
Fällt es Ihnen schwer, zusätzliche Investitionen in Ihre pneumatischen Systeme zu rechtfertigen, während Sie gleichzeitig unter zunehmendem Druck stehen, die Betriebskosten zu senken? Viele Instandhaltungs- und Technikmanager befinden sich im Spannungsfeld zwischen Budgetbeschränkungen und Leistungserwartungen und wissen nicht, wie sie die finanziellen Vorteile einer Systemoptimierung nachweisen können.
Strategische ROI1 Erweiterung für kolbenstangenloser Zylinder Systeme kombiniert die Optimierung von Mehrzylindersynergien, die systematische Erkennung von Luftleckagen und die datengesteuerte Modellierung des Ersatzteilbestands - mit typischen Amortisationszeiten von 3-8 Monaten bei gleichzeitiger Senkung der Betriebskosten um 15-30% und Verbesserung der Systemzuverlässigkeit um 25-40%.
Ich habe vor kurzem mit einem Hersteller von Verpackungsmaschinen zusammengearbeitet, der diese Strategien für seine pneumatischen Systeme implementiert hat und innerhalb des ersten Jahres einen bemerkenswerten ROI von 267% erzielte, wodurch sich seine pneumatischen Systeme von einer Wartungslast in einen Wettbewerbsvorteil verwandelten. Diese Erfahrung ist kein Einzelfall - diese Ergebnisse sind in praktisch jeder industriellen Anwendung möglich, wenn die richtigen Verbesserungsstrategien richtig umgesetzt werden.
Inhaltsübersicht
- Wie kann die Optimierung der Mehrzylindersynergie die Effizienz Ihres Systems maximieren?
- Welche Techniken zur Erkennung von Luftleckagen bieten den schnellsten ROI?
- Welches Modell der Ersatzteilbevorratung minimiert Ihre Stillstandskosten?
- Schlussfolgerung
- FAQs zur ROI-Verbesserung bei kolbenstangenlosen Zylindern
Wie kann die Optimierung der Mehrzylindersynergie die Effizienz Ihres Systems maximieren?
Die Optimierung von Synergien zwischen mehreren Zylindern ist eine der am meisten übersehenen Möglichkeiten für erhebliche Effizienzsteigerungen in pneumatischen Systemen.
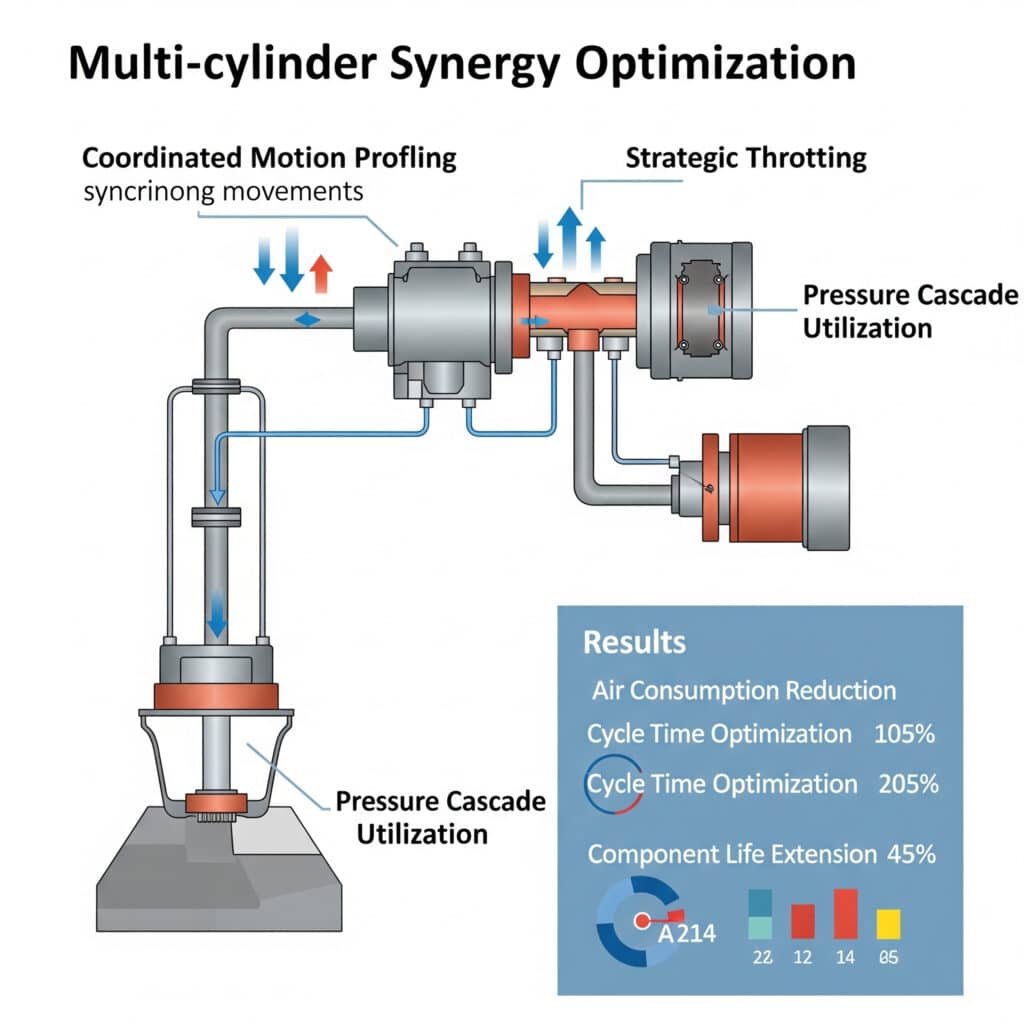
Effektive Synergieoptimierung mit mehreren Zylindern kombiniert strategische Drosselung, koordinierte Bewegungsprofilierung und Druckkaskadennutzung - dadurch wird der Luftverbrauch in der Regel um 20-35% reduziert, während die Zykluszeiten um 10-15% verbessert und die Lebensdauer der Komponenten um 30-50% verlängert werden.
