

Treten bei Ihren pneumatischen Steuersystemen zeitliche Unstimmigkeiten, unerwartete Sequenzfehler oder gefährliche Umgehungen von Verriegelungen auf? Diese häufigen Probleme sind häufig auf die falsche Auswahl von Logikkomponenten zurückzuführen und führen zu Ineffizienzen in der Produktion, Sicherheitsvorfällen und erhöhten Wartungskosten. Die Auswahl der richtigen pneumatischen Logikkomponenten kann diese kritischen Probleme sofort lösen.
Das ideale pneumatische Logiksystem muss einen zuverlässigen sequentiellen Betrieb, eine präzise Zeitsteuerung und ausfallsichere Verriegelungsmechanismen bieten. Die richtige Auswahl der Komponenten erfordert ein Verständnis der Normen für Ablaufdiagramme, Methoden zur Validierung der Zeitverzögerung und Testverfahren für Multi-Signal-Verriegelungen, um die Integrität und Leistung des Systems sicherzustellen.
Vor kurzem habe ich einen Hersteller von Verpackungsanlagen beraten, der mit intermittierenden Sequenzausfällen in seinem Kartonaufrichter zu kämpfen hatte, was zu einem Produktionsverlust von 7% führte. Nach der Implementierung ordnungsgemäß spezifizierter pneumatischer Logikkomponenten mit validiertem Timing und Verriegelungen sank die Ausfallrate auf unter 0,5%, wodurch jährlich über $180.000 an Produktionsverlusten eingespart werden konnten. Lassen Sie mich Ihnen mitteilen, was ich über die Auswahl der perfekten pneumatischen Logikkomponenten für Ihre Anwendung gelernt habe.
Inhaltsübersicht
- Erstellen normgerechter pneumatischer Sequenzdiagramme
- Methoden zur Validierung der Genauigkeit von Zeitverzögerungsmodulen für eine präzise Steuerung
- Prüfung von Multi-Signal-Verriegelungsmechanismen für ausfallsicheren Betrieb
Erstellen normgerechter pneumatischer Sequenzdiagramme
Sequenzielle Diagramme sind die Grundlage für den Entwurf pneumatischer Logiksysteme. Sie bieten eine standardisierte Darstellung des Systembetriebs, die Klarheit und Konsistenz gewährleistet.
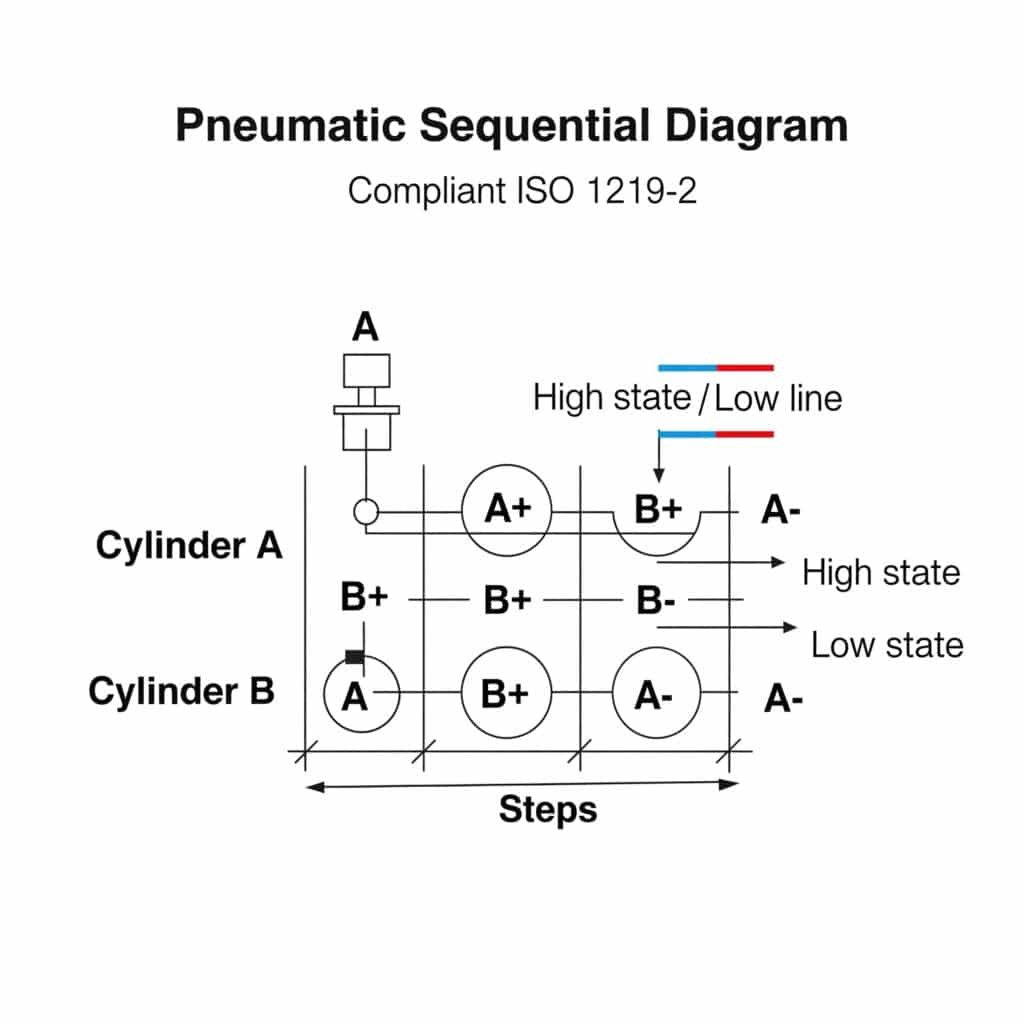
Pneumatische Sequenzdiagramme visualisieren die zeitlichen Beziehungen zwischen Systemereignissen unter Verwendung standardisierter Symbole und Formatierungskonventionen, die von ISO 1219-21 und ANSI/JIC-Normen. Ordnungsgemäß erstellte Diagramme ermöglichen eine genaue Komponentenauswahl, erleichtern die Fehlersuche und dienen als wichtige Dokumentation für die Wartung und Änderung des Systems.
