
Jeder Ingenieur, mit dem ich gesprochen habe, steht vor dem gleichen Dilemma: Sie brauchen absolutes Vertrauen in Ihre pneumatischen Komponenten, aber herkömmliche Zuverlässigkeitstests können Projekte um Monate verzögern. In der Zwischenzeit rücken die Produktionstermine immer näher, und der Druck der Geschäftsleitung, die Ergebnisse schon gestern haben will, steigt. Diese Lücke bei der Zuverlässigkeitsüberprüfung birgt enorme Risiken.
Wirksam Pneumatikzylinder Zuverlässigkeitsnachweis kombiniert beschleunigte Vibrationstests1 mit geeigneter Spektrenauswahl, standardisierten Salzsprühnebel-Expositionszyklen und umfassender Fehlermöglichkeitsanalyse, um die monatelange Validierung unter realen Bedingungen auf wenige Wochen zu verkürzen und gleichzeitig die statistische Zuverlässigkeit zu erhalten.
Letztes Jahr beriet ich einen Hersteller medizinischer Geräte in der Schweiz, der mit genau diesem Problem zu kämpfen hatte. Die Produktionslinie war fertig, aber das Unternehmen konnte nicht starten, ohne zu prüfen, ob die kolbenstangenlosen Pneumatikzylinder mindestens 5 Jahre lang präzise arbeiten würden. Mit unserem Ansatz der beschleunigten Überprüfung konnten wir die 6-monatige Testphase auf nur 3 Wochen verkürzen, so dass das Unternehmen seine Produktion termingerecht starten konnte und gleichzeitig volles Vertrauen in die Zuverlässigkeit seines Systems hatte.
Inhaltsübersicht
- Auswahl des Schwingungsprüfungsspektrums
- Vergleich der Salzsprühnebeltestzyklen
- Vorlage für die Fehler-Möglichkeits- und Einfluss-Analyse (FMEA)
- Schlussfolgerung
- FAQs zur Zuverlässigkeitsüberprüfung
Wie wählt man das richtige Beschleunigungsspektrum für die Vibrationsprüfung aus?
Die Wahl des falschen Schwingungsprüfspektrums ist einer der häufigsten Fehler, die ich bei der Zuverlässigkeitsüberprüfung sehe. Entweder ist das Spektrum zu aggressiv, was zu unrealistischen Ausfällen führt, oder zu sanft, wodurch kritische Schwachstellen übersehen werden, die sich in der Praxis zeigen werden.
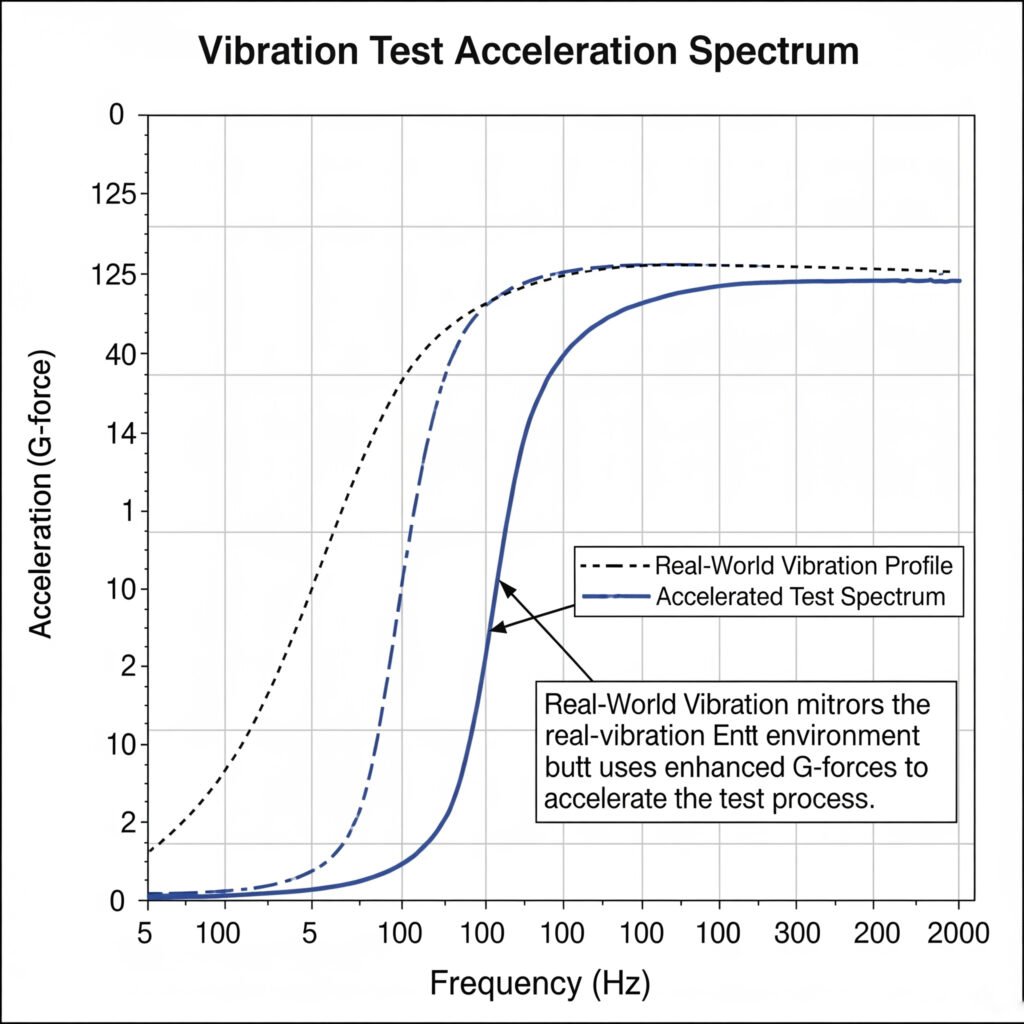