Bei der Umsetzung von Optimierungsstrategien in verschiedenen Branchen habe ich festgestellt, dass sich die meisten Unternehmen auf die Leistung einzelner Zylinder konzentrieren und dabei die erheblichen Vorteile einer Optimierung auf Systemebene übersehen. Der Schlüssel liegt darin, mehrere Zylinder als integriertes System und nicht als isolierte Komponenten zu betrachten.
Umfassendes Rahmenwerk zur Optimierung von Synergien
Ein richtig umgesetzter Ansatz zur Synergieoptimierung umfasst diese wesentlichen Elemente:
1. Strategische Drosselung - Implementierung
Die koordinierte Drosselung auf mehreren Zylindern bringt erhebliche Vorteile:
| Strategie der Drosselung | Auswirkungen auf den Luftverbrauch | Auswirkungen auf die Leistung | Komplexität der Implementierung |
|---|---|---|---|
| Optimierung von Einzelzylindern | 10-15% Ermäßigung | Minimale Veränderung | Niedrig |
| Koordinierung sequenzieller Bewegungen | 15-25% Ermäßigung | 5-10% Verbesserung | Mittel |
| Implementierung der Druckkaskade | 20-30% Ermäßigung | 10-15% Verbesserung | Mittel-Hoch |
| Dynamische Druckanpassung | 25-35% Ermäßigung | 15-20% Verbesserung | Hoch |
Überlegungen zur Umsetzung:
- Analyse der Anforderungen an den Bewegungsablauf
- Identifizierung von Abhängigkeiten zwischen den Zylindern
- Bestimmung von kritischen und unkritischen Bewegungen
- Festlegung von Mindestdruckanforderungen für jede Bewegung
2. Koordinierte Entwicklung von Bewegungsprofilen
Optimierte Bewegungsprofile maximieren die Effizienz bei mehreren Zylindern:
Techniken zur Optimierung von Abläufen
- Sich überschneidende, nicht kollidierende Bewegungen
- Staffelung der verbrauchsintensiven Vorgänge
- Minimierung der Verweilzeiten zwischen den Bewegungen
- Optimierung von Beschleunigungs- und VerzögerungsprofilenStrategien für den Lastausgleich
- Verteilung des Spitzenluftverbrauchs
- Druckausgleichsanforderungen
- Ausgleich der Arbeitslast auf den Zylindern
- Minimierung von DruckschwankungenOptimierung der Zykluszeit
- Identifizierung von Vorgängen auf dem kritischen Pfad
- Rationalisierung nicht wertschöpfender Bewegungen
- Implementierung von parallelen Operationen, wo immer möglich
- Optimierung der Übergangszeiten
3. Druckkaskade2 Inanspruchnahme
Die Ausnutzung von Druckunterschieden im System verbessert die Effizienz:
Multi-Pressure System Design
- Einführung von abgestuften Druckstufen
- Anpassung des Drucks an den tatsächlichen Bedarf
- Anwendung von Strategien zur Druckreduzierung
- Rückgewinnung der Abgasenergie, wo dies möglich istSequentielle Druckausnutzung
- Nutzung der Abluft für sekundäre Tätigkeiten
- Einführung von Luftrecyclingtechniken
- Kaskadendruck von hohen zu niedrigen Anforderungen
- Optimierung der Ventil- und ReglerplatzierungDynamische Druckregelung
- Einführung einer adaptiven Druckregelung
- Einsatz von elektronischen Druckreglern
- Entwicklung von anwendungsspezifischen Druckprofilen
- Integration der rückkopplungsbasierten Anpassung
Durchführungsmethodik
Um eine wirksame Optimierung der Synergien zwischen mehreren Zylindern zu erreichen, sollten Sie diesen strukturierten Ansatz verfolgen:
Schritt 1: Systemanalyse und Mapping
Beginnen Sie mit einem umfassenden Systemverständnis:
Dokumentation der Bewegungsabläufe
- Detaillierte Arbeitsablaufpläne erstellen
- Dokumentieren Sie die zeitlichen Anforderungen
- Identifizierung von Abhängigkeiten zwischen Bewegungen
- Abbildung der aktuellen LuftverbrauchsmusterDruckbedarfsanalyse
- Messung des tatsächlichen Druckbedarfs für jeden Vorgang
- Identifizieren Sie Vorgänge, die unter Überdruck stehen
- Dokumentieren Sie die Mindestdruckanforderungen
- Analysieren Sie DruckschwankungenIdentifizierung von Beschränkungen
- Bestimmen Sie kritische Zeitanforderungen
