

Alle Sicherheitsingenieure, die ich berate, stehen vor der gleichen Herausforderung: Standardmäßige pneumatische Sicherheitssysteme bieten in Hochrisikoanwendungen oft keinen ausreichenden Schutz. Wahrscheinlich haben Sie schon einmal die Angst vor Beinaheunfällen, die Frustration über Produktionsverzögerungen aufgrund von ungewollten Auslösungen oder - noch schlimmer - die Verheerungen eines tatsächlichen Sicherheitsvorfalls erlebt, obwohl Sie "konforme" Systeme installiert haben. Durch diese Unzulänglichkeiten sind die Mitarbeiter gefährdet und die Unternehmen einem hohen Haftungsrisiko ausgesetzt.
Das effektivste pneumatische Sicherheitssystem kombiniert die schnelle Reaktion auf Notfälle Absperrventile (unter 50ms), richtig konzipiert SIL-bewertet1 Sicherheitsschaltungen mit Redundanz und validierten Doppeldruck-Verriegelungsmechanismen. Dieser umfassende Ansatz reduziert das Risiko schwerer Verletzungen in der Regel um 96-99% im Vergleich zu einfachen, auf Einhaltung der Vorschriften ausgerichteten Systemen.
Letzten Monat arbeitete ich mit einem Fertigungsbetrieb in Ontario zusammen, der einen schweren Unfall erlitten hatte, als sein standardmäßiges pneumatisches Sicherheitssystem versagte, um eine unerwartete Bewegung während der Wartung zu verhindern. Nach der Einführung unseres umfassenden Sicherheitskonzepts wurden nicht nur Sicherheitsvorfälle eliminiert, sondern auch die Produktivität um 14% erhöht, da die Ausfallzeiten durch störende Auslösungen reduziert und die Zugangsverfahren für die Wartung verbessert wurden.
Inhaltsübersicht
- Standards für die Reaktionszeit von Not-Aus-Ventilen
- Spezifikationen für den Entwurf von Sicherheitsschaltungen der SIL-Stufe
- Validierungsprozess des Zweidruck-Verriegelungsmechanismus
- Schlussfolgerung
- FAQs über pneumatische Sicherheitssysteme
Welche Reaktionszeit benötigen Not-Aus-Ventile tatsächlich, um Verletzungen zu verhindern?
Viele Sicherheitsingenieure wählen Notabschaltventile in erster Linie nach Durchflusskapazität und Kosten aus und übersehen dabei den kritischen Faktor der Reaktionszeit. Dieses Versäumnis kann katastrophale Folgen haben, wenn Millisekunden den Unterschied zwischen einem Beinahe-Unfall und einer schweren Verletzung ausmachen.
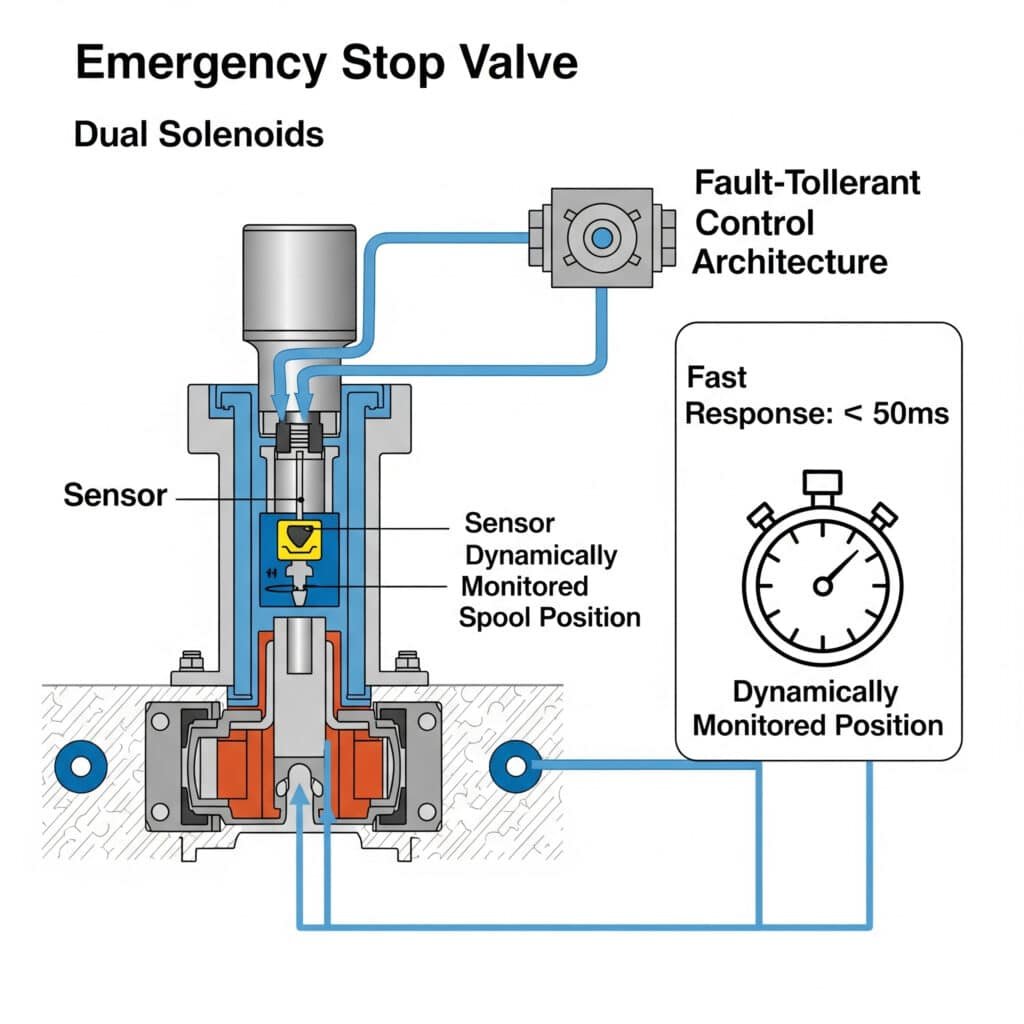
Wirksame Not-Aus-Ventile für pneumatische Systeme müssen je nach Anwendungsrisiko innerhalb von 15-50 ms vollständig schließen, während ihrer gesamten Lebensdauer eine gleichbleibende Leistung erbringen und über Überwachungsfunktionen zur Erkennung von Verschlechterungen verfügen. Die zuverlässigsten Konstruktionen enthalten Doppelmagnete mit dynamisch überwachten Schieberpositionen und einer fehlertoleranten Steuerungsarchitektur.