Das optimale Beschleunigungsspektrum für Vibrationstests muss Ihrer spezifischen Anwendungsumgebung entsprechen und gleichzeitig die Kräfte verstärken, um die Prüfung zu beschleunigen. Für pneumatische Systeme liefert ein Spektrum, das 5-2000 Hz mit geeigneten G-Kraft-Multiplikationsfaktoren auf der Grundlage der Installationsumgebung abdeckt, die genauesten Vorhersageergebnisse.
Verstehen von Schwingungsprofilkategorien
Nach der Analyse hunderter pneumatischer Systeminstallationen habe ich die Schwingungsumgebungen in diese Profile eingeteilt:
| Kategorie Umwelt | Frequenzbereich | Spitzen-G-Kraft | Testdauer Faktor |
|---|---|---|---|
| Leichtindustrie | 5-500 Hz | 0.5-2G | 1x |
| Allgemeine Fertigung | 5-1000 Hz | 1-5G | 1.5x |
| Schwerindustrie | 5-2000 Hz | 3-10G | 2x |
| Transport/Mobil | 5-2000 Hz | 5-20G | 3x |
Methodik der Spektrumsauswahl
Wenn ich Kunden bei der Auswahl des richtigen Schwingungsspektrums helfe, befolge ich diesen dreistufigen Prozess:
Schritt 1: Charakterisierung der Umgebung
Messen oder schätzen Sie zunächst das tatsächliche Schwingungsprofil in Ihrer Anwendungsumgebung. Wenn eine direkte Messung nicht möglich ist, verwenden Sie Industriestandards als Ausgangspunkt:
- ISO 20816 für Industriemaschinen
- MIL-STD-810G2 für Transportanwendungen
- IEC 60068 für allgemeine elektronische Geräte
Schritt 2: Bestimmung des Beschleunigungsfaktors
Um die Prüfzeit zu verkürzen, müssen wir die Schwingungskräfte verstärken. Die Beziehung folgt diesem Prinzip:
Prüfzeit = (Tatsächliche Lebensstunden × Tatsächliche G-Kraft²) ÷ (Prüf-G-Kraft²)
Um zum Beispiel 5 Jahre (43.800 Stunden) Betrieb bei 2G in nur 168 Stunden (1 Woche) zu simulieren, müssten Sie bei
G-Kraft = √[(43.800 × 2²) ÷ 168] = etwa 32,3G
Schritt 3: Spektrumsgestaltung
Der letzte Schritt besteht darin, das Frequenzspektrum so zu gestalten, dass es zu Ihrer Anwendung passt. Dies ist bei kolbenstangenlosen Pneumatikzylindern von entscheidender Bedeutung, da diese spezifische Resonanzfrequenzen haben, die je nach Konstruktion variieren.