- Identifizierung von physischen Störzonen
- Sicherheitsüberlegungen dokumentieren
- Festlegung von Leistungsanforderungen
Schritt 2: Entwicklung einer Optimierungsstrategie
Erstellen Sie einen maßgeschneiderten Optimierungsplan:
Entwurf einer Drosselungsstrategie
- Ermitteln der optimalen Drosseleinstellungen
- Auswahl geeigneter Drosselkomponenten
- Konzept für die Umsetzung
- Entwicklung von AnpassungsverfahrenNeugestaltung des Bewegungsprofils
- Optimierte Sequenzdiagramme erstellen
- Koordinierte Bewegungsprofile entwickeln
- Design-Übergangszeiten
- Festlegung von KontrollparameternRekonfiguration des Drucksystems
- Ausführung der Druckzone
- Entwicklung eines Druckkaskadenansatzes
- Auswahl der Steuerungskomponenten
- Erstellung von Implementierungsspezifikationen
Schritt 3: Implementierung und Validierung
Führen Sie den Optimierungsplan mit der entsprechenden Validierung aus:
Schrittweise Umsetzung
- Änderungen in logischer Reihenfolge umsetzen
- Einzelne Optimierungen testen
- Systemänderungen schrittweise integrieren
- Dokumentation der Leistung in jeder PhaseLeistungsmessung
- Überwachung des Luftverbrauchs
- Zykluszeiten messen
- Druckprofile dokumentieren
- Zuverlässigkeit des Systems verfolgenKontinuierliche Verfeinerung
- Analysieren Sie die Leistungsdaten
- Schrittweise Anpassungen vornehmen
- Optimierungsergebnisse dokumentieren
- Gelernte Lektionen umsetzen
Real-World Anwendung: Fließband in der Automobilindustrie
Eines meiner erfolgreichsten Projekte zur Optimierung von Mehrfachzylindern war ein Projekt für eine Automobilmontagelinie mit 24 kolbenstangenlosen Zylindern, die in einer koordinierten Abfolge arbeiten. Zu den Herausforderungen gehörten:
- Hohe Energiekosten durch übermäßigen Luftverbrauch
- Uneinheitliche Zykluszeiten beeinträchtigen die Produktion
- Druckschwankungen verursachen Zuverlässigkeitsprobleme
- Begrenztes Budget für Komponenten-Upgrades
Wir haben eine umfassende Optimierungsstrategie umgesetzt:
Systemanalyse
- Abgebildeter vollständiger Betriebsablauf
- Gemessener tatsächlicher Druckbedarf
- Dokumentierte Luftverbrauchsmuster
- Ermittelte OptimierungsmöglichkeitenStrategische Drosselung - Implementierung
- Installierte Präzisions-Durchflusskontrollen
- Differenzielle Drosselung implementiert
- Optimierte Ausfahr-/Einfahrgeschwindigkeiten
- Ausgewogene BewegungsprofileDrucksystem-Optimierung
- Schaffung von drei Druckzonen (6 bar, 5 bar, 4 bar)
- Einführung einer sequentiellen Druckausnutzung
- Installierte elektronische Druckwächter
- Entwickelte anwendungsspezifische Druckprofile
Die Ergebnisse übertrafen die Erwartungen:
| Metrisch | Vor der Optimierung | Nach der Optimierung | Verbesserung |
|---|---|---|---|
| Luftverbrauch | 1.240 Liter/Zyklus | 820 Liter/Zyklus | 34% Ermäßigung |
| Zykluszeit | 18,5 Sekunden | 16,2 Sekunden | 12.4% Verbesserung |
| Druckschwankung | ±0,8 bar | ±0,3 bar | 62.5% Ermäßigung |
| Versagen von Zylindern | 37 pro Jahr | 14 pro Jahr | 62% Ermäßigung |
| Jährliche Energiekosten | $68,400 | $45,200 | $23.200 Einsparungen |
Die wichtigste Erkenntnis war die Erkenntnis, dass die nacheinander arbeitenden Zylinder sowohl Einschränkungen als auch Möglichkeiten schaffen. Durch die ganzheitliche Betrachtung des Systems waren wir in der Lage, diese Wechselwirkungen zu nutzen, um erhebliche Verbesserungen zu erzielen, ohne dass größere Komponenten ausgetauscht werden mussten. Die Optimierung führte zu einer Amortisationszeit von 3,2 Monaten bei minimalen Kapitalinvestitionen.
Welche Techniken zur Erkennung von Luftleckagen bieten den schnellsten ROI?
Luftleckagen in pneumatischen Systemen stellen eine der hartnäckigsten und kostspieligsten Ineffizienzen dar, bieten aber auch eine der schnellsten Investitionsrenditen, wenn sie richtig angegangen werden.