Umfassende Standards für die Reaktionszeit von Not-Aus-Ventilen
Nach der Analyse von Hunderten von pneumatischen Sicherheitsvorfällen und der Durchführung umfangreicher Tests habe ich diese anwendungsspezifischen Reaktionszeitstandards entwickelt:
| Risikokategorie | Erforderliche Reaktionszeit | Ventiltechnik | Anforderungen an die Überwachung | Häufigkeit der Tests | Typische Anwendungen |
|---|---|---|---|---|---|
| Extremes Risiko | 10-15ms | Dynamisch überwacht, Doppelmagnetventil | Kontinuierliche Zyklusüberwachung, Fehlererkennung | Monatlich | Hochgeschwindigkeitspressen, Roboterarbeitszellen, automatisiertes Schneiden |
| Hohes Risiko | 15-30ms | Dynamisch überwacht, Doppelmagnetventil | Positionsrückmeldung, Fehlererkennung | Vierteljährlich | Materialtransportanlagen, automatisierte Montage, Verpackungsmaschinen |
| Mittleres Risiko | 30-50ms | Statisch überwacht, Doppelmagnetventil | Rückmeldung zur Position | Halbjährlich | Fördersysteme, einfache Automatisierung, Materialverarbeitung |
| Geringes Risiko | 50-100ms | Einfachmagnet mit Federrückstellung | Grundlegende Positionsrückmeldung | Jährlich | Nicht-gefährliche Anwendungen, einfache Werkzeuge, Hilfssysteme |
Methodik zur Messung und Validierung der Reaktionszeit
Zur ordnungsgemäßen Validierung der Leistung von Not-Aus-Ventilen ist dieses umfassende Prüfprotokoll zu befolgen:
Phase 1: Erste Charakterisierung der Reaktionszeit
Festlegung der Basisleistung durch rigorose Tests:
Elektrisches Signal zur Initialbewegung
Messen Sie die Verzögerung zwischen der elektrischen Abschaltung und der ersten erkennbaren Ventilbewegung:
- Verwendung von Hochgeschwindigkeitsdatenerfassung (mindestens 1 kHz Abtastung)
- Prüfung bei minimaler, nominaler und maximaler Versorgungsspannung
- Wiederholung der Messungen bei minimalem, nominalem und maximalem Betriebsdruck
- Durchführung von mindestens 10 Zyklen zur Ermittlung der statistischen Gültigkeit
- Berechnung der durchschnittlichen und maximalen AntwortzeitenVollständige Messung der Reisezeit
Bestimmen Sie die Zeit, die zum vollständigen Schließen des Ventils erforderlich ist:
- Verwendung von Durchflusssensoren zur Erkennung einer vollständigen Unterbrechung des Durchflusses
- Messung der Druckabfallkurven hinter dem Ventil
- Berechnung der effektiven Schließzeit auf der Grundlage der Durchflussreduzierung
- Prüfung unter verschiedenen Durchflussbedingungen (25%, 50%, 75%, 100% des Nenndurchflusses)
- Dokumentation des Worst-Case-SzenariosValidierung der Systemantwort
Bewerten Sie die Leistung der gesamten Sicherheitsfunktion:
- Messung der Zeit vom Auslöseereignis bis zur Beendigung der gefährlichen Bewegung
- Einschließlich aller Systemkomponenten (Sensoren, Steuerungen, Ventile, Stellglieder)
- Test unter realistischen Lastbedingungen
- Dokumentieren Sie die Reaktionszeit der gesamten Sicherheitsfunktion
- Vergleich mit berechneten Anforderungen an den Sicherheitsabstand
Phase 2: Umwelt- und Zustandstests
Überprüfen Sie die Leistung über den gesamten Betriebsbereich:
Analyse des Temperatureffekts
Prüfung der Reaktionszeit über den gesamten Temperaturbereich:
- Kaltstartleistung (minimale Nenntemperatur)
- Hochtemperaturbetrieb (maximale Nenntemperatur)
- Szenarien für dynamische Temperaturänderungen
- Auswirkungen von Temperaturschwankungen auf die Konsistenz der AntwortenTesten der Versorgungsvariante
Bewerten Sie die Leistung unter nicht idealen Versorgungsbedingungen:
- Reduzierter Versorgungsdruck (Minimum angegeben -10%)
- Erhöhter Versorgungsdruck (maximal angegeben +10%)
- Druckschwankungen während des Betriebs
- Kontaminierte Zuluft (kontrollierte Kontamination einführen)
- Spannungsschwankungen (±10% vom Nennwert)Bewertung der Ausdauerleistung
Überprüfen Sie die langfristige Konsistenz der Antworten:
- Erste Messung der Reaktionszeit
- Beschleunigte Lebensdauerzyklen (mindestens 100.000 Zyklen)
- Periodische Messung der Reaktionszeit während des Zyklus
- Endgültige Überprüfung der Reaktionszeit
- Statistische Analyse der Reaktionszeitdrift
Phase 3: Fehlermodusprüfung
Bewerten Sie die Leistung unter vorhersehbaren Fehlerbedingungen:
Testen von Teilausfallszenarien
Bewertung der Reaktion bei der Degradierung von Komponenten:
- Simulierter Abbau der Magnetspule (reduzierte Leistung)
- Partielle mechanische Obstruktion
- Erhöhte Reibung durch kontrollierte Verschmutzung
- Reduzierte Federkraft (falls zutreffend)
- Simulation von SensorausfällenAnalyse der gemeinsamen Ursache von Fehlern
Prüfung der Widerstandsfähigkeit gegen Systemausfälle:
- Störungen in der Stromversorgung
- Unterbrechungen der Druckversorgung
- Extreme Umweltbedingungen
- EMC/EMI-Störungsprüfung
- Vibrations- und Schockprüfung
Fallstudie: Sicherheitsupgrade für Metallstanzbetrieb
In einem Metallstempelwerk in Pennsylvania kam es zu einem Beinahe-Zwischenfall, als das Sicherheitssystem der pneumatischen Presse bei einem Notstopp nicht schnell genug reagierte. Das vorhandene Ventil hatte eine gemessene Reaktionszeit von 85 ms, wodurch die Presse nach Auslösung des Lichtvorhangs noch 38 mm weiterlaufen konnte.