Fallstudie: Überprüfung der Verpackungsausrüstung
Vor kurzem arbeitete ich mit einem Hersteller von Verpackungsmaschinen in Deutschland zusammen, der nach etwa 8 Monaten im Einsatz mysteriöse Ausfälle bei seinen kolbenstangenlosen Zylindern verzeichnete. Die Standardtests hatten das Problem nicht erkannt.
Durch die Messung des tatsächlichen Schwingungsprofils ihrer Ausrüstung entdeckten wir eine Resonanzfrequenz bei 873 Hz, die eine Komponente in ihrer Zylinderkonstruktion erregte. Wir entwickelten ein benutzerdefiniertes Testspektrum, das diesen Frequenzbereich betonte, und innerhalb von 72 Stunden beschleunigter Tests replizierten wir den Fehler. Der Hersteller änderte seine Konstruktion, und das Problem wurde gelöst, bevor es weitere Kunden betraf.
Tipps zur Durchführung von Vibrationstests
Die genauesten Ergebnisse erhalten Sie, wenn Sie diese Richtlinien befolgen:
Mehrachsige Prüfung
Testen Sie in allen drei Achsen nacheinander, da Ausfälle oft in nicht offensichtlichen Richtungen auftreten. Speziell bei kolbenstangenlosen Zylindern können Torsionsschwingungen zu Ausfällen führen, die bei rein linearen Schwingungen möglicherweise übersehen werden.
Überlegungen zur Temperatur
Führen Sie Vibrationstests sowohl bei Umgebungs- als auch bei maximalen Betriebstemperaturen durch. Wir haben festgestellt, dass die Kombination von erhöhten Temperaturen und Vibrationen Ausfälle 2,3-mal schneller aufdecken kann als Vibrationen allein.
Methoden der Datenerhebung
Verwenden Sie diese Messpunkte für umfassende Daten:
- Beschleunigung an den Befestigungspunkten
- Verschiebung in der Mitte der Spannweite und an den Endpunkten
- Innendruckschwankungen bei Vibrationen
- Leckrate vor, während und nach der Prüfung
Welche Salzsprühnebeltestzyklen sagen tatsächlich die Korrosion in der realen Welt voraus?
Salzsprühnebeltests werden oft missverstanden und bei der Validierung von Pneumatikkomponenten falsch angewandt. Viele Ingenieure halten sich einfach an die Standardtestdauer, ohne zu verstehen, wie diese mit den tatsächlichen Bedingungen im Feld korreliert.
Die aussagekräftigsten Salzsprühnebeltestzyklen entsprechen den Korrosionsfaktoren in Ihrer spezifischen Betriebsumgebung. Für die meisten industriellen pneumatischen Anwendungen bietet ein zyklischer Test, bei dem 5% NaCl-Sprühnebel (35°C) und trockene Perioden abwechseln, eine deutlich bessere Korrelation zur realen Leistung als kontinuierliche Sprühmethoden.