Eine wirksame Leckageerkennung kombiniert systematische Ultraschallprüfungen, Druckabfalltests und strömungsbasierte Überwachung. Dabei werden in der Regel Leckagen identifiziert, die 20-35% der Druckluftproduktion vergeuden, und durch einfache Reparaturen und den gezielten Austausch von Komponenten innerhalb von 2 bis 4 Monaten eine Rendite erzielt.

Bei der Umsetzung von Leckageerkennungsprogrammen in verschiedenen Branchen habe ich festgestellt, dass die meisten Unternehmen schockiert sind, wenn sie das Ausmaß ihrer Luftleckagen entdecken, sobald sie systematische Erkennungsmethoden anwenden. Der Schlüssel liegt in der Implementierung eines umfassenden, fortlaufenden Erkennungsprogramms anstelle von reaktiven, gelegentlichen Inspektionen.
Umfassender Rahmen zur Erkennung von Leckagen
Ein wirksames Leckageerkennungsprogramm umfasst diese wesentlichen Komponenten:
1. Ultraschall-Inspektion3 Methodik
Die Ultraschalldetektion bietet den vielseitigsten und effektivsten Ansatz:
Auswahl und Einrichtung der Ausrüstung
- Auswahl geeigneter Ultraschalldetektoren
- Konfigurieren der Frequenzempfindlichkeit
- Verwendung geeigneter Anbaugeräte und Zubehörteile
- Kalibrierung für bestimmte UmgebungenSystematische Inspektionsverfahren
- Entwicklung standardisierter Scanmuster
- Erstellen von zonenbasierten Prüfrouten
- Erarbeitung konsistenter Abstands- und Winkeltechniken
- Implementierung von Methoden zur LärmisolierungKlassifizierung und Dokumentation von Leckagen
- Entwicklung eines Systems zur Klassifizierung des Schweregrads
- Erstellung einer standardisierten Dokumentation
- Einführung digitaler Aufzeichnungsmethoden
- Einführung von Verfahren zur Trendverfolgung
2. Durchführung von Druckabfalltests
Die Druckabfallprüfung ermöglicht eine quantitative Leckagemessung:
Ansatz der Systemsegmentierung
- Unterteilung des Systems in prüfbare Abschnitte
- Installation geeigneter Absperrventile
- Erstellen von Druckprüfpunkten
- Entwicklung von abschnittsweisen PrüfverfahrenMess- und Analysetechniken
- Ermittlung der Basiswerte für den Druckabfall
- Einführung von standardisierten Testdauern
- Berechnung der volumetrischen Leckageraten
- Vergleich mit akzeptablen SchwellenwertenPriorisierung und Verfolgungsmethoden
- Rangfolge der Abschnitte nach Schwere der Leckage
- Verfolgung von Verbesserungen im Laufe der Zeit
- Festlegung von Reduktionszielen
- Durchführung von Verifikationsprüfungen
3. Durchflussbasierte Überwachungssysteme
Die kontinuierliche Überwachung ermöglicht eine fortlaufende Leckageerkennung:
Strategie für die Installation von Durchflussmessern
- Auswahl der geeigneten Durchflussmesstechnik
- Bestimmung der optimalen Zählerplatzierung
- Implementierung von Bypass-Funktionen
- Festlegen der MessparameterBaseline-Verbrauchsanalyse
- Messung des produktiven gegenüber dem nicht produktiven Verbrauch
- Etablierung normaler Flussmuster
- Feststellung eines anormalen Verbrauchs
- Entwicklung von TrendanalysenAlarmierungs- und Reaktionssystem
- Einstellen von schwellenwertbasierten Alarmen
- Implementierung von automatischen Benachrichtigungen
- Entwicklung von Reaktionsverfahren
- Erstellung von Eskalationsprotokollen
Durchführungsmethodik
Um eine wirksame Leckageerkennung durchzuführen, sollten Sie diesen strukturierten Ansatz verfolgen:
Schritt 1: Erstbewertung und Planung
Beginnen Sie mit einem umfassenden Verständnis der aktuellen Situation:
Baseline-Messung
- Messung der gesamten Drucklufterzeugung
- Aktuelle Energiekosten dokumentieren
- Schätzung des prozentualen Anteils der aktuellen Leckage
- Berechnung des EinsparpotenzialsSystem-Zuordnung
- Erstellung umfassender Systemdiagramme
- Dokumentieren Sie die Standorte der Komponenten
- Identifizierung von Risikobereichen
- Einrichtung von KontrollzonenProgramm-Entwicklung
- Auswahl geeigneter Nachweismethoden