Wir haben eine umfassende Sicherheitsbewertung durchgeführt:
Erste Systemanalyse
- Schließgeschwindigkeit der Presse: 450 mm/Sekunde
- Vorhandene Ventilreaktionszeit: 85ms
- Reaktionszeit des Systems insgesamt: 115 ms
- Bewegung nach Erkennung: 51,75 mm
- Erforderliches sicheres Anhalteverhalten: <10mm Bewegung
Lösung Implementierung
Wir haben diese Verbesserungen empfohlen und umgesetzt:
| Komponente | Original-Spezifikation | Verbesserte Spezifikation | Leistungsverbesserung |
|---|---|---|---|
| Not-Aus-Ventil | Einzelmagnet, 85ms Ansprechzeit | Doppelt überwachter Magnet, 12ms Reaktionszeit | 85.9% schnellere Reaktion |
| Kontrollierte Architektur | Grundlegende Relaislogik | Sicherheits-SPS mit Diagnose | Verbesserte Überwachung und Redundanz |
| Einbauort | Fern vom Antrieb | Direktmontage am Zylinder | Geringere Verzögerung der pneumatischen Übertragung |
| Auspuffleistung | Standard-Schalldämpfer | High-Flow-Schnellabsaugung | 3,2x schnellere Druckentlastung |
| Überwachungssystem | Keine | Dynamische Überwachung der Ventilstellung | Fehlererkennung in Echtzeit |
Ergebnisse der Validierung
Nach der Einführung wurde das System erreicht:
- Reaktionszeit des Ventils: 12 ms (85,9% Verbesserung)
- Gesamtreaktionszeit des Systems: 28ms (75,7% Verbesserung)
- Bewegung nach Erkennung: 12,6 mm (75,7% Verbesserung)
- System jetzt konform mit ISO 138552 Anforderungen an den Sicherheitsabstand
- Zusatznutzen: 22% Reduzierung von Störungsauslösungen durch verbesserte Diagnose
Bewährte Praktiken bei der Umsetzung
Für eine optimale Leistung des Not-Aus-Ventils:
Kriterien für die Ventilauswahl
Konzentrieren Sie sich auf diese kritischen Spezifikationen:
- Geprüfte Dokumentation der Reaktionszeit (nicht nur Katalogangaben)
- B10d-Wert3 oder MTTFd-Einstufung entsprechend der erforderlichen Leistungsstufe
- Dynamische Überwachungsfunktion für die Ventilstellung
- Fehlertoleranz entsprechend der Risikostufe
- Durchflusskapazität mit ausreichender Sicherheitsmarge (mindestens 20%)
Installationsrichtlinien
Optimieren Sie die Installation für eine schnelle Reaktion:
- Positionieren Sie die Ventile so nah wie möglich an den Stellantrieben
- Versorgungsleitungen für minimalen Druckabfall dimensionieren
- Maximierung der Auspuffleistung bei minimaler Einschränkung
- Implementierung von Schnellablassventilen für große Zylinder
- Sicherstellen, dass die elektrischen Verbindungen die erforderliche Reaktionszeit einhalten
Wartungs- und Prüfprotokoll
Strenge laufende Validierung:
- Dokumentation der Basisreaktionszeit bei der Inbetriebnahme
- Durchführung regelmäßiger Reaktionszeittests in risikogerechten Abständen
- Festlegung der maximal akzeptablen Verschlechterung der Reaktionszeit (normalerweise 20%)
- Schaffung klarer Kriterien für den Austausch oder die Wiederaufbereitung von Ventilen
- Führen von Prüfprotokollen zur Dokumentation der Einhaltung von Vorschriften
Wie entwirft man pneumatische Sicherheitsschaltungen, die ihre SIL-Einstufung tatsächlich erreichen?
Viele pneumatische Sicherheitsschaltungen weisen auf dem Papier SIL-Einstufungen auf, können aber unter realen Bedingungen aufgrund von Konstruktionsfehlern, falscher Komponentenauswahl oder unzureichender Validierung diese Leistung nicht erbringen.
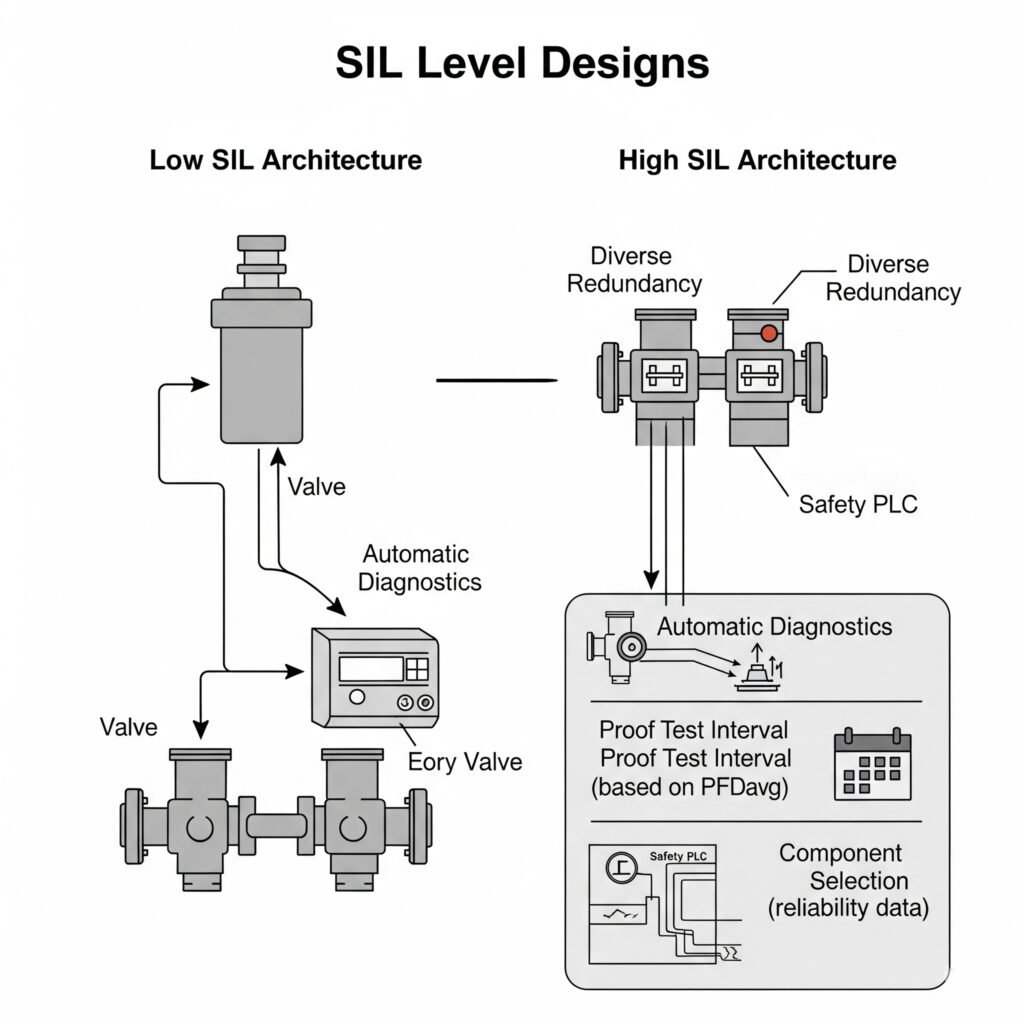
Wirksame pneumatische Sicherheitsschaltungen mit SIL-Einstufung erfordern eine systematische Komponentenauswahl auf der Grundlage von Zuverlässigkeitsdaten, eine Architektur, die dem erforderlichen SIL-Level entspricht, eine umfassende Fehlermöglichkeitsanalyse und validierte Proof-Test-Verfahren. Die zuverlässigsten Konstruktionen beinhalten diverse Redundanzen, automatische Diagnosen und definierte Proof-Test-Intervalle, die auf berechneten PFDavg4 Werte.