Verständnis der Normen für Sequenzdiagramme
Mehrere internationale Normen regeln die Erstellung von pneumatischen Ablaufplänen:
| Standard | Schwerpunkt | Wesentliche Elemente | Anmeldung |
|---|---|---|---|
| ISO 1219-2 | Fluidtechnische Systeme | Symbol-Standards, Diagramm-Layout | Internationale Norm |
| ANSI/JIC | Industrielle Kontrollsysteme | Amerikanische Symbolkonventionen | US-Herstellung |
| IEC 60848 | GRAFCET/SFC | Methodik des schrittweisen Übergangs | Komplexe Sequenzen |
| VDI 3260 | Pneumatische Logik | Spezialisierte logische Symbole | Deutsche/Europäische Systeme |
Sequenzielle Diagrammtypen und Anwendungen
Die verschiedenen Diagrammtypen dienen bestimmten Zwecken beim Entwurf pneumatischer Logiksysteme:
Verdrängungs-Stufen-Diagramm
Das gebräuchlichste Format für die Darstellung pneumatischer Sequenzen:
Struktur
- Vertikale Achse: Systemkomponenten (Zylinder, Ventile)
- Horizontale Achse: Schritte oder zeitliche Abfolge
- Bewegungslinien: Aktivierung/Deaktivierung von KomponentenWesentliche Merkmale
- Klare Visualisierung der Komponentenbewegung
- Schrittweises Voranschreiten
- Identifizierung von gleichzeitigen Aktionen
- Unterscheidung zwischen ausfahrenden und einfahrenden BewegungenBeste Anwendungen
- Multizylinder-Sequenzen
- Fehlersuche in bestehenden Systemen
- Schulungsmaterial für Bediener
Signal-Stufen-Diagramm
Der Schwerpunkt liegt auf Kontrollsignalen und nicht auf physischen Bewegungen:
Struktur
- Vertikale Achse: Signalquellen (Endschalter, Sensoren)
- Horizontale Achse: Schritte oder zeitliche Abfolge
- Signalleitungen: ON/OFF-ZustandsänderungenWesentliche Merkmale
- Betonung der Steuerungslogik
- Klare zeitliche Beziehungen zwischen den Signalen
- Identifizierung von Signalüberschneidungen
- Visualisierung der VerriegelungsbedingungenBeste Anwendungen
- Komplexe logische Systeme
- Signalabhängige Sequenzen
- Überprüfung der Verriegelung
Funktionsdiagramm (GRAFCET2/SFC)
Strukturierter Ansatz für komplexe Sequenzen:
Struktur
- Schritte (Rechtecke): Stabile Systemzustände
- Übergänge (horizontale Linien): Bedingungen für Zustandswechsel
- Gerichtete Verbindungen: Fluss zwischen Schritten
- Aktionen: In jedem Schritt durchgeführte VorgängeWesentliche Merkmale
- Klare Unterscheidung zwischen Zuständen und Übergängen
- Unterstützung für parallele Sequenzen
- Bedingte Verzweigungsdarstellung
- Hierarchische StrukturfähigkeitBeste Anwendungen
- Komplexe Sequenzen mit mehreren Pfaden
- Systeme mit bedingten Operationen
- Integration mit PLC-Programmierung
Standard-Symbolkonventionen
Die einheitliche Verwendung von Symbolen ist entscheidend für die Übersichtlichkeit des Diagramms:
Aktor-Darstellung
| Komponente | Symbol-Konvention | Darstellung der Bewegung | Zustand Anzeige |
|---|---|---|---|
| Einfachwirkender Zylinder | Einzelne Leitung mit Rückholfeder | Horizontale Verschiebung | Ausgefahrene/eingefahrene Position |
| Doppelt wirkender Zylinder | Doppelleine ohne Feder | Horizontale Verschiebung | Ausgefahrene/eingefahrene Position |
| Drehantrieb | Kreis mit Drehpfeil | Winkelverschiebung | Gedreht/Hauptposition |
| Greifer | Parallele Linien mit Pfeilen | Anzeige Öffnen/Schließen | Offener/geschlossener Zustand |
Darstellung der Signalelemente
| Element | Symbol | Vertretung des Staates | Verbindungskonvention |
|---|---|---|---|
| Endschalter | Vierkant mit Rolle | Gefüllt, wenn aktiviert | Gestrichelte Linie zum Antrieb |
| Druckschalter | Kreis mit Diaphragma | Gefüllt, wenn aktiviert | Durchgehende Leitung zur Druckquelle |
| Zeitschaltuhr | Zifferblatt | Radiale Linienbewegung | Verbindung zum ausgelösten Element |
| Logisches Element | Funktionssymbol (UND, ODER) | Anzeige des Ausgangszustands | Eingangs-/Ausgangsleitungen |
Prozess der Erstellung von Sequenzdiagrammen
Folgen Sie diesem systematischen Ansatz, um standardkonforme Sequenzdiagramme zu erstellen:
Systemanalyse
- Identifizieren Sie alle Aktoren und ihre Bewegungen
- Anforderungen an die Reihenfolge definieren
- Bestimmen Sie die Kontrollabhängigkeiten
- Ermittlung der zeitlichen AnforderungenAuflistung der Komponenten
- Komponentenliste der vertikalen Achse erstellen
- In logischer Reihenfolge anordnen (typischerweise Arbeitsablauf)
- Einschließlich aller Aktoren und Signalelemente
- Hinzufügen von zeitlichen/logischen KomponentenDefinition der Schritte
- Definieren Sie verschiedene Schritte in der Reihenfolge
- Schrittübergangsbedingungen identifizieren
- Schrittdauern bestimmen (falls zutreffend)
- Identifizierung paralleler OperationenKonstruktion des Diagramms
- Zeichnen Sie die Bewegungslinien der Komponenten
- Signalaktivierungspunkte hinzufügen
- Zeitliche Elemente einbeziehen
- Markieren Sie Verriegelungen und AbhängigkeitenVerifizierung und Validierung
- Prüfung auf logische Konsistenz
- Überprüfung anhand der Sequenzanforderungen
- Validierung der zeitlichen Beziehungen
- Bestätigung der Verriegelungsfunktion
Häufige Fehler in Sequenzdiagrammen
Vermeiden Sie diese häufigen Fehler bei der Erstellung von Diagrammen:
Logische Ungereimtheiten
- Signalabhängigkeiten ohne Quellen
- Unmögliche gleichzeitige Bewegungen
- Fehlende Rückbewegungen
- Unvollständige SequenzenVerstöße gegen die Norm
- Inkonsistente Verwendung von Symbolen
- Nicht-Standard-Leitungstypen
- Ungeeignete Darstellung von Komponenten
- Unklare StufenübergängePraktische Fragen
- Unrealistische Zeitvorgaben
- Unzureichende Sensorpositionierung
- Unberücksichtigte mechanische Zwänge
- Fehlende Sicherheitsüberlegungen
Fallstudie: Sequenzielle Diagramm-Optimierung
Vor kurzem arbeitete ich mit einem Hersteller von Lebensmittelverarbeitungsanlagen zusammen, bei dem es in seinem Produkthandhabungssystem zu zeitweiligen Blockierungen kam. Die vorhandene Dokumentation war unvollständig und inkonsistent, was die Fehlerbehebung erschwerte.