- Entwicklung von Inspektionsplänen
- Dokumentationsvorlagen erstellen
- Erstellung von Reparaturprotokollen
Schritt 2: Implementierung der Erkennung
Führen Sie das Erkennungsprogramm systematisch aus:
Durchführung der Ultraschallprüfung
- Durchführung von Inspektionen in den einzelnen Zonen
- Dokumentieren Sie alle festgestellten Lecks
- Klassifizierung nach Schweregrad und Art
- Prioritätenliste für Reparaturen erstellenDurchführung von Druckprüfungen
- Abschnittsweise Prüfung durchführen
- Berechnung der Leckageraten
- Ermittlung der leistungsschwächsten Abschnitte
- Ergebnisse und Empfehlungen dokumentierenÜberwachung des Einsatzes von Systemen
- Installation von Durchflussmessgeräten
- Konfigurieren Sie die Überwachungsparameter
- Grundlegende Muster erstellen
- Implementierung von Warnschwellenwerten
Schritt 3: Reparatur und Verifizierung
Systematische Beseitigung der festgestellten Leckagen:
Priorisierte Reparaturdurchführung
- Beheben Sie zuerst die Lecks mit den größten Auswirkungen
- Implementierung standardisierter Reparaturmethoden
- Dokumentieren Sie alle Reparaturen
- Reparaturkosten verfolgenVerifikationsprüfung
- Wiederholungsprüfung nach Reparaturen
- Verbesserung der Dokumente
- Berechnung der tatsächlichen Einsparungen
- System-Basislinie aktualisierenProgramm Nachhaltigkeit
- Einführung eines regelmäßigen Inspektionsplans
- Schulung des Personals in Detektionsmethoden
- Laufende Berichterstattung erstellen
- Ergebnisse feiern und bekannt machen
Real-World Anwendung: Lebensmittelverarbeitungsbetrieb
Eine meiner erfolgreichsten Implementierungen der Leckageerkennung war für eine große Lebensmittelverarbeitungsanlage mit umfangreichen pneumatischen Systemen. Zu ihren Herausforderungen gehörten:
- Hohe Energiekosten bei der Drucklufterzeugung
- Ungleichmäßiger Druck, der die Produktionsanlagen beeinträchtigt
- Begrenzte Wartungsressourcen
- Anspruchsvolle sanitäre Anforderungen
Wir haben ein umfassendes Erkennungsprogramm eingeführt:
Erste Bewertung
- Gemessener Grundlinienverbrauch: 1.250 CFM durchschnittlich
- Dokumentierter Nicht-Produktionsverbrauch: 480 CFM
- Berechnete geschätzte Leckage: 38% der Produktion
- Voraussichtliches Einsparungspotenzial: $94.500 jährlichUmsetzung des Aufdeckungsprogramms
- Einsatz von Ultraschalldetektoren in allen Zonen
- Einführung von wöchentlichen Druckabfalltests außerhalb der Geschäftszeiten
- Installation von Durchflussmessern an den Hauptverteilungsleitungen
- Erstellung eines digitalen DokumentationssystemsSystematisches Reparaturprogramm
- Priorisierte Reparaturen nach Leckagevolumen
- Einführung von standardisierten Reparaturverfahren
- Erstellung eines wöchentlichen Reparaturplans
- Verfolgte und überprüfte Ergebnisse
Die Ergebnisse waren bemerkenswert:
| Metrisch | Vor dem Programm | Nach 3 Monaten | Nach 6 Monaten |
|---|---|---|---|
| Gesamtluftverbrauch | 1.250 CFM | 980 CFM | 840 CFM |
| Nicht-Produktions-Verbrauch | 480 CFM | 210 CFM | 70 CFM |
| Prozentsatz der Leckage | 38% | 21% | 8% |
| Monatliche Energiekosten | $21,600 | $16,900 | $14,500 |
| Jährliche Einsparungen | – | $56,400 | $85,200 |
Die wichtigste Erkenntnis war, dass die Leckageerkennung ein fortlaufendes Programm und kein einmaliges Ereignis sein muss. Durch die Einführung systematischer Verfahren und die Schaffung von Verantwortlichkeit für die Ergebnisse konnte die Einrichtung eine außergewöhnliche Leistung erreichen und beibehalten. Das Programm hat sich in nur 2,7 Monaten vollständig amortisiert, und zwar mit minimalen Investitionen über die Erkennungsgeräte hinaus.
Welches Modell der Ersatzteilbevorratung minimiert Ihre Stillstandskosten?
Die Optimierung des Ersatzteillagers für kolbenstangenlose Zylinder ist einer der schwierigsten Aspekte des Managements von Pneumatiksystemen und erfordert eine sorgfältige Abwägung zwischen Lagerkosten und Ausfallrisiko.