Korrelation zwischen Teststunden und Feldleistung
Diese Vergleichstabelle zeigt, wie verschiedene Salzsprühnebeltestmethoden mit der realen Belastung in verschiedenen Umgebungen korrelieren:
| Umwelt | Kontinuierlich ASTM B1173 | Zyklisch ISO 9227 | Modifizierte ASTM G85 |
|---|---|---|---|
| Innenbereich Industriell | 24h = 1 Jahr | 8h = 1 Jahr | 12h = 1 Jahr |
| Outdoor Urban | 48h = 1 Jahr | 16h = 1 Jahr | 24h = 1 Jahr |
| Küstengebiete | 96h = 1 Jahr | 32h = 1 Jahr | 48h = 1 Jahr |
| Schifffahrt/Offshore | 200h = 1 Jahr | 72h = 1 Jahr | 96h = 1 Jahr |
Rahmen für die Auswahl von Testzyklen
Wenn ich Kunden zu Salzsprühnebeltests berate, empfehle ich diese Zyklen je nach Bauteiltyp und Anwendung:
Standardkomponenten (Aluminium/Stahl mit Grundausführungen)
| Anmeldung | Prüfverfahren | Zyklus-Details | Kriterien für das Bestehen |
|---|---|---|---|
| Verwendung in Innenräumen | ISO 9227 NSS | 24h sprühen, 24h trocken × 3 Zyklen | Kein Rotrost, <5% Weißrost |
| Allgemeine Industrie | ISO 9227 NSS | 48h sprühen, 24h trocken × 4 Zyklen | Kein Rotrost, <10% Weißrost |
| Raue Umwelt | ASTM G85 A5 | 1h sprühen, 1h trocknen × 120 Zyklen | Keine Korrosion des Grundmetalls |
Premium-Komponenten (Verbesserter Korrosionsschutz)
| Anmeldung | Prüfverfahren | Zyklus-Details | Kriterien für das Bestehen |
|---|---|---|---|
| Verwendung in Innenräumen | ISO 9227 NSS | 72h sprühen, 24h trocken × 3 Zyklen | Keine sichtbare Korrosion |
| Allgemeine Industrie | ISO 9227 NSS | 96h sprühen, 24h trocken × 4 Zyklen | Kein Rotrost, <5% Weißrost |
| Raue Umwelt | ASTM G85 A5 | 1h sprühen, 1h trocknen × 240 Zyklen | Keine sichtbare Korrosion |
Interpretation der Testergebnisse
Der Schlüssel zu wertvollen Salzsprühnebeltests ist die richtige Interpretation der Ergebnisse. Hier ist, worauf Sie achten sollten:
Visuelle Indikatoren
- Weißrost: Frühindikator auf Zinkoberflächen, im Allgemeinen nicht funktionell bedenklich
- Rot/Braun Rost: Korrosion des unedlen Metalls, zeigt ein Versagen der Beschichtung an
- Blistering: Zeigt an, dass die Beschichtung nicht mehr haftet oder unterirdisch korrodiert.
- Creep von Scribe: Maßnahmen zum Schutz der Beschichtung an beschädigten Stellen
Bewertung der Auswirkungen auf die Leistung
Nach dem Salzsprühnebeltest sind diese funktionellen Aspekte stets zu bewerten:
- Integrität des Siegels: Messung der Leckraten vor und nach der Exposition
- Betätigungskraft: Vergleich der erforderlichen Kraft vor und nach dem Test
- Oberflächenbehandlung: Bewertung von Änderungen, die sich auf zusammenpassende Komponenten auswirken könnten
- Dimensionsstabilität: Prüfung auf korrosionsbedingte Schwellung oder Verformung
Fallstudie: Prüfung von Automobilkomponenten
Ein großer Automobilzulieferer hatte bei Fahrzeugen, die in Länder des Nahen Ostens exportiert wurden, vorzeitige Korrosionsausfälle bei pneumatischen Komponenten zu verzeichnen. Der standardmäßige 96-Stunden-Salzsprühtest konnte das Problem nicht aufdecken.
Wir haben einen modifizierten zyklischen Test durchgeführt, der Folgendes umfasste:
- 4 Stunden Salzsprühnebel (5% NaCl bei 35°C)
- 4 Stunden Trockenzeit bei 60°C mit 30% Feuchtigkeit
- 16 Stunden Feuchtigkeitseinwirkung bei 50°C mit 95% RH
- Wiederholt für 10 Zyklen
Bei diesem Test wurde der Ausfallmechanismus innerhalb von 7 Tagen erfolgreich identifiziert, wobei sich herausstellte, dass die Kombination aus hoher Temperatur und Salz ein bestimmtes Dichtungsmaterial zersetzte. Nach der Umstellung auf ein geeigneteres Material gingen die Ausfälle im Feld um 94% zurück.
