el efecto más pronunciado. Las bajas temperaturas (inferiores a 5 °C) pueden aumentar los tiempos de respuesta en 15-30% debido al aumento de la viscosidad del aire y la rigidez de la junta. Las altas temperaturas (por encima de 40°C) pueden reducir la eficacia del sellado y acelerar la degradación de los componentes. La humedad afecta a la calidad del aire y puede introducir agua en el sistema, causando potencialmente problemas de corrosión o congelación. La contaminación procedente de entornos industriales puede obstruir pequeños orificios y afectar al movimiento de las válvulas. Las vibraciones pueden aflojar las conexiones y provocar el desgaste prematuro de los componentes. Una validación exhaustiva debe incluir pruebas en toda la gama medioambiental prevista para la aplicación.
¿Qué documentación es necesaria para demostrar el cumplimiento de las normas de seguridad de los sistemas neumáticos?
La documentación de seguridad completa de los sistemas neumáticos debe incluir:
(1) Evaluación de riesgos que documente los peligros y la reducción de riesgos requerida. (2) Especificaciones de requisitos de seguridad que detallen los requisitos de rendimiento y las funciones de seguridad;
(3) Documentación de diseño del sistema que incluya la justificación de la selección de componentes y las decisiones de arquitectura; (4) Informes de cálculo que demuestren la consecución de los niveles de rendimiento o SIL requeridos; (5) Informes de pruebas de validación que confirmen el rendimiento del sistema;
(6) Registros de verificación de la instalación; (7) Procedimientos periódicos de inspección y ensayo;
(8) Requisitos y registros de mantenimiento;
(9) Materiales de formación y registros de competencias; y
(10) Gestión de los procedimientos de cambio. Esta documentación debe mantenerse durante todo el ciclo de vida del sistema y actualizarse cada vez que se realicen modificaciones.
-
Ofrece una explicación detallada del nivel de integridad de la seguridad (SIL), una medida del rendimiento del sistema de seguridad en términos de probabilidad de fallo bajo demanda (PFD), tal y como se define en normas como la IEC 61508. ↩
-
Proporciona información sobre la norma internacional ISO 13855, que especifica los parámetros para las salvaguardias de posicionamiento basadas en la velocidad de las partes del cuerpo humano y el tiempo de parada global de la función de seguridad. ↩
-
Explica el concepto de B10d, una métrica de fiabilidad que representa el número de ciclos en los que se espera que 10% de una muestra de componentes mecánicos o neumáticos hayan fallado peligrosamente, utilizada en los cálculos de seguridad. ↩
-
Describe la probabilidad de fallo bajo demanda (PFDavg), la probabilidad media de que un sistema de seguridad deje de realizar la función diseñada cuando se produce una demanda, que es la métrica clave para determinar el SIL de un sistema. ↩
-
Ofrece una visión general del análisis de elementos finitos (AEF), un método informático para predecir cómo reacciona un producto ante fuerzas, vibraciones, calor y otros efectos físicos del mundo real, descomponiéndolo en un número finito de pequeños elementos. ↩