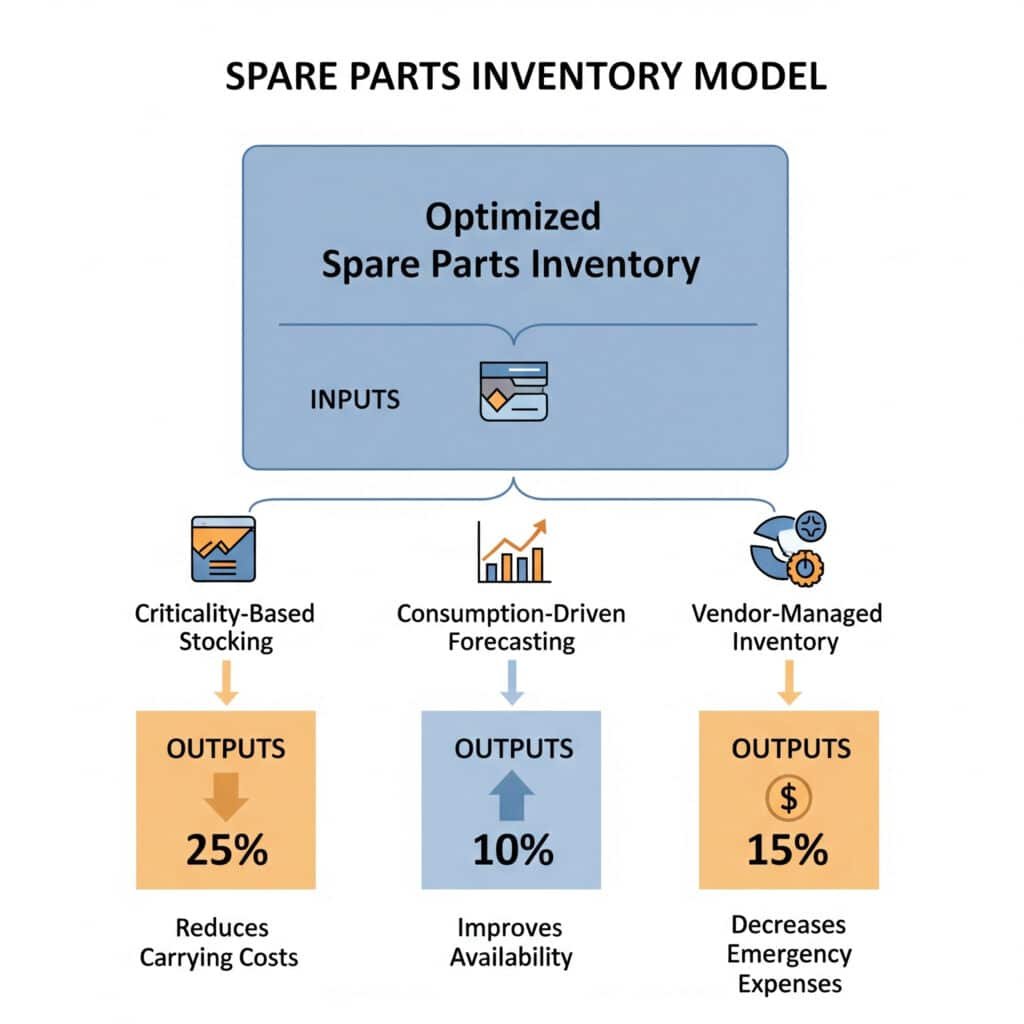
Eine wirksame Optimierung des Ersatzteilbestands kombiniert eine auf Kritikalität basierende Lagerhaltung, verbrauchsabhängige Prognosen und herstellergeführte Bestandsansätze. Dadurch werden die Lagerhaltungskosten in der Regel um 25-40% gesenkt, während die Teileverfügbarkeit um 15-25% verbessert und die Kosten für Notfallbeschaffungen um 60-80% verringert werden.
Bei der Entwicklung von Bestandsstrategien für pneumatische Systeme in verschiedenen Branchen habe ich festgestellt, dass die meisten Unternehmen Schwierigkeiten haben, das richtige Gleichgewicht zwischen Überbeständen und dem Risiko von Ausfallzeiten zu finden. Der Schlüssel dazu ist die Implementierung eines datengesteuerten Modells, das die Lagerbestände mit den tatsächlichen Risiken und Verbrauchsmustern in Einklang bringt.
Umfassendes Rahmenwerk zur Bestandsoptimierung
Ein effektives Ersatzteilbestandsmodell umfasst diese wesentlichen Komponenten:
1. Kritikalitätsbasiertes Klassifizierungssystem4
Die strategische Teileklassifizierung ist die Grundlage für angemessene Entscheidungen zur Lagerhaltung:
Bewertung der Kritikalität von Komponenten
- Bewertung der Auswirkungen auf die Produktion
- Redundanz-Analyse
- Bewertung der Folgen von Misserfolgen
- Anforderungen an die WiederherstellungszeitEntwicklung einer Klassifizierungsmatrix
- Schaffung eines Multifaktor-Klassifizierungssystems
- Festlegung der Inventarisierungspolitik nach Klassen
- Festlegung von Zielen für das Dienstleistungsniveau
- Einführung von ÜberprüfungshäufigkeitenAusrichtung der Bevorratungsstrategie
- Anpassung der Lagerbestände an die Kritikalität
- Festlegung des Sicherheitsbestandes nach Klassen
- Festlegung von Expedit-Schwellenwerten
- Schaffung von Eskalationsverfahren
2. Verbrauchsabhängiges Prognosemodell
Datengesteuerte Prognosen verbessern die Bestandsgenauigkeit:
Analyse des Verbrauchsverhaltens
- Auswertung der historischen Nutzung
- Identifizierung von Trends
- Bewertung der Saisonalität
- Korrelation mit der ProduktionEntwicklung eines Vorhersagemodells
- Statistische Prognosemethoden
- Zuverlässigkeitsorientierte Verbrauchsmodelle
- Integration von Wartungsplänen
- Anpassung des ProduktionsplansDynamische Anpassungsmechanismen
- Verfolgung der Vorhersagegenauigkeit
- Anpassung aufgrund von Ausnahmen
- Kontinuierliche Modellverfeinerung
- Management von Ausreißern
3. Lieferantengeführte Bestände5 Integration
Strategische Lieferantenpartnerschaften optimieren das Bestandsmanagement:
Entwicklung von Lieferantenpartnerschaften
- Identifizierung von VMI-fähigen Lieferanten
- Festlegung von Leistungserwartungen
- Entwicklung von Protokollen zum Informationsaustausch
- Schaffung von Modellen zum gegenseitigen NutzenImplementierung des Konsignationsprogramms
- Bestimmung der Kandidaten für Sendungen
- Festlegung der Eigentumsgrenzen
- Entwicklung von Nutzungsberichten
- Zahlungsauslöser erstellenLeistungsmanagement-System
- Festlegung des KPI-Rahmens
- Durchführung von regelmäßigen Überprüfungen
- Schaffung von Mechanismen zur kontinuierlichen Verbesserung
- Entwicklung von Verfahren zur Problemlösung
Durchführungsmethodik
Um eine effektive Bestandsoptimierung durchzuführen, sollten Sie diesen strukturierten Ansatz verfolgen:
Schritt 1: Bewertung des aktuellen Zustands
Beginnen Sie mit einem umfassenden Verständnis des vorhandenen Bestands:
Analyse der Bestände
- Katalogisieren Sie den aktuellen Bestand
- Nutzungshistorie dokumentieren
- Analysieren Sie die Fluktuationsraten
- Identifizieren Sie überschüssige und veraltete ArtikelBewertung der Kritikalität
- Bewertung der Bedeutung der Komponenten
- Auswirkungen von Störungen dokumentieren
- Vorlaufzeiten abschätzen