Wie können Sie eine FMEA4 Die tatsächlich Feldausfälle verhindert?
Die Fehlermöglichkeits- und -einflussanalyse (FMEA) wird oft eher als Papierkram denn als leistungsfähiges Zuverlässigkeitsinstrument behandelt. Die meisten FMEAs, die ich mir ansehe, sind entweder zu allgemein gehalten oder so komplex, dass sie in der Praxis unbrauchbar sind.
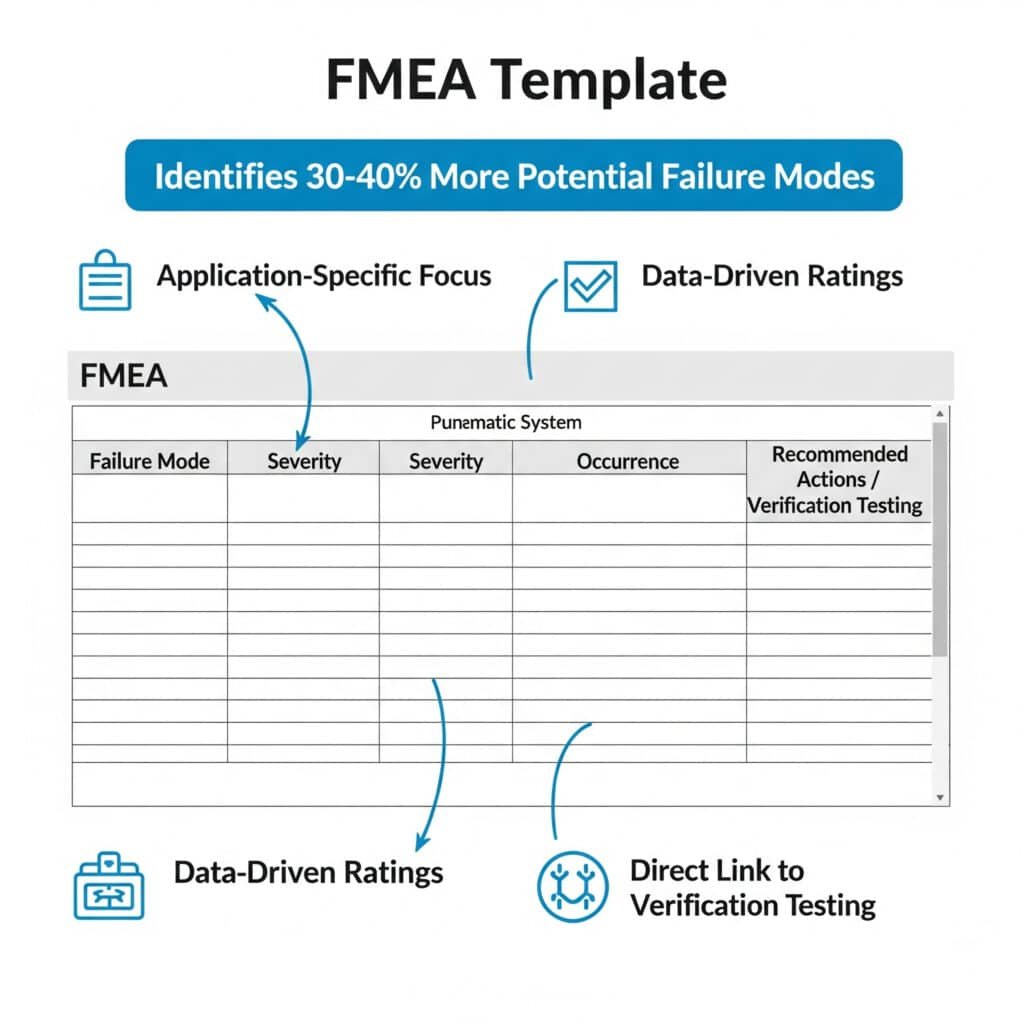
Eine effektive FMEA für pneumatische Systeme konzentriert sich auf anwendungsspezifische Fehlermodi, quantifiziert sowohl die Wahrscheinlichkeit als auch die Folgen anhand von datengesteuerten Bewertungen und stellt eine direkte Verbindung zu Verifizierungsprüfmethoden her. Dieser Ansatz identifiziert in der Regel 30-40% mehr potenzielle Fehlermöglichkeiten als generische Vorlagen.