Umfassender SIL-Designrahmen für pneumatische Sicherheitskreise
Nach der Implementierung von Hunderten von SIL-bewerteten pneumatischen Sicherheitssystemen habe ich diesen strukturierten Entwurfsansatz entwickelt:
| SIL-Stufe | Erforderlich PFDavg | Typische Architektur | Diagnostische Abdeckung | Proof-Test-Intervall | Anforderungen an die Komponenten |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ bis 10-² | 1oo1 mit Diagnose | >60% | 1-3 Jahre | Grundlegende Zuverlässigkeitsdaten, moderate MTTF |
| SIL 2 | 10-² bis 10-³ | 1oo2 oder 2oo3 | >90% | 6 Monate - 1 Jahr | Zertifizierte Komponenten, hohe MTTF, Ausfalldaten |
| SIL 3 | 10-³ bis 10-⁴ | 2oo3 oder besser | >99% | 1-6 Monate | SIL 3 zertifiziert, umfassende Fehlerdaten, verschiedene Technologien |
| SIL 4 | 10-⁴ bis 10-⁵ | Vielfältige Redundanz | >99,9% | <1 Monat | Spezialisierte Komponenten, die sich in ähnlichen Anwendungen bewährt haben |
Strukturierte SIL-Entwurfsmethodik für pneumatische Systeme
Um pneumatische Sicherheitsschaltungen mit SIL-Bewertung richtig zu entwerfen, sollten Sie diese umfassende Methodik befolgen:
Phase 1: Definition der Sicherheitsfunktion
Beginnen Sie mit einer genauen Definition der Sicherheitsanforderungen:
Spezifikation der funktionalen Anforderungen
Dokumentieren Sie genau, was die Sicherheitsfunktion zu leisten hat:
- Spezifische Gefahren, die entschärft werden
- Geforderte Reaktionszeit
- Definition des sicheren Zustands
- Abgedeckte Betriebsarten
- Anforderungen für das manuelle Zurücksetzen
- Integration mit anderen SicherheitsfunktionenSIL-Zielfestlegung
Festlegung des erforderlichen Sicherheitsintegritätsniveaus:
- Durchführung einer Risikobewertung gemäß IEC 61508/62061 oder ISO 13849
- Bestimmung der erforderlichen Risikominderung
- Berechnung der angestrebten Ausfallwahrscheinlichkeit
- Angemessenes SIL-Ziel zuweisen
- Dokumentieren Sie die Gründe für die SIL-AuswahlDefinition der Leistungskriterien
Legen Sie messbare Leistungsanforderungen fest:
- Maximal zulässige gefährliche Ausfallwahrscheinlichkeit
- Erforderlicher diagnostischer Umfang
- Minimale Hardware-Fehlertoleranz
- Systematische Fähigkeitsanforderungen
- Umweltbedingungen
- Einsatzzeit und Prüfintervalle
Phase 2: Architekturentwurf
Entwicklung einer Systemarchitektur, mit der der erforderliche SIL erreicht werden kann:
Zerlegung des Teilsystems
Zerlegen Sie die Sicherheitsfunktion in überschaubare Elemente:
- Eingabegeräte (z. B. Notausschalter, Druckschalter)
- Logiklöser (Sicherheitsrelais, Sicherheits-PLCs)
- Abschließende Elemente (Ventile, Verriegelungsmechanismen)
- Schnittstellen zwischen Teilsystemen
- Überwachungs- und DiagnoseelementeEntwicklung einer Redundanzstrategie
Planung einer angemessenen Redundanz auf der Grundlage der SIL-Anforderungen:
- Redundanz der Komponenten (Parallel- oder Reihenschaltung)
- Verschiedene Technologien zur Vermeidung von Ausfällen mit gemeinsamer Ursache
- Abstimmungsmodalitäten (1oo1, 1oo2, 2oo2, 2oo3, usw.)
- Unabhängigkeit zwischen redundanten Kanälen
- Fehlerbehebung bei gemeinsamer UrsacheEntwurf eines Diagnosesystems
Entwicklung einer umfassenden, für den SIL geeigneten Diagnostik:
- Automatische Diagnosetests und Häufigkeit
- Fähigkeiten zur Fehlererkennung
- Berechnung des diagnostischen Erfassungsbereichs
- Reaktion auf erkannte Fehler
- Diagnoseindikatoren und Schnittstellen
Phase 3: Auswahl der Komponenten
Wählen Sie Komponenten aus, die den erforderlichen SIL unterstützen:
Datenerhebung zur Verlässlichkeit
Sammeln Sie umfassende Informationen zur Zuverlässigkeit:
- Daten zur Ausfallrate (Gefahr erkannt, Gefahr unerkannt)
- B10d-Werte für pneumatische Komponenten
- SFF-Werte (Safe Failure Fraction)
- Frühere Betriebserfahrungen
- Hersteller-Zuverlässigkeitsdaten
- Komponente SIL-ZertifizierungsstufeBewertung und Auswahl von Komponenten
Bewertung der Komponenten anhand der SIL-Anforderungen:
- Überprüfung der SIL-Fähigkeitszertifizierung
- Bewerten Sie die systematische Fähigkeit
- Überprüfung der Umwelteignung
- Bestätigung der Diagnosefähigkeit
- Überprüfung der Kompatibilität mit der Architektur
- Bewertung der Fehleranfälligkeit bei gemeinsamen UrsachenFehlermöglichkeitsanalyse
Durchführung einer detaillierten Fehlermöglichkeitsanalyse:
- FMEDA (Fehlermöglichkeits-, -einfluss- und -diagnoseanalyse)
- Identifizierung aller relevanten Fehlerarten
- Klassifizierung von Fehlern (sicher, gefährlich, entdeckt, unentdeckt)
- Analyse der gemeinsamen Ursache von Fehlern
- Abnutzungsmechanismen und Einsatzdauer
Phase 4: Verifizierung und Validierung
Bestätigen Sie, dass der Entwurf die SIL-Anforderungen erfüllt:
Quantitative Analyse
Berechnung von Kennzahlen zur Sicherheitsleistung:
- PFDavg (durchschnittliche Ausfallwahrscheinlichkeit bei Bedarf)
- HFT (Hardware-Fehlertoleranz)
- SFF (Safe Failure Fraction)
- Prozentsatz des diagnostischen Erfassungsbereichs
- Gemeinsame Ursache Fehlerbeitrag
- Überprüfung der SIL-GesamtleistungEntwicklung von Proof-Test-Verfahren
Erstellen Sie umfassende Prüfprotokolle:
- Detaillierte Prüfschritte für jede Komponente
- Erforderliche Testausrüstung und Einrichtung
- Kriterien für das Bestehen/Nichtbestehen
- Bestimmung der Testfrequenz
- Anforderungen an die Dokumentation
- Teilhubtests, wo anwendbarErstellung von Dokumentationspaketen
Erstellen Sie eine vollständige Sicherheitsdokumentation:
- Spezifikation der Sicherheitsanforderungen
- Konstruktionsberechnungen und -analysen
- Komponentendatenblätter und Zertifikate
- Verfahren für den Proof-Test
- Anforderungen an die Wartung
- Verfahren zur Änderungskontrolle
Fallstudie: Sicherheitssystem für die chemische Verarbeitung
Eine chemische Verarbeitungsanlage in Texas benötigte ein pneumatisches Sicherheitssystem der Stufe SIL 2 für die Notabschaltfunktion ihres Reaktors. Die Sicherheitsfunktion musste eine zuverlässige Druckentlastung pneumatischer Aktuatoren gewährleisten, die kritische Prozessventile innerhalb von 2 Sekunden nach einer Notfallsituation steuern.