Die Analyse ergab:
- Uneinheitliche sequenzielle Diagrammformate in der gesamten Dokumentation
- Fehlende Signalabhängigkeiten bei kritischen Übergängen
- Unklare zeitliche Anforderungen zwischen den Bewegungen
- Nicht dokumentierte manuelle Eingriffe in den Ablauf
Durch die Implementierung einer umfassenden Lösung:
- Erstellung standardisierter Weg-Schritt-Diagramme zur Verwendung durch den Bediener
- Entwicklung von detaillierten Signalschrittdiagrammen für die Wartung
- Implementierung von GRAFCET-Diagrammen für komplexe Entscheidungspunkte
- Standardisierte Verwendung von Symbolen in der gesamten Dokumentation
Die Ergebnisse waren signifikant:
- drei bisher unentdeckte Logikfehler identifiziert
- Entdeckung eines kritischen Zeitproblems bei der Produktübertragung
- Implementierung von ordnungsgemäßen Verriegelungen an wichtigen Sequenzpunkten
- Verringerung der Stauereignisse um 83%
- Verkürzte Fehlerbehebungszeit um 67%
- Verbessertes Verständnis der Bediener für den Systembetrieb
Methoden zur Validierung der Genauigkeit von Zeitverzögerungsmodulen für eine präzise Steuerung
Pneumatische Zeitverzögerungsmodule sind kritische Komponenten in sequenziellen Systemen, aber ihre Leistung muss validiert werden, um einen zuverlässigen Betrieb zu gewährleisten.
Methoden zur Validierung von Zeitverzögerungen überprüfen systematisch die Genauigkeit, Wiederholbarkeit und Stabilität von pneumatischen Zeitmessmodulen unter verschiedenen Betriebsbedingungen. Durch eine ordnungsgemäße Validierung wird sichergestellt, dass zeitkritische Vorgänge während ihrer gesamten Lebensdauer die erforderliche Präzision beibehalten, um Sequenzausfälle und Produktionsunterbrechungen zu vermeiden.
Grundlagen der pneumatischen Zeitverzögerung verstehen
Vor der Validierung ist es wichtig, die Funktionsprinzipien und Spezifikationen von pneumatischen Zeitmessgeräten zu verstehen:
Arten von pneumatischen Zeitverzögerungsmodulen
| Verzögerungstyp | Funktionsprinzip | Typische Messgenauigkeit | Einstellungsbereich | Beste Anwendungen |
|---|---|---|---|---|
| Blende-Behälter | Luft strömt durch eine Verengung | ±10-15% | 0,1-30 Sekunden | Allgemeiner Zweck |
| Präzisionsblende | Kalibrierte Beschränkung mit Kompensation | ±5-10% | 0,2-60 Sekunden | Industrielle Abläufe |
| Mechanische Zeitschaltuhr | Uhrwerk oder Hemmungsmechanismus | ±2-5% | 0,5-300 Sekunden | Kritisches Timing |
| Pneumatischer Dashpot | Kontrollierte Luftverdrängung | ±7-12% | 0,1-10 Sekunden | Dämpfung, Abfederung |
| Elektronisch-pneumatisch | Elektronische Zeitschaltuhr mit pneumatischem Ausgang | ±1-3% | 0,01-999 Sekunden | Präzisionsanwendungen |
Kritische Leistungsparameter
Schlüsselmetriken, die für jedes Timing-Modul validiert werden müssen:
Genauigkeit
- Abweichung vom Sollwert unter Standardbedingungen
- Üblicherweise ausgedrückt als Prozentsatz der eingestellten ZeitReproduzierbarkeit
- Abweichung zwischen aufeinanderfolgenden Vorgängen
- Entscheidend für eine konsistente SequenzleistungTemperaturstabilität
- Zeitabweichung über den Betriebstemperaturbereich