FMEA-Struktur für pneumatische Komponenten
Die effektivste FMEA-Vorlage für pneumatische Systeme enthält diese Schlüsselelemente:
| Abschnitt | Zweck | Hauptvorteil |
|---|---|---|
| Aufschlüsselung der Komponenten | Identifiziert alle kritischen Teile | Gewährleistet eine umfassende Analyse |
| Funktion Beschreibung | Definiert die beabsichtigte Leistung | Klärt, was ein Versagen darstellt |
| Versagensarten | Auflistung spezifischer Möglichkeiten, wie die Funktion versagen kann | Leitet gezielte Tests |
| Analyse der Auswirkungen | Beschreibt die Auswirkungen auf System und Benutzer | Setzt Prioritäten bei kritischen Themen |
| Ursachenanalyse | Identifiziert Grundursachen | Leitet präventive Maßnahmen |
| Aktuelle Kontrollen | Dokumentiert bestehende Schutzmaßnahmen | Verhindert doppelten Aufwand |
| Risiko Prioritätsnummer5 | Quantifiziert das Gesamtrisiko | Konzentration der Ressourcen auf die größten Risiken |
| Empfohlene Maßnahmen | Spezifiziert Schritte zur Schadensbegrenzung | Erstellt einen umsetzbaren Plan |
| Überprüfungsmethode | Links zu spezifischen Tests | Gewährleistet eine ordnungsgemäße Validierung |
Entwicklung von anwendungsspezifischen Fehlermodi
Allgemeine FMEAs lassen oft die wichtigsten Fehlermöglichkeiten außer Acht, weil sie Ihre spezifische Anwendung nicht berücksichtigen. Ich empfehle diesen Ansatz für die Entwicklung umfassender Fehlermodi:
Schritt 1: Funktionsanalyse
Zerlegen Sie jede Komponentenfunktion in spezifische Leistungsanforderungen:
Bei einem kolbenstangenlosen Pneumatikzylinder gehören zu den Funktionen:
- Ermöglicht lineare Bewegung mit bestimmter Kraft
- Einhaltung der Positionsgenauigkeit innerhalb der Toleranz
- Druck ohne Leckage eindämmen
- Arbeiten Sie innerhalb der Geschwindigkeitsparameter
- Ausrichtung unter Last beibehalten
Schritt 2: Umweltfaktorenkartierung
Überlegen Sie für jede Funktion, wie diese Umweltfaktoren zu einem Ausfall führen könnten:
| Faktor | Potenzielle Auswirkungen |
|---|---|
| Temperatur | Änderungen der Materialeigenschaften, thermische Ausdehnung |
| Luftfeuchtigkeit | Korrosion, elektrische Probleme, Reibungsänderungen |
| Vibration | Lockerung, Ermüdung, Resonanz |
| Verunreinigung | Verschleiß, Verstopfung, Dichtungsschäden |
| Druckvariation | Spannung, Verformung, Versagen der Dichtung |
| Zyklusfrequenz | Ermüdung, Wärmestau, Ausfall der Schmierung |
Schritt 3: Interaktionsanalyse
Überlegen Sie, wie die Komponenten miteinander und mit dem System interagieren:
- Schnittstellen zwischen Komponenten
- Energieübertragungswege
- Signal-/Steuerungsabhängigkeiten
- Probleme mit der Materialverträglichkeit
Methodik der Risikobewertung
Die herkömmliche RPZ-Berechnung (Risikoprioritätszahl) ist oft nicht in der Lage, eine genaue Priorisierung der Risiken vorzunehmen. Ich empfehle diesen erweiterten Ansatz:
Schweregrad (1-10)
Auf der Grundlage dieser Kriterien:
1-2: Vernachlässigbare Auswirkungen, keine spürbaren Folgen
3-4: Geringe Auswirkungen, leichte Leistungseinbußen
5-6: Mäßige Auswirkungen, eingeschränkte Funktionalität
7-8: Starke Auswirkungen, erheblicher Leistungsverlust
9-10: Kritische Auswirkungen, Sicherheitsbedenken oder kompletter Ausfall
Bewertung des Vorkommens (1-10)
Auf der Grundlage datengestützter Wahrscheinlichkeiten:
1: <1 pro Million Zyklen
2-3: 1-10 pro Million Zyklen
4-5: 1-10 pro 100.000 Zyklen
6-7: 1-10 pro 10.000 Zyklen
8-10: >1 pro 1.000 Zyklen
Bewertung der Entdeckung (1-10)
Basierend auf der Fähigkeit zur Überprüfung:
1-2: Sichere Erkennung vor der Auswirkung auf den Kunden
3-4: Hohe Entdeckungswahrscheinlichkeit
5-6: Mäßige Chance auf Entdeckung
7-8: Geringe Entdeckungswahrscheinlichkeit
9-10: Kann mit den derzeitigen Methoden nicht erkannt werden
Verknüpfung von FMEA und Verifikationsprüfung
Der wertvollste Aspekt einer ordnungsgemäßen FMEA ist die Schaffung direkter Verbindungen zu Verifizierungstests. Geben Sie für jeden Fehlermodus an:
- Prüfverfahren: Der spezifische Test, der diesen Fehlermodus verifizieren wird
- Test-Parameter: Die genauen Bedingungen
- Pass/Fail-Kriterien: Quantitative Akzeptanzstandards
- Stichprobengröße: Anforderungen an das statistische Vertrauen
Fallstudie: FMEA-gesteuerte Konstruktionsverbesserung
Ein dänischer Hersteller medizinischer Geräte entwickelte ein neues Gerät mit kolbenstangenlosen Pneumatikzylindern zur präzisen Positionierung. Die ursprüngliche FMEA war allgemein gehalten und ließ mehrere kritische Fehlerarten außer Acht.
Mithilfe unseres anwendungsspezifischen FMEA-Prozesses identifizierten wir einen potenziellen Fehlermodus, bei dem Vibrationen eine allmähliche Fehlausrichtung des Lagersystems des Zylinders verursachen könnten. Dies wurde bei den Standardtests nicht erfasst.
Wir haben einen kombinierten Vibrations- und Zyklustest entwickelt, der 5 Jahre Betrieb in 2 Wochen simulierte. Der Test ergab eine allmähliche Leistungsverschlechterung, die für die medizinische Anwendung nicht akzeptabel gewesen wäre. Durch eine Änderung der Lagerkonstruktion und das Hinzufügen eines sekundären Ausrichtungsmechanismus konnte das Problem noch vor der Produkteinführung gelöst werden.
Schlussfolgerung
Eine wirksame Zuverlässigkeitsüberprüfung für pneumatische Systeme erfordert sorgfältig ausgewählte Schwingungsspektren, anwendungsgerechte Salzsprühnebeltestzyklen und eine umfassende Ausfallmodusanalyse. Durch die Integration dieser drei Ansätze können Sie die Prüfzeit drastisch reduzieren und gleichzeitig das Vertrauen in die langfristige Zuverlässigkeit erhöhen.
FAQs zur Zuverlässigkeitsüberprüfung
Wie groß muss die Stichprobe mindestens sein, um eine zuverlässige Prüfung pneumatischer Komponenten durchzuführen?