- Erfordernisse für die Wiederherstellung bestimmenAnalyse der Kostenstruktur
- Berechnen Sie die Buchführungskosten
- Dokumentieren Sie die Ausgaben für die Notfallbeschaffung
- Quantifizierung der Kosten für Ausfallzeiten
- Festlegung von Basiskennzahlen
Schritt 2: Modellentwicklung und Implementierung
Erstellen und implementieren Sie das Optimierungsmodell:
Implementierung des Klassifizierungssystems
- Entwicklung von Klassifizierungskriterien
- Teile den entsprechenden Kategorien zuordnen
- Festlegung von Inventarisierungsrichtlinien nach Klassen
- Managementverfahren erstellenEntwicklung eines Prognosesystems
- Geeignete Prognosemethoden auswählen
- Implementierung von Datenerhebungsverfahren
- Entwicklung von Prognosemodellen
- Schaffung von Überprüfungs- und AnpassungsprozessenIntegration von Lieferanten
- Ermittlung strategischer Zuliefererpartner
- Entwicklung von VMI-Vereinbarungen
- Umsetzung des Informationsaustauschs
- Festlegung von Leistungskennzahlen
Schritt 3: Überwachung und kontinuierliche Verbesserung
Sorgen Sie für eine kontinuierliche Optimierung:
Leistungsverfolgung
- Überwachung der wichtigsten Leistungsindikatoren
- Servicelevel verfolgen
- Kostenverbesserungen dokumentieren
- Analyse von AusnahmeereignissenRegelmäßiger Überprüfungsprozess
- Durchführung geplanter Überprüfungen
- Anpassung der Klassifizierung nach Bedarf
- Verfeinerung der Prognosemodelle
- Optimierung der LieferantenleistungKontinuierliche Verbesserung
- Identifizierung von Verbesserungsmöglichkeiten
- Implementierung von Prozessverbesserungen
- Bewährte Praktiken dokumentieren
- Erfolgsgeschichten teilen
Real-World Application: Fertigungsanlage
Eines meiner erfolgreichsten Projekte zur Bestandsoptimierung war für eine Produktionsanlage mit umfangreichen pneumatischen Systemen. Zu ihren Herausforderungen gehörten:
- Überhöhte Lagerhaltungskosten
- Häufige Lieferengpässe bei kritischen Komponenten
- Hohe Ausgaben für Notfallbeschaffung
- Begrenzter Speicherplatz
Wir haben einen umfassenden Optimierungsansatz umgesetzt:
Auf Kritikalität basierende Klassifizierung
- 840 pneumatische Komponenten ausgewertet
- Schaffung eines vierstufigen Klassifizierungssystems
- Festgelegte Service-Level-Ziele nach Klassen
- Entwicklung von Bevorratungsstrategien für jede KategorieVerbrauchsabhängige Prognosen
- Analyse von 24 Monaten Nutzungshistorie
- Entwicklung von statistischen Prognosemodellen
- Integrierte Wartungspläne
- Einführung von AusnahmeberichtenEntwicklung von Partnerschaften mit Anbietern
- Einführung eines VMI-Programms mit wichtigen Lieferanten
- Einführung der Konsignation für hochwertige Artikel
- Erstellung wöchentlicher Nutzungsberichte
- Entwickelte Leistungsmetriken
Die Ergebnisse veränderten ihre Bestandsverwaltung:
| Metrisch | Vor der Optimierung | Nach der Optimierung | Verbesserung |
|---|---|---|---|
| Inventarwert | $387,000 | $241,000 | 38% Ermäßigung |
| Dienstleistungsebene | 92.3% | 98.7% | 6.4% Verbesserung |
| Notfall-Bestellungen | 47 pro Jahr | 8 pro Jahr | 83% Ermäßigung |
| Jährliche Buchführungskosten | $96,750 | $60,250 | $36,500 Einsparungen |
| Ausfallzeiten aufgrund von Teilen | 87 Stunden/Jahr | 12 Stunden/Jahr | 86% Ermäßigung |
Die wichtigste Einsicht war die Erkenntnis, dass nicht alle Teile den gleichen Lagerhaltungsansatz verdienen. Durch die Implementierung einer mehrstufigen Strategie, die auf der tatsächlichen Kritikalität und den Verbrauchsmustern basiert, war das Werk in der Lage, gleichzeitig die Bestandskosten zu senken und die Verfügbarkeit der Teile zu verbessern. Die Optimierung führte zu einem vollständigen ROI in nur 5,2 Monaten, vor allem durch geringere Lagerkosten und weniger Ausfallzeiten.