Wir haben einen umfassenden pneumatischen SIL-2-Sicherheitskreislauf entwickelt:
Definition der Sicherheitsfunktion
- Funktion: Not-Druckentlastung von pneumatischen Ventilantrieben
- Sicherer Zustand: Alle Prozessventile in Fail-Safe-Stellung
- Reaktionszeit: <2 Sekunden bis zur vollständigen Druckentlastung
- SIL-Ziel: SIL 2 (PFDavg zwischen 10-² und 10-³)
- Einsatzdauer: 15 Jahre mit regelmäßigem Proof-Test
Architekturentwurf und Komponentenauswahl
| Teilsystem | Architektur | Ausgewählte Komponenten | Daten zur Verlässlichkeit | Diagnostische Abdeckung |
|---|---|---|---|---|
| Eingabegeräte | 1oo2 | Doppeldrucktransmitter mit Vergleich | λDU = 2,3×10-⁷/Stunde je | 92% |
| Logik-Löser | 1oo2D | Sicherheits-SPS mit pneumatischen Ausgangsmodulen | λDU = 5,1×10-⁸/Stunde | 99% |
| Letzte Elemente | 1oo2 | Doppelt überwachte Sicherheitsauslassventile | B10d = 2,5×10⁶ Zyklen | 95% |
| Pneumatische Versorgung | Serienredundanz | Doppeldruckregler mit Überwachung | λDU = 3,4×10-⁷/Stunde je | 85% |
Ergebnisse der Überprüfung
- Berechnetes PFDavg: 8,7×10-³ (im SIL 2-Bereich)
- Hardware-Fehlertoleranz: HFT = 1 (erfüllt SIL 2 Anforderungen)
- Sicherer Ausfallanteil: SFF = 94% (übertrifft SIL 2 Minimum)
- Gemeinsame Ursache Faktor: β = 2% (mit diverser Komponentenauswahl)
- Proof-Test-Intervall: 6 Monate (basierend auf PFDavg-Berechnung)
- Systematische Fähigkeit: SC 2 (alle Komponenten mit SC 2 oder höher)
Ergebnisse der Umsetzung
Nach der Implementierung und Validierung:
- System hat SIL-Prüfung durch Dritte erfolgreich bestanden
- Probetests bestätigten die berechnete Leistung
- Teilhubtests für die monatliche Validierung eingeführt
- Vollständig dokumentierte und validierte Prüfverfahren
- Vollständig geschultes Wartungspersonal für den Betrieb und die Prüfung des Systems
- Das System hat in 3 Jahren 12 erfolgreiche Notabschaltungen durchgeführt
Bewährte Praktiken bei der Umsetzung
Für eine erfolgreiche Implementierung von SIL-bewerteten pneumatischen Sicherheitsschaltungen:
Anforderungen an die Entwurfsdokumentation
Führen Sie umfassende Konstruktionsunterlagen:
- Spezifikation der Sicherheitsanforderungen mit klarem SIL-Ziel
- Zuverlässigkeits-Blockdiagramme mit Architekturdetails
- Begründung der Komponentenauswahl und Datenblätter
- Berechnungen und Annahmen zur Ausfallrate
- Analyse der gemeinsamen Ursache von Fehlern
- Endgültige Berechnungen zur SIL-Verifizierung
Häufig zu vermeidende Fallstricke
Achten Sie auf diese häufigen Designfehler:
- Unzureichende Hardware-Fehlertoleranz für SIL-Level
- Unzureichende Diagnoseabdeckung für die Architektur
- Übersehen von Fehlern mit gemeinsamer Ursache
- Ungeeignete Intervalle für Proof-Tests
- Fehlende systematische Bewertung der Fähigkeiten
- Unzureichende Berücksichtigung der Umweltbedingungen
- Unzureichende Dokumentation zur SIL-Verifizierung
Pflege und Management von Veränderungen
Strenge, kontinuierliche Prozesse einrichten:
- Dokumentierte Proof-Test-Verfahren mit klaren Bestanden/Nichtbestanden-Kriterien
- Strenge Richtlinien für den Ersatz von Komponenten (like-for-like)
- Änderungsmanagementverfahren für alle Änderungen
- System zur Fehlerverfolgung und -analyse
- Regelmäßige Revalidierung der SIL-Berechnungen
- Schulungsprogramm für Wartungspersonal
Wie kann man Doppeldruck-Verriegelungsmechanismen validieren, um sicherzustellen, dass sie tatsächlich funktionieren?
Doppeldruck-Verriegelungsmechanismen sind kritische Sicherheitsvorrichtungen, die unerwartete Bewegungen in pneumatischen Systemen verhindern, doch werden viele von ihnen ohne ordnungsgemäße Validierung eingesetzt, wodurch ein falsches Sicherheitsgefühl entsteht.
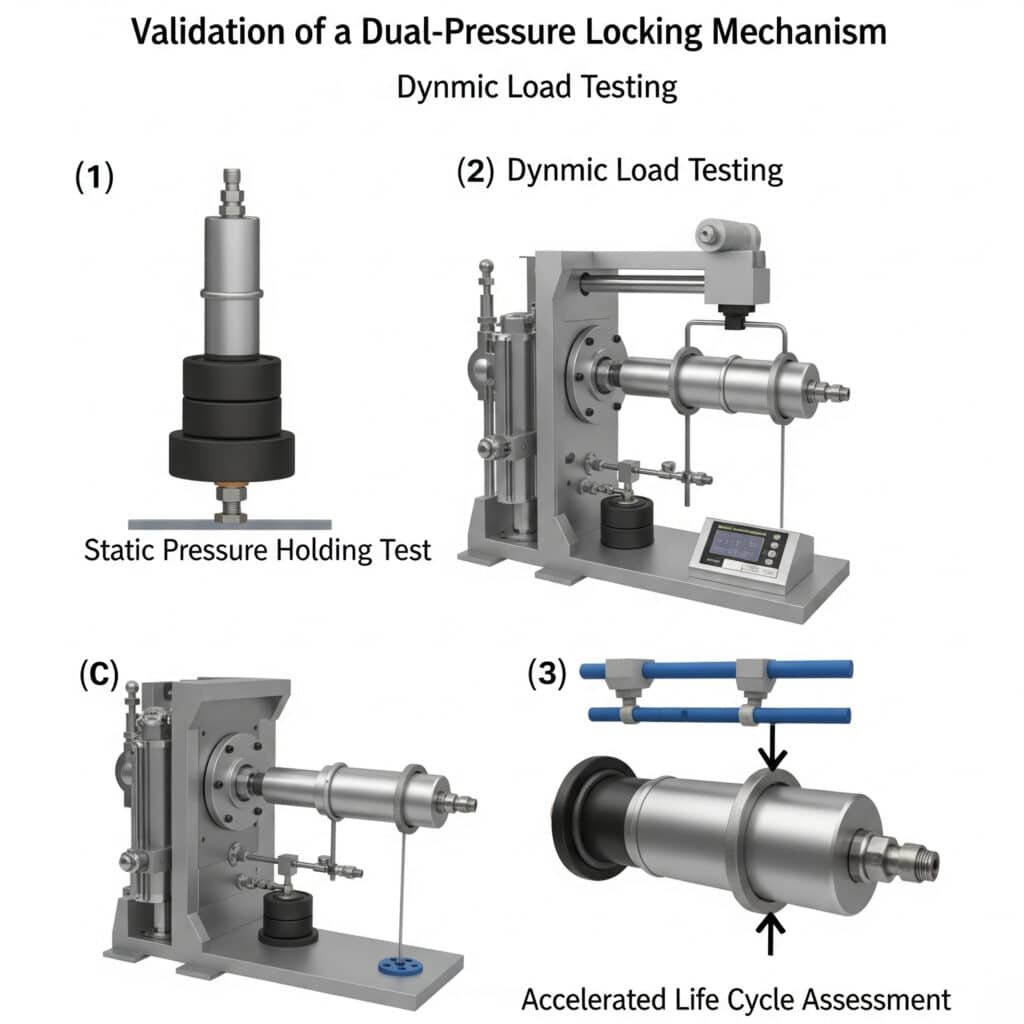
Eine wirksame Validierung von Doppeldruck-Verriegelungsmechanismen erfordert umfassende Tests unter allen vorhersehbaren Betriebsbedingungen, eine Fehleranalyse und eine regelmäßige Leistungsüberprüfung. Die zuverlässigsten Validierungsverfahren kombinieren statische Druckhaltetests, dynamische Belastungstests und eine beschleunigte Lebenszyklusbewertung, um eine gleichbleibende Leistung während der gesamten Lebensdauer der Vorrichtung zu gewährleisten.