- Oft übersehen, aber in realen Anwendungen von BedeutungDruckempfindlichkeit
- Zeitabweichung bei Änderungen des Versorgungsdrucks
- Wichtig für Systeme mit schwankendem DruckLangfristige Drift
- Veränderung des Zeitablaufs bei längerem Betrieb
- Beeinflusst die Wartungsintervalle und den Kalibrierungsbedarf
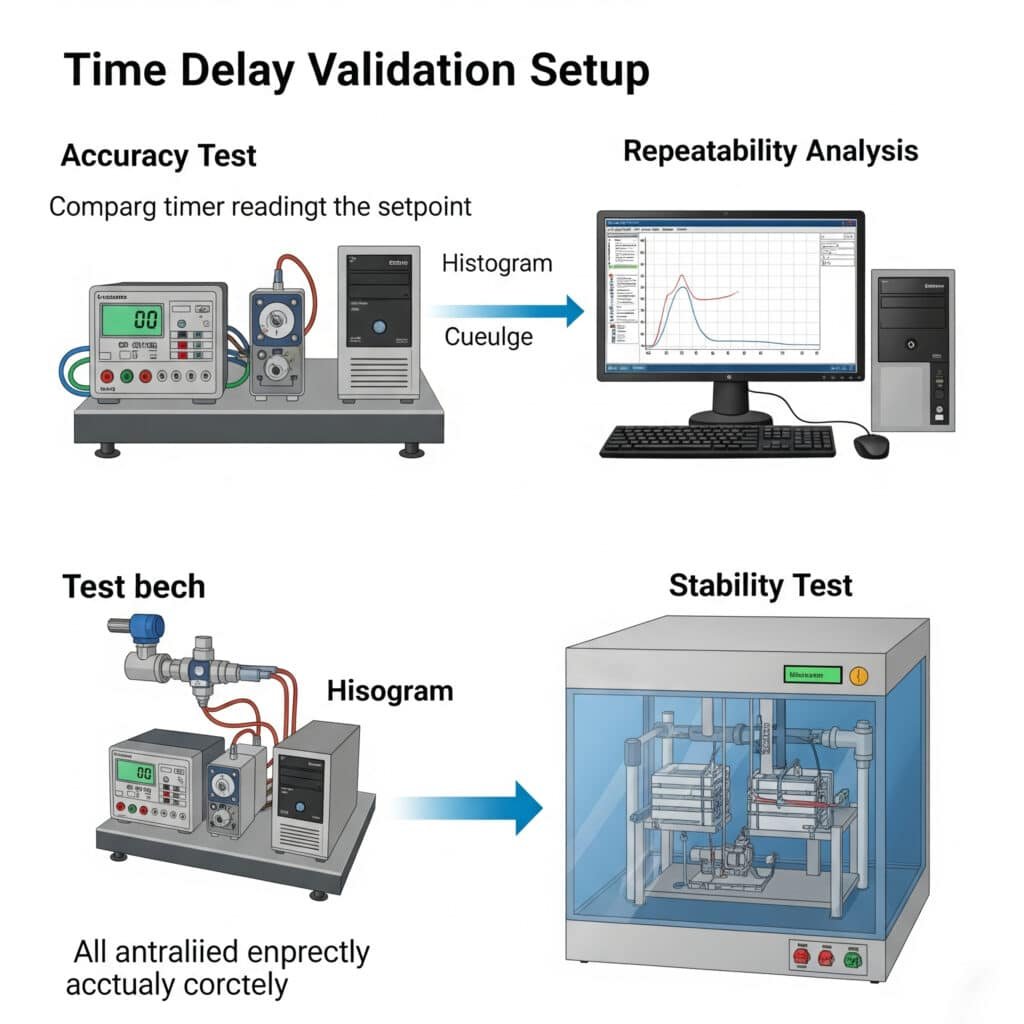
Standardisierte Validierungsmethoden
Es gibt mehrere bewährte Methoden zur Validierung der Verzögerungsleistung:
Grundlegende Zeitvalidierungsmethode (ISO 6358-kompatibel)
Geeignet für allgemeine industrielle Anwendungen:
Testaufbau
- Zeitmessmodul in Testschaltung einbauen
- Anschluss von Präzisionsdrucksensoren am Eingang und Ausgang
- Verwendung eines Hochgeschwindigkeits-Datenerfassungssystems (mindestens 100 Hz)
- Inklusive präziser Regelung des Versorgungsdrucks
- Regelung der Umgebungstemperatur auf 23°C ±2°CTestverfahren
- Verzögerung auf Zielwert einstellen
- Standard-Betriebsdruck anwenden (typischerweise 6 bar)
- Modul für die Triggerzeitsteuerung
- Aufzeichnung von Druckprofilen am Eingang und Ausgang
- Definieren Sie den Zeitpunkt des Druckanstiegs bei 50%
- Wiederholen Sie mindestens 10 Zyklen
- Test bei minimaler, typischer und maximaler VerzögerungseinstellungAnalyse-Metriken
- Berechnung der mittleren Verzögerungszeit
- Bestimmen Sie die Standardabweichung
- Berechnung der Genauigkeit (Abweichung vom Sollwert)
- Bestimmung der Wiederholbarkeit (maximale Abweichung)
Umfassendes Validierungsprotokoll
Für kritische Anwendungen, die detaillierte Leistungsdaten erfordern:
Standardbedingung Baseline
- Durchführung der Basisvalidierung unter Referenzbedingungen
- Festlegung von grundlegenden Leistungskennzahlen
- Mindestens 30 Zyklen für statistische GültigkeitPrüfung der Druckempfindlichkeit
- Prüfung bei -15%, nominal, und +15% Versorgungsdruck
- Berechnung des Druckkoeffizienten (% Änderung pro Bar)
- Ermittlung des Mindestdrucks für einen zuverlässigen BetriebPrüfung der Temperaturempfindlichkeit
- Prüfung bei minimaler, nominaler und maximaler Betriebstemperatur
- Vollständige thermische Stabilisierung zulassen (mindestens 2 Stunden)
- Berechnung des Temperaturkoeffizienten (% Änderung pro °C)Langfristige Stabilitätsprüfung
- Dauerbetrieb für mehr als 10.000 Zyklen
- Probenahme in regelmäßigen Abständen
- Berechnung der Driftrate und des voraussichtlichen KalibrierungsintervallsPrüfung der Lastempfindlichkeit
- Test mit unterschiedlichen nachgeschalteten Mengen
- Test mit verschiedenen angeschlossenen Komponenten
- Bestimmen Sie die maximale zuverlässige Tragfähigkeit
Anforderungen an die Validierungsausrüstung
Für eine ordnungsgemäße Validierung sind geeignete Prüfgeräte erforderlich:
Wesentliche Ausstattungsmerkmale
| Ausrüstung | Minimale Spezifikation | Empfohlene Spezifikation | Zweck |
|---|---|---|---|
| Drucksensoren | 0,5% Genauigkeit, 100Hz Abtastung | 0,1% Genauigkeit, 1kHz Abtastung | Druckprofile messen |
| Datenerfassung | 12-Bit-Auflösung, 100 Hz | 16-bit Auflösung, 1kHz | Aufzeichnung von Zeitdaten |