Schlussfolgerung
Strategische ROI-Verbesserungen für kolbenstangenlose Zylindersysteme durch Optimierung von Mehrzylindersynergien, systematische Erkennung von Luftleckagen und datengesteuerte Modellierung des Ersatzteilbestands bieten erhebliche finanzielle Vorteile und verbessern gleichzeitig die Systemleistung und -zuverlässigkeit. Diese Ansätze führen in der Regel zu Amortisationszeiten, die eher in Monaten als in Jahren gemessen werden, was sie auch in Umgebungen mit begrenztem Budget ideal macht.
Die wichtigste Erkenntnis aus meiner Erfahrung mit der Umsetzung dieser Strategien in verschiedenen Branchen ist, dass erhebliche Verbesserungen oft mit minimalen Investitionen möglich sind. Indem sie sich auf die Optimierung bestehender Systeme konzentrieren, anstatt sie komplett zu ersetzen, können Unternehmen eine bemerkenswerte Rendite erzielen und gleichzeitig interne Fähigkeiten aufbauen, die einen kontinuierlichen Nutzen bringen.
FAQs zur ROI-Verbesserung bei kolbenstangenlosen Zylindern
Was ist der typische ROI-Zeitrahmen für Optimierungsprojekte mit mehreren Zylindern?
Die meisten Optimierungsprojekte mit mehreren Zylindern bringen einen ROI von 3-8 Monaten durch geringeren Energieverbrauch, höhere Produktivität und geringere Wartungskosten.
Wie viel Druckluft geht typischerweise durch Leckagen in industriellen Systemen verloren?
In industriellen Pneumatiksystemen gehen in der Regel 20-35% an Druckluft durch Leckagen verloren, was jährlich Tausende von Dollar an verschwendeter Energie bedeutet.
Was ist der größte Fehler, den Unternehmen bei der Ersatzteilhaltung machen?
Die meisten Unternehmen haben entweder zu hohe Bestände an unkritischen Teilen oder zu niedrige Bestände an kritischen Komponenten und schaffen es nicht, ihre Bestandsstrategie mit den tatsächlichen Risiken und Nutzungsmustern in Einklang zu bringen.
Wie oft sollte eine Luftdichtheitsprüfung durchgeführt werden?
Führen Sie vierteljährliche Ultraschallinspektionen, monatliche Druckabfalltests und eine kontinuierliche Durchflussüberwachung durch, um ein optimales Leckagemanagement und nachhaltige Einsparungen zu erzielen.
Was ist der erste Schritt bei der Umsetzung der Optimierung von Mehrzylindersynergien?
Beginnen Sie mit einer umfassenden Systemabbildung und Bewegungsablaufanalyse, um Abhängigkeiten und Optimierungsmöglichkeiten zu ermitteln, bevor Sie Änderungen vornehmen.
-
Bietet eine klare Definition des Return on Investment (ROI), einer wichtigen Leistungskennzahl zur Bewertung der Rentabilität einer Investition, und erklärt, wie man ihn berechnet. ↩
-
Erklärt das Prinzip eines Druckkaskadensystems, einer energiesparenden Technik, bei der die Abluft einer Hochdruckanwendung zur Versorgung einer separaten Anwendung mit niedrigerem Druck verwendet wird. ↩
-
Beschreibt die Technologie der Ultraschall-Leckerkennung, bei der spezielle Sensoren den von turbulenten Gasströmungen erzeugten Hochfrequenzschall erkennen und so eine schnelle und präzise Ortung von Lecks ermöglichen. ↩
-
Erläutert das Konzept der ABC-Analyse, einer Methode zur Kategorisierung von Beständen, bei der Artikel je nach ihrem Wert und ihrer Bedeutung in A-, B- und C-Kategorien eingeteilt werden, um die geeignete Verwaltungs- und Kontrollebene zu bestimmen. ↩
-
Bietet eine Erläuterung des Vendor-Managed-Inventory (VMI), einer Lieferkettenstrategie, bei der der Lieferant die volle Verantwortung für die Führung eines vereinbarten Bestands seines Materials am Standort des Käufers übernimmt. ↩