Umfassender Rahmen für die Validierung des Dual-Pressure Locking Mechanism
Nach der Implementierung und Validierung von Hunderten von Doppeldruck-Verriegelungssystemen habe ich diesen strukturierten Validierungsansatz entwickelt:
| Validierungsphase | Testmethoden | Kriterien für die Akzeptanz | Anforderungen an die Dokumentation | Validierung Häufigkeit |
|---|---|---|---|---|
| Design-Validierung | FEA-Analyse5Prototypentests, Fehlermöglichkeitsanalyse | Keine Bewegung unter 150% Nennlast, ausfallsicheres Verhalten | Konstruktionsberechnungen, Prüfberichte, FMEA-Dokumentation | Einmal während der Entwurfsphase |
| Validierung der Produktion | Lasttests, Zyklustests, Messung der Reaktionszeit | 100% Verriegelung, gleichbleibende Leistung | Prüfbescheinigungen, Leistungsdaten, Aufzeichnungen zur Rückverfolgbarkeit | Jede Produktionscharge |
| Validierung der Installation | In-situ-Belastungstests, Timing-Verifizierung, Integrationstests | Ordnungsgemäße Funktion in der konkreten Anwendung | Installations-Checkliste, Testergebnisse, Inbetriebnahmebericht | Jede Installation |
| Regelmäßige Validierung | Sichtprüfung, Funktionsprüfung, Teilbelastungstest | Beibehaltung der Leistung innerhalb von 10% der ursprünglichen Spezifikation | Inspektionsprotokolle, Prüfergebnisse, Trendanalysen | Je nach Risikobewertung (in der Regel 3-12 Monate) |
Strukturierter Validierungsprozess für den Mechanismus der Zweidruckverriegelung
Um Doppeldruck-Verriegelungsmechanismen ordnungsgemäß zu validieren, sollten Sie diesen umfassenden Prozess befolgen:
Phase 1: Entwurfsvalidierung
Überprüfen Sie das grundlegende Designkonzept:
Mechanische Konstruktionsanalyse
Bewerten Sie die grundlegenden mechanischen Prinzipien:
- Kraftbilanzberechnungen unter allen Bedingungen
- Spannungsanalyse von kritischen Komponenten
- Analyse der Toleranzüberlagerung
- Überprüfung der Materialauswahl
- Korrosions- und UmweltbeständigkeitFehlermöglichkeits- und Einflussanalyse
Führen Sie eine umfassende FMEA durch:
- Identifizieren Sie alle potenziellen Fehlerarten
- Bewertung von Fehlerauswirkungen und Kritikalität
- Bestimmen Sie die Nachweismethoden
- Berechnung von Risikoprioritätszahlen (RPZ)
- Entwicklung von Abhilfestrategien für risikoreiche AusfälleLeistungsprüfung des Prototyps
Überprüfung der Entwurfsleistung durch Tests:
- Überprüfung der statischen Haltekapazität
- Dynamisches Testen des Engagements
- Messung der Reaktionszeit
- Prüfung der Umweltbedingungen
- Beschleunigte Lebensdauertests
Phase 2: Validierung der Produktion
Sicherstellung einer gleichbleibenden Fertigungsqualität:
Protokoll der Komponenteninspektion
Überprüfen Sie die Spezifikationen kritischer Komponenten:
- Überprüfung der Abmessungen von Sperrelementen
- Bestätigung der Materialzertifizierung
- Prüfung der Oberflächenbeschaffenheit
- Überprüfung der Wärmebehandlung, sofern zutreffend
- Zerstörungsfreie Prüfungen für kritische KomponentenPrüfung der Montageverifikation
Überprüfen Sie die ordnungsgemäße Montage und Einstellung:
- Korrekte Ausrichtung der Sperrelemente
- Korrekte Vorspannung der Federn und mechanischen Elemente
- Angemessenes Anzugsdrehmoment für Befestigungselemente
- Ordnungsgemäße Abdichtung von Pneumatikkreisen
- Korrekte Einstellung aller variablen ElementeFunktionale Leistungsprüfung
Überprüfen Sie den Betrieb vor der Installation:
- Überprüfung der Verriegelung
- Messung der Haltekraft
- Zeitpunkt des Engagements/der Entlassung
- Dichtheitsprüfung von Pneumatikkreisen
- Zyklustests (mindestens 1.000 Zyklen)
Phase 3: Validierung der Installation
Überprüfen Sie die Leistung in der tatsächlichen Anwendung:
Checkliste zur Überprüfung der Installation
Überprüfen Sie die korrekten Installationsbedingungen:
- Ausrichtung und Stabilität der Montage
- Qualität und Druck der pneumatischen Versorgung
- Integrität der Steuersignale
- Schutz der Umwelt
- Zugänglichkeit für Inspektion und WartungIntegrierte Systemprüfung
Überprüfen Sie die Leistung des gesamten Systems:
- Interaktion mit dem Kontrollsystem
- Reaktion auf Not-Aus-Signale
- Leistung unter tatsächlichen Lastbedingungen
- Kompatibilität mit dem Betriebszyklus
- Integration mit ÜberwachungssystemenAnwendungsspezifische Lasttests
Validieren Sie die Leistung unter realen Bedingungen:
- Statischer Lasthaltetest bei maximaler Anwendungslast
- Dynamische Belastungsprüfung im Normalbetrieb
- Vibrationsfestigkeit unter Betriebsbedingungen
- Temperaturwechsel, falls zutreffend
- Prüfung der Schadstoffexposition, sofern relevant
Phase 4: Regelmäßige Validierung
Gewährleistung einer kontinuierlichen Leistungsintegrität:
Protokoll der visuellen Inspektion
Entwickeln Sie umfassende Sichtkontrollen:
- Äußere Schäden oder Korrosion
- Flüssigkeitsaustritt oder Verunreinigung
- Lose Befestigungselemente oder Verbindungen
- Unversehrtheit der Ausrichtung und Montage
- Gegebenenfalls VerschleißindikatorenVerfahren zur Funktionsprüfung
Erstellen Sie nicht-invasive Leistungsnachweise:
- Überprüfung der Verriegelung
- Halten bei reduzierter Prüflast
- Zeitmessung
- Dichtheitsprüfung
- Reaktion des SteuersignalsUmfassende periodische Rezertifizierung
Legen Sie wichtige Validierungsintervalle fest:
- Vollständige Demontage und Inspektion
- Austausch von Bauteilen je nach Zustand
- Vollständige Belastungsprüfung nach dem Wiederzusammenbau
- Aktualisierung und Neubescheinigung der Dokumentation
- Bewertung und Verlängerung der Lebensdauer
Fallstudie: Automatisiertes Materialflusssystem
In einem Distributionszentrum in Illinois kam es zu einem schwerwiegenden Sicherheitsvorfall, als ein Doppeldruck-Verriegelungsmechanismus an einem Hängebahnsystem ausfiel, wodurch eine Last unerwartet herunterfiel. Die Untersuchung ergab, dass der Verriegelungsmechanismus nach der Installation nie ordnungsgemäß validiert worden war und einen internen Verschleiß entwickelt hatte, der nicht erkannt wurde.