| Zeitgeber/Zähler | 0,01s Auflösung | 0,001s Auflösung | Referenzmessung |
| Druckregelung | ±0,1 bar Stabilität | ±0,05 bar Stabilität | Kontrolle der Testbedingungen |
| Temperaturkontrolle | ±2°C Stabilität | ±1°C Stabilität | Umweltkontrolle |
| Messung des Durchflusses | 2% Genauigkeit | 1% Genauigkeit | Überprüfung der Fließeigenschaften |
Analyse und Interpretation von Validierungsdaten
Eine ordnungsgemäße Analyse der Validierungsdaten ist entscheidend für aussagekräftige Ergebnisse:
Statistische Analyse
- Berechnung von Mittelwert, Median und Standardabweichung
- Bestimmen Sie Cpk3 und Prozessfähigkeit
- Identifizierung von Ausreißern und besonderen Ursachen
- Anwendung von RegelkartenmethodenKorrelationsanalyse
- Zeitliche Schwankungen mit Umweltfaktoren in Verbindung bringen
- Identifizierung wesentlicher Einflussgrößen
- Entwicklung von VergütungsstrategienFehlermöglichkeitsanalyse
- Erkennen von Bedingungen, die Zeitfehler verursachen
- Betriebsgrenzen festlegen
- Festlegung von Sicherheitsmargen
Fallstudie: Implementierung der Zeitverzögerungsvalidierung
Kürzlich arbeitete ich mit einem Hersteller von pharmazeutischen Anlagen zusammen, der mit uneinheitlichen Verweilzeiten in seinem Fläschchenabfüllsystem zu kämpfen hatte, was zu Schwankungen im Füllvolumen führte.
Die Analyse ergab:
- Zeitmessmodule, die mit einer Genauigkeit von ±12% arbeiten (Spezifikation verlangt ±5%)
- Erhebliche Temperaturempfindlichkeit während der Produktionsschichten
- Probleme mit der Wiederholbarkeit nach längerem Betrieb
- Druckschwankungen, die die Konsistenz der Zeitsteuerung beeinträchtigen
Durch die Einführung eines umfassenden Validierungsprogramms:
- Entwicklung eines kundenspezifischen Validierungsprotokolls auf der Grundlage der Anwendungsanforderungen
- Alle Zeitmessmodule unter realen Betriebsbedingungen getestet
- Charakterisierte Leistung über Druck- und Temperaturbereiche hinweg
- Einführung einer statistischen Prozesskontrolle für die Zeitvalidierung
Die Ergebnisse waren signifikant:
- Es wurden drei Zeitsteuerungsmodule identifiziert, die ersetzt werden müssen.
- Entdecktes kritisches Problem bei der Druckregulierung
- Implementierte Strategie zur Temperaturkompensation
- Reduzierte Zeitabweichung von ±12% auf ±3,5%
- Geringere Schwankungen des Füllvolumens durch 68%
- Festgelegtes 6-monatiges Validierungsintervall auf der Grundlage von Driftanalysen
Prüfung von Multi-Signal-Verriegelungsmechanismen für ausfallsicheren Betrieb
Verriegelungssysteme sind kritische Sicherheitselemente in pneumatischen Logiksystemen, die gründlich getestet werden müssen, um einen ordnungsgemäßen Betrieb unter allen Bedingungen zu gewährleisten.
Multi-Signal-Verriegelungstests überprüfen systematisch, dass pneumatische Sicherheitssysteme gefährliche Vorgänge verhindern, wenn die Schutzbedingungen nicht erfüllt sind. Umfassende Tests stellen sicher, dass Verriegelungen unter normalen, abnormalen und fehlerhaften Bedingungen korrekt funktionieren und Personal und Geräte vor potenziell gefährlichen Situationen schützen.