Wir haben ein umfassendes Validierungsprogramm entwickelt:
Ergebnisse der Erstbewertung
- Konstruktion des Schlosses: Doppeldruck-Gegenkolbenkonstruktion
- Betriebsdruck: 6,5 bar nominal
- Tragfähigkeit: Ausgelegt für 1.500 kg, in Betrieb mit 1.200 kg
- Versagensmodus: Degradation der internen Dichtung verursacht Druckabfall
- Validierungsstatus: Nur Erstprüfung im Werk, keine periodische Validierung
Implementierung des Validierungsprogramms
Wir haben diesen mehrstufigen Validierungsansatz umgesetzt:
| Validierungselement | Prüfmethodik | Ergebnisse | Abhilfemaßnahmen |
|---|---|---|---|
| Überprüfung des Designs | Technische Analyse, FEA-Modellierung | Gestaltungsspielraum angemessen, aber Überwachung unzureichend | Zusätzliche Drucküberwachung, geänderte Dichtungskonstruktion |
| Fehlermöglichkeitsanalyse | Umfassende FMEA | 3 kritische Fehlermodi ohne Erkennung identifiziert | Implementierte Überwachung für jeden kritischen Fehlermodus |
| Statische Belastungstests | Inkrementelle Lastaufbringung auf 150% der Nennkapazität | Alle Einheiten haben nach Konstruktionsänderungen bestanden | Festgelegt als jährliche Prüfpflicht |
| Dynamische Leistung | Zyklustest mit Last | 2 Einheiten haben sich langsamer als angegeben eingeschaltet | Überholte Einheiten mit verbesserten Komponenten |
| Überwachungssystem | Kontinuierliche Drucküberwachung mit Alarm | Erfolgreich simulierte Lecks entdeckt | Integriert in das Sicherheitssystem der Einrichtung |
| Regelmäßige Validierung | Entwicklung eines 3-stufigen Inspektionsprogramms | Ermittelte grundlegende Leistungsdaten | Erstellung von Dokumentation und Schulungsprogramm |
Ergebnisse des Validierungsprogramms
Nach Einführung des umfassenden Validierungsprogramms:
- 100% der Verriegelungsmechanismen erfüllen oder übertreffen jetzt die Spezifikationen
- Automatisierte Überwachung bietet kontinuierliche Validierung
- Monatliches Inspektionsprogramm fängt Probleme frühzeitig auf
- Jährliche Belastungstests bestätigen kontinuierliche Leistung
- Null Sicherheitsvorfälle in 30 Monaten seit der Einführung
- Zusätzlicher Vorteil: 35% weniger Notfallwartung
Bewährte Praktiken bei der Umsetzung
Für eine wirksame Validierung des Doppeldruck-Verriegelungsmechanismus:
Anforderungen an die Dokumentation
Führen Sie umfassende Validierungsaufzeichnungen:
- Berichte und Berechnungen zur Designvalidierung
- Bescheinigungen über die Produktionsprüfung
- Checklisten für die Installationsvalidierung
- Aufzeichnungen über regelmäßige Inspektionen
- Fehleruntersuchungen und Abhilfemaßnahmen
- Änderungsverlauf und Revalidierungsergebnisse
Prüfgeräte und Kalibrierung
Sicherstellung der Integrität der Messung:
- Belastungsprüfgeräte mit gültiger Kalibrierung
- Druckmessgeräte mit angemessener Genauigkeit
- Zeitmesssysteme für die Validierung von Antworten
- Umweltsimulationsfähigkeiten, wo erforderlich
- Automatisierte Datenerfassung für Konsistenz
Verwaltung des Validierungsprogramms
Etablierung solider Governance-Prozesse:
- Klare Zuweisung der Verantwortung für Validierungsaktivitäten
- Qualifikationsanforderungen für das Validierungspersonal
- Managementprüfung der Validierungsergebnisse
- Verfahren für Korrekturmaßnahmen bei fehlgeschlagenen Validierungen
- Kontinuierliche Verbesserung der Validierungsmethoden
- Änderungsmanagement für Aktualisierungen des Validierungsprogramms
Schlussfolgerung
Die Implementierung wirklich effektiver pneumatischer Sicherheitssysteme erfordert einen umfassenden Ansatz, der über die grundlegende Einhaltung von Vorschriften hinausgeht. Durch die Konzentration auf die drei besprochenen kritischen Elemente - reaktionsschnelle Not-Aus-Ventile, ordnungsgemäß ausgelegte SIL-bewertete Sicherheitskreise und validierte Doppeldruck-Verriegelungsmechanismen - können Unternehmen das Risiko schwerer Verletzungen drastisch reduzieren und gleichzeitig die betriebliche Effizienz verbessern.
Die erfolgreichsten Sicherheitsimplementierungen betrachten die Validierung als einen fortlaufenden Prozess und nicht als ein einmaliges Ereignis. Durch die Erstellung robuster Prüfprotokolle, die Führung einer umfassenden Dokumentation und die kontinuierliche Überwachung der Leistung können Sie sicherstellen, dass Ihre pneumatischen Sicherheitssysteme während ihrer gesamten Lebensdauer einen zuverlässigen Schutz bieten.
FAQs über pneumatische Sicherheitssysteme
Wie oft sollten Not-Aus-Ventile getestet werden, um sicherzustellen, dass sie ihre Reaktionszeit beibehalten?
Notabschaltventile sollten in Intervallen geprüft werden, die sich nach ihrer Risikokategorie und Anwendung richten. Bei Anwendungen mit hohem Risiko sind monatliche Prüfungen erforderlich, bei Anwendungen mit mittlerem Risiko vierteljährliche Prüfungen und bei Anwendungen mit geringem Risiko halbjährliche oder jährliche Prüfungen. Die Prüfung sollte sowohl die Messung der Ansprechzeit als auch die Überprüfung der vollen Funktionalität umfassen. Darüber hinaus sollte jedes Ventil, das eine Verschlechterung der Ansprechzeit von mehr als 20% gegenüber seiner ursprünglichen Spezifikation aufweist, unabhängig vom regelmäßigen Prüfplan sofort ersetzt oder überholt werden.