Grundlagen der pneumatischen Verriegelung verstehen
Verriegelungen verwenden logische Kombinationen von Signalen, um Vorgänge zuzulassen oder zu verhindern:
Arten von pneumatischen Verriegelungssystemen
| Verriegelungstyp | Funktionsprinzip | Sicherheitsstufe | Komplexität | Beste Anwendungen |
|---|---|---|---|---|
| Einzel-Signal | Grundlegende Blockierfunktion | Niedrig | Einfach | Nicht-kritische Vorgänge |
| Doppelsignal | Überprüfung unter zwei Bedingungen | Mittel | Mäßig | Standard-Sicherheitsanwendungen |
| Logik der Stimmabgabe | 2-von-3 oder ähnliche Redundanz | Hoch | Komplexe | Kritische Sicherheitsfunktionen |
| Überwachte Verriegelung | Fähigkeit zur Selbstkontrolle | Sehr hoch | Sehr komplex | Sicherheit des Personals |
| Zeitliche Verriegelung | Sequenzabhängig permissiv | Mittel | Mäßig | Sequenzierung von Prozessen |
Methoden zur Umsetzung der Verriegelung
Gemeinsame Ansätze zur Implementierung pneumatischer Verriegelungen:
Ansatz der logischen Elemente
- Verwendet die Funktionen AND, OR, NOT
- Implementierung von diskreten Komponenten
- Sichtbarer Betriebszustand
- Leicht zu ändernAnsatz der Ventilverriegelung
- Mechanische Verriegelung oder Pilotverriegelung von Ventilen
- Integriert in die Ventilkonstruktion
- In der Regel robuster
- Weniger flexibel für ÄnderungenGemischter Technologieansatz
- Kombiniert pneumatische mit elektrischen/elektronischen Elementen
- Verwendet häufig Druckschalter als Schnittstellen
- Höhere Flexibilität
- Erfordert multidisziplinäres Fachwissen
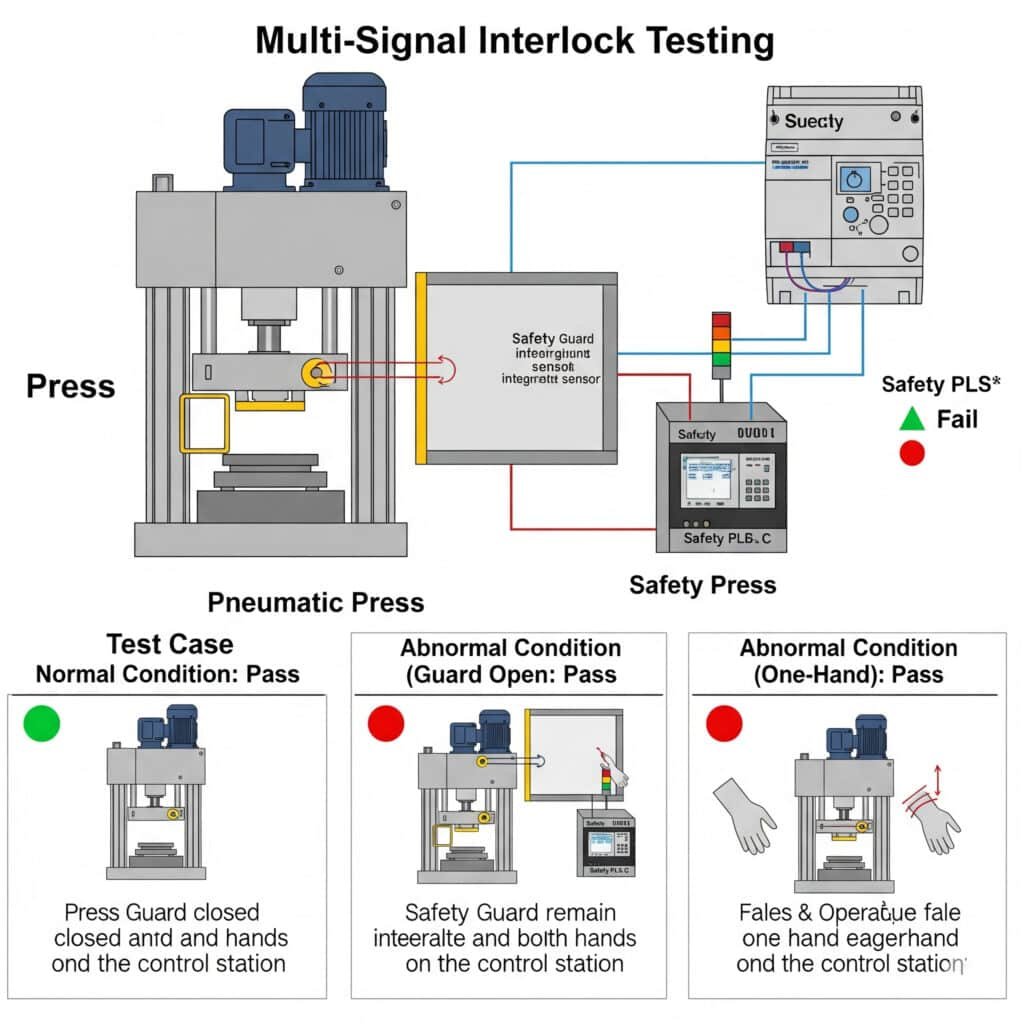
Umfassende Interlock-Testmethodik
Ein systematischer Ansatz zur Validierung der Funktionalität von Verriegelungen:
Protokoll der Funktionsprüfung
Grundlegende Überprüfung des vorgesehenen Betriebs:
Prüfung im Normalbetrieb
- Prüfen Sie, ob die Verriegelung den Betrieb zulässt, wenn alle Bedingungen erfüllt sind.
- Bestätigen Sie die richtige Reihenfolge mit den zeitlichen Anforderungen
- Testen Sie mehrere Zyklen auf Konsistenz
- Prüfen Sie das richtige RücksetzverhaltenPrüfung der Blockierfunktion
- Testen Sie jede Verriegelungsbedingung einzeln
- Der Verifizierungsvorgang wird verhindert, wenn eine Bedingung nicht erfüllt ist.
- Bestätigen Sie die entsprechende Anzeige/Rückmeldung
- Grenzbedingungen testen (knapp über/unter den Schwellenwerten)Testen des Rückstellverhaltens
- Überprüfen Sie die korrekte Rückstellung nach der Aktivierung der Verriegelung
- Test der automatischen und manuellen Rücksetzfunktionen
- Bestätigen Sie, dass der Betrieb nicht unerwartet wiederhergestellt wird.
- Überprüfen der Speicherfunktionen, falls zutreffend
Prüfung der Fehlerbedingungen
Überprüfung des Verhaltens unter anormalen Bedingungen:
Prüfung von Signalausfällen
- Simulieren von Sensor-/Schalterausfällen
- Test mit unterbrochenen Signalleitungen
- Überprüfen Sie das ausfallsichere Verhalten
- Bestätigen Sie geeignete Alarme/AnzeigenPrüfung der Verlustleistung
- Prüfverhalten bei Druckverlust
- Überprüfen Sie den Zustand nach der Druckwiederherstellung
- Bestätigen Sie, dass während der Wiederherstellung keine unerwarteten Bewegungen auftreten.