Was ist der häufigste Grund dafür, dass pneumatische Sicherheitsschaltungen die vorgesehene SIL-Einstufung in realen Anwendungen nicht erreichen?
Der häufigste Grund dafür, dass pneumatische Sicherheitsschaltungen die vorgesehene SIL-Einstufung nicht erreichen, ist die unzureichende Berücksichtigung von Fehlern mit gemeinsamer Ursache (CCFs). Während sich Konstrukteure oft auf die Zuverlässigkeit der Komponenten und die Redundanzarchitektur konzentrieren, unterschätzen sie häufig die Auswirkungen von Faktoren, die mehrere Komponenten gleichzeitig betreffen können, wie z. B. verunreinigte Luftversorgung, Spannungsschwankungen, extreme Umweltbedingungen oder Wartungsfehler. Eine ordnungsgemäße CCF-Analyse und -Entschärfung kann die SIL-Leistung in typischen pneumatischen Sicherheitsanwendungen um einen Faktor von 3-5 verbessern.
Können Doppeldruck-Verriegelungsmechanismen in bestehende pneumatische Systeme nachgerüstet werden, oder erfordern sie eine komplette Neukonstruktion des Systems?
Doppeldruck-Verriegelungsmechanismen können in den meisten bestehenden Pneumatiksystemen ohne komplette Neukonstruktion nachgerüstet werden, wobei die spezifische Implementierung von der Systemarchitektur abhängt. Bei zylinderbasierten Systemen können externe Verriegelungsvorrichtungen mit minimalen Änderungen hinzugefügt werden. Bei komplexeren Systemen können modulare Sicherheitsblöcke in bestehende Ventilblöcke integriert werden. Die wichtigste Voraussetzung ist eine ordnungsgemäße Validierung nach der Installation, da nachgerüstete Systeme oft andere Leistungsmerkmale aufweisen als ursprünglich konzipierte Systeme. In der Regel erreichen nachgerüstete Verriegelungsmechanismen bei ordnungsgemäßer Implementierung 90-95% der Leistung integrierter Konstruktionen.
Welcher Zusammenhang besteht zwischen Reaktionszeit und Sicherheitsabstand in pneumatischen Sicherheitssystemen?
Die Beziehung zwischen Reaktionszeit und Sicherheitsabstand folgt der Formel S = (K × T) + C, wobei S der Mindestsicherheitsabstand, K die Annäherungsgeschwindigkeit (typischerweise 1600-2000 mm/s für Hand-/Armbewegungen), T die gesamte Systemreaktionszeit (einschließlich Erkennung, Signalverarbeitung und Ventilreaktion) und C ein zusätzlicher Abstand auf der Grundlage des Eindringungspotenzials ist. Bei pneumatischen Systemen ermöglicht jede Verkürzung der Ventilansprechzeit um 10 ms in der Regel eine Verringerung des Sicherheitsabstands um 16-20 mm. Dieses Verhältnis macht schnell ansprechende Ventile besonders wertvoll für Anwendungen mit begrenztem Platzangebot, bei denen große Sicherheitsabstände unpraktisch sind.
Wie wirken sich Umweltfaktoren auf die Leistung von pneumatischen Sicherheitssystemen aus?
Umweltfaktoren wirken sich erheblich auf die Leistung pneumatischer Sicherheitssysteme aus, wobei die Temperatur die stärkste Auswirkung hat. Niedrige Temperaturen (unter 5 °C) können die Reaktionszeit um 15-30% erhöhen, da die Luftviskosität und die Steifigkeit der Dichtung zunehmen. Hohe Temperaturen (über 40 °C) können die Wirksamkeit der Dichtungen verringern und die Abnutzung der Komponenten beschleunigen. Luftfeuchtigkeit beeinträchtigt die Luftqualität und kann Wasser in das System einbringen, was zu Korrosions- oder Gefrierproblemen führen kann. Verunreinigungen aus industriellen Umgebungen können kleine Öffnungen verstopfen und die Ventilbewegung beeinträchtigen. Vibrationen können Verbindungen lockern und einen vorzeitigen Verschleiß der Komponenten verursachen. Eine umfassende Validierung sollte Tests über den gesamten in der Anwendung erwarteten Umweltbereich umfassen.
Welche Dokumentation ist erforderlich, um die Einhaltung der Sicherheitsnormen für pneumatische Systeme nachzuweisen?
Eine umfassende Sicherheitsdokumentation für pneumatische Systeme sollte enthalten:
(1) Risikobewertung, in der die Gefahren und die erforderliche Risikominderung dokumentiert sind; (2) Spezifikationen der Sicherheitsanforderungen, in denen die Leistungsanforderungen und die Sicherheitsfunktionen im Einzelnen aufgeführt sind;
(3) Systementwurfsdokumentation einschließlich der Gründe für die Komponentenauswahl und Architekturentscheidungen; (4) Berechnungsberichte, die das Erreichen der geforderten Leistungsstufen oder des SIL belegen; (5) Validierungsprüfberichte, die die Systemleistung bestätigen;
(6) Aufzeichnungen über die Überprüfung der Installation; (7) Verfahren für regelmäßige Inspektionen und Tests;
(8) Wartungsanforderungen und Aufzeichnungen;
(9) Schulungsunterlagen und Kompetenznachweise; und
(10) Verwaltung von Änderungsverfahren. Diese Dokumentation sollte während des gesamten Lebenszyklus des Systems gepflegt und bei jeder Änderung aktualisiert werden.
-
Bietet eine ausführliche Erläuterung des Sicherheitsintegritätslevels (SIL), ein Maß für die Leistung von Sicherheitssystemen in Bezug auf die Wahrscheinlichkeit eines Ausfalls bei Bedarf (PFD), wie in Normen wie IEC 61508 definiert. ↩
-
Informiert über die internationale Norm ISO 13855, in der die Parameter für die Positionierung von Schutzeinrichtungen in Abhängigkeit von der Geschwindigkeit menschlicher Körperteile und der Gesamtanhaltezeit der Sicherheitsfunktion festgelegt sind. ↩
-
Erläutert das Konzept von B10d, einer Zuverlässigkeitsmetrik, die die Anzahl der Zyklen angibt, bei denen 10% einer Stichprobe mechanischer oder pneumatischer Komponenten voraussichtlich gefährlich ausgefallen sind, und die in Sicherheitsberechnungen verwendet wird. ↩
-
Beschreibt die Ausfallwahrscheinlichkeit bei Anforderung (Probability of Failure on Demand, PFDavg), die durchschnittliche Wahrscheinlichkeit, dass ein Sicherheitssystem seine vorgesehene Funktion nicht erfüllt, wenn eine Anforderung auftritt, und die die wichtigste Kennzahl für die Bestimmung des SIL eines Systems ist. ↩
-
Bietet einen Überblick über die Finite-Elemente-Analyse (FEA), eine computergestützte Methode zur Vorhersage, wie ein Produkt auf reale Kräfte, Vibrationen, Wärme und andere physikalische Effekte reagiert, indem es in eine endliche Anzahl kleiner Elemente zerlegt wird. ↩