- Prüfung von PartialdruckszenarienSimulation von Bauteilausfällen
- Leckagen in kritischen Komponenten einführen
- Test mit teilweise funktionierenden Ventilen
- Simulieren Sie festsitzende Komponenten
- Überprüfen der Systemreaktion auf verschlechterte Bedingungen
Performance Boundary Testing
Überprüfung des Betriebs innerhalb der Spezifikationsgrenzen:
Prüfung der Zeitspanne
- Prüfung bei minimaler und maximaler Zeitvorgabe
- Überprüfen Sie den Betrieb mit schnellstmöglichen Signalwechseln
- Test mit den langsamsten erwarteten Signaländerungen
- Bestätigung der Spanne zwischen normalem und fehlerhaftem TimingPrüfung der Druckbegrenzung
- Prüfung bei dem angegebenen Mindestdruck
- Prüfung bei maximalem spezifiziertem Druck
- Überprüfen Sie den Betrieb bei Druckschwankungen
- Druckempfindlichkeit der Verriegelungsfunktion bestimmenPrüfung der Umweltbedingungen
- Test bei extremen Temperaturen
- Überprüfen Sie den Betrieb mit Vibration/Stoß
- Test mit Kontaminationseinleitung
- Bestätigung der Funktion unter den ungünstigsten Umweltbedingungen
Anforderungen an die Dokumentation der Verriegelungsprüfung
Eine ordnungsgemäße Dokumentation ist für die Verriegelungsprüfung unerlässlich:
Kritische Elemente der Dokumentation
Testspezifikation
- Klare Kriterien zum Bestehen/Nichtbestehen
- Verweis auf geltende Normen
- Erforderliche Prüfbedingungen
- Spezifikationen für PrüfgeräteTestverfahren
- Schritt-für-Schritt-Anleitung zum Test
- Ausgangsbedingungen und Aufbau
- Erforderliche spezifische Messungen
- Sicherheitsvorkehrungen während der PrüfungTestergebnisse
- Rohdaten aus der Prüfung
- Analyse und Berechnungen
- Bestimmung von bestanden/nicht bestanden
- Anomalien und BeobachtungenDokumentation zur Überprüfung
- Identifikation und Qualifikation der Tester
- Aufzeichnungen über die Kalibrierung von Prüfmitteln
- Überprüfung der Testbedingungen
- Unterschriften für die Genehmigung
Normen und Vorschriften für Verriegelungsprüfungen
Mehrere Normen regeln die Anforderungen an die Verriegelungsprüfung:
| Norm/Verordnung | Schwerpunkt | Wichtige Anforderungen | Anmeldung |
|---|---|---|---|
| ISO 138494 | Sicherheit von Maschinen | Überprüfung der Leistungsstufe | Maschinensicherheit |
| IEC 61508 | Funktionale Sicherheit | SIL-Level-Validierung | Prozesssicherheit |
| OSHA 1910.1475 | Verriegelung/Tagout | Überprüfung der Isolierung | Sicherheit der Arbeitnehmer |
| DE 983 | Pneumatische Sicherheit | Spezifische pneumatische Anforderungen | Europäische Maschinen |
| ANSI/PMMI B155.1 | Verpackungsmaschinen | Branchenspezifische Anforderungen | Verpackungsmaterial |
Fallstudie: Optimierung des Interlock-Systems
Vor kurzem habe ich einen Hersteller von Automobilteilen beraten, bei dem es zu einem Sicherheitsvorfall kam, als eine pneumatische Presse während der Wartung unerwartet in Betrieb genommen wurde.
Die Analyse ergab:
- Unzureichendes Programm zur Prüfung der Verriegelung
- Ein-Punkt-Ausfälle in kritischen Sicherheitsschaltungen
- Keine formale Validierung nach Systemänderungen
- Inkonsistente Prüfmethodik zwischen den Schichten
Durch die Implementierung einer umfassenden Lösung:
- Entwicklung von standardisierten Prüfprotokollen für Verriegelungen
- Implementierung von Fehlerinjektionstests für alle Sicherheitskreise
- Erstellung detaillierter Testdokumentationen und -aufzeichnungen
- Regelmäßiger Zeitplan für die Validierung festgelegt
- Schulung des Wartungspersonals in Prüfverfahren
Die Ergebnisse waren signifikant:
- Identifizierung von sieben bisher unentdeckten Fehlerarten
- Kritisches Zeitproblem bei der Verriegelung entdeckt
- Redundante Verriegelung für die Personalsicherheit implementiert
- Eliminierung von Einzelpunktausfällen in allen Sicherheitskreisen
- Erreichung der ISO 13849 Leistungsstufe d
- Null Sicherheitsvorfälle in 18 Monaten nach der Einführung
Umfassende Strategie zur Auswahl pneumatischer Logik-Komponenten
Um die optimalen pneumatischen Logikkomponenten für jede Anwendung auszuwählen, folgen Sie diesem integrierten Ansatz:
Definition der Systemanforderungen
- Bestimmung der Komplexität der Sequenz und des Zeitbedarfs
- Identifizierung sicherheitskritischer Funktionen
- Festlegung von Umweltbetriebsbedingungen
- Definition der Anforderungen an Zuverlässigkeit und WartungSystemlogik dokumentieren
- Erstellen standardkonformer Ablaufdiagramme
- Identifizieren Sie alle zeitabhängigen Funktionen
- Abbildung aller erforderlichen Verriegelungen
- Signalbeziehungen dokumentierenGeeignete Komponenten auswählen
- Auswahl der Logikelemente auf der Grundlage der Funktionsanforderungen
- Auswahl von Zeitmessmodulen je nach Genauigkeitsanforderungen
- Bestimmen Sie den Ansatz für die Umsetzung der Verriegelung
- Umweltverträglichkeit berücksichtigenValidierung der Systemleistung
- Prüfung der Genauigkeit und Stabilität des Zeitmessmoduls
- Überprüfung der Funktionsfähigkeit der Verriegelung unter allen Bedingungen
- Bestätigen Sie, dass der Ablauf mit den Diagrammen übereinstimmt.
- Dokumentieren Sie alle Validierungsergebnisse
Integrierte Auswahlmatrix
| Anforderungen an die Bewerbung | Empfohlener Logiktyp | Auswahl des Zeitmessmoduls | Implementierung der Verriegelung |
|---|---|---|---|
| Einfache Sequenz, unkritisch | Grundlegende Ventillogik | Standard Blende-Behälter | Ein-Signal-Verriegelung |
| Mittlere Komplexität, industriell | Dedizierte Logikelemente | Präzisionsblende mit Kompensation | Zwei-Signal-Verriegelung |
| Komplexer Ablauf, kritisches Timing | Spezialisierte Logikmodule | Elektronisch-pneumatischer Hybrid | Abstimmungslogik mit Überwachung |
| Sicherheitskritische Anwendung | Redundante Logiksysteme | Mechanische Zeitschaltuhr mit Überwachung | Überwachte Verriegelung mit Rückmeldung |
| Raue Umgebung, zuverlässiger Betrieb | Versiegelte Logikmodule | Temperaturkompensierte Zeitschaltuhr | Mechanisch verbundene Verriegelung |
Schlussfolgerung
Die Auswahl der optimalen pneumatischen Logikkomponenten erfordert ein Verständnis der Normen für Ablaufdiagramme, der Methoden zur Validierung von Zeitverzögerungen und der Prüfverfahren für Verriegelungen. Durch die Anwendung dieser Prinzipien können Sie einen zuverlässigen Sequenzbetrieb, eine präzise Zeitsteuerung und eine ausfallsichere Verriegelung in jeder pneumatischen Steuerungsanwendung erreichen.
Häufig gestellte Fragen zur Auswahl pneumatischer Logik-Komponenten
Wie bestimme ich die erforderliche Zeitgenauigkeit für mein pneumatisches System?
Analysieren Sie Ihre Prozessanforderungen, indem Sie zeitkritische Vorgänge und deren Auswirkungen auf die Produktqualität oder die Systemleistung ermitteln. Für den allgemeinen Materialtransport ist eine Genauigkeit von ±10% in der Regel ausreichend. Für synchronisierte Vorgänge (wie Übergabepunkte) ist eine Genauigkeit von ±5% anzustreben. Für Präzisionsprozesse, die sich auf die Produktqualität auswirken (Abfüllen, Dosieren), benötigen Sie eine Genauigkeit von ±2-3%. Für kritische Anwendungen sind ±1% oder besser erforderlich, was in der Regel mit elektronisch-pneumatischen Hybridzeitgebern erreicht wird. Rechnen Sie zu Ihren berechneten Anforderungen immer eine Sicherheitsmarge von mindestens 25% hinzu und validieren Sie die Zeitmessung unter tatsächlichen Betriebsbedingungen und nicht nur auf dem Prüfstand.
Welches ist die zuverlässigste Methode zur Implementierung kritischer Sicherheitsverriegelungen?
Für sicherheitskritische Anwendungen ist eine redundante Abstimmungslogik (2 aus 3) mit Überwachung einzusetzen. Verwenden Sie nach Möglichkeit mechanisch verbundene Ventilelemente, um Gleichtaktausfälle zu vermeiden. Integrieren Sie sowohl positive als auch negative Logik (Überprüfung des Vorhandenseins UND der Abwesenheit von Signalen) für kritische Funktionen. Sicherstellen, dass das System unter allen Fehlerbedingungen, einschließlich Strom-/Druckverlust, in einen sicheren Zustand übergeht. Integrieren Sie visuelle Indikatoren, die den Verriegelungsstatus anzeigen, und führen Sie regelmäßige Funktionstests in Intervallen durch, die durch die Risikobewertung bestimmt werden. Für höchste Zuverlässigkeit sollten Sie in Bereichen, in denen elektrische Systeme durch Umwelteinflüsse beeinträchtigt werden könnten, rein pneumatische Lösungen in Betracht ziehen.
Wie oft sollten pneumatische Ablaufdiagramme bei Systemänderungen aktualisiert werden?
Aktualisieren Sie pneumatische Ablaufdiagramme vor der Implementierung von Systemänderungen, nicht danach. Behandeln Sie das Diagramm als das Masterdokument, das die Änderungen vorantreibt, und nicht als Aufzeichnung der Änderungen. Überprüfen Sie nach der Implementierung den tatsächlichen Systembetrieb anhand des aktualisierten Diagramms und korrigieren Sie etwaige Unstimmigkeiten sofort. Bei geringfügigen Änderungen aktualisieren Sie den betroffenen Teil des Diagramms und überprüfen die angrenzenden Abläufe auf ihre Auswirkungen. Bei größeren Änderungen ist eine vollständige Überprüfung und Validierung des Diagramms vorzunehmen. Behalten Sie die Versionskontrolle für alle Diagramme bei und stellen Sie sicher, dass alle veralteten Versionen aus den Servicebereichen entfernt werden. Führen Sie einen formellen Überprüfungsprozess ein, der nach jedem Änderungszyklus eine Freigabe der Diagrammgenauigkeit erfordert.
-
Bietet einen Überblick über die Norm ISO 1219-2, in der die Regeln für das Zeichnen von Schaltplänen für Fluidtechniksysteme festgelegt sind, einschließlich der Verwendung von Symbolen und Layout-Konventionen. ↩
-
Erläutert die Prinzipien von GRAFCET (Sequential Function Chart), einer standardisierten grafischen Sprache zur Beschreibung des Verhaltens von Ablaufsteuerungen, insbesondere in der Automatisierung. ↩
-
Bietet eine detaillierte Definition des Prozessfähigkeitsindex (Cpk), ein statistisches Instrument zur Messung der Fähigkeit eines Prozesses, innerhalb der vom Kunden vorgegebenen Grenzen zu produzieren. ↩
-
Beschreibt die Norm ISO 13849, die Sicherheitsanforderungen und Anleitungen zu den Grundsätzen für den Entwurf und die Integration sicherheitsrelevanter Teile von Steuerungssystemen, einschließlich der Bestimmung von Performance Levels (PL), enthält. ↩
-
Bietet Informationen über die OSHA-Norm 1910.147, auch bekannt als Lockout/Tagout (LOTO), die die Anforderungen für die Abschaltung von Maschinen oder Anlagen umreißt, um die Freisetzung gefährlicher Energie während der Wartung oder Instandhaltung zu verhindern. ↩