Bei pneumatischen Komponenten wie kolbenstangenlosen Zylindern erfordert die statistische Sicherheit die Prüfung von mindestens 5 Einheiten für Qualifikationstests und 3 Einheiten für die laufende Qualitätsprüfung. Bei kritischen Anwendungen können größere Stichproben von 10-30 Einheiten erforderlich sein, um Fehlermöglichkeiten mit geringerer Wahrscheinlichkeit zu erkennen.
Wie bestimmen Sie den geeigneten Beschleunigungsfaktor für die Zuverlässigkeitsprüfung?
Der geeignete Beschleunigungsfaktor hängt von den zu prüfenden Ausfallmechanismen ab. Bei mechanischem Verschleiß sind Faktoren von 2-5x üblich. Für die thermische Alterung ist das 10-fache üblich. Für Vibrationstests können Faktoren von 5-20x angewendet werden. Bei höheren Faktoren besteht die Gefahr, dass unrealistische Versagensarten entstehen.
Können die Ergebnisse von Salzsprühnebeltests die tatsächliche Korrosionsbeständigkeit über Jahre hinweg vorhersagen?
Salzsprühnebeltests liefern relative, nicht absolute Korrosionsbeständigkeitsvorhersagen. Die Korrelation zwischen Teststunden und tatsächlichen Jahren variiert je nach Umgebung erheblich. In industriellen Innenräumen entsprechen 24-48 Stunden kontinuierlicher Salzsprühnebelbelastung in der Regel 1-2 Jahren.
Was ist der Unterschied zwischen DFMEA und PFMEA für pneumatische Komponenten?
Die Konstruktions-FMEA (DFMEA) konzentriert sich auf inhärente Konstruktionsschwächen in pneumatischen Komponenten, während die Prozess-FMEA (PFMEA) sich mit potenziellen Fehlern befasst, die während der Fertigung auftreten. Beide sind notwendig - DFMEA stellt sicher, dass das Design robust ist, während PFMEA eine gleichbleibende Produktionsqualität gewährleistet.
Wie oft sollten die Zuverlässigkeitsprüfungen während der Produktion wiederholt werden?
Eine vollständige Zuverlässigkeitsüberprüfung sollte während der Erstqualifikation und bei wesentlichen Konstruktions- oder Prozessänderungen durchgeführt werden. Eine verkürzte Verifizierung (mit Schwerpunkt auf kritischen Parametern) sollte vierteljährlich mit statistischen Stichproben auf der Grundlage von Produktionsvolumen und Risikoniveau durchgeführt werden.
Welche Umweltfaktoren haben den größten Einfluss auf die Zuverlässigkeit kolbenstangenloser Pneumatikzylinder?
Die wichtigsten Umweltfaktoren, die sich auf die Zuverlässigkeit von kolbenstangenlosen Pneumatikzylindern auswirken, sind Temperaturschwankungen (die die Leistung der Dichtungen beeinträchtigen), Verunreinigungen durch Partikel (die einen beschleunigten Verschleiß verursachen) und Vibrationen (die die Ausrichtung der Lager und die Unversehrtheit der Dichtungen beeinträchtigen). Diese drei Faktoren sind für etwa 70% der vorzeitigen Ausfälle verantwortlich.
-
Erklärt die Grundsätze der beschleunigten Lebensdauerprüfung (Accelerated Life Testing, ALT), ein Verfahren, bei dem ein Produkt unter Bedingungen (wie Belastung, Dehnung, Temperatur, Spannung, Vibrationsrate) getestet wird, die über seine normalen Betriebsparameter hinausgehen, um seine Lebensdauer in kürzerer Zeit zu bestimmen. ↩
-
Bietet einen Überblick über MIL-STD-810, eine US-Militärnorm, die umwelttechnische Erwägungen und Labortests umreißt, wobei der Schwerpunkt auf den weit verbreiteten Methoden für Vibrationstests liegt, die die realen Bedingungen für Geräte simulieren. ↩
-
Detaillierte Angaben zur Norm ASTM B117, die ein standardisiertes Verfahren für den Betrieb eines neutralen Salzsprühgeräts (Nebel) vorsieht, ein gängiger und langjähriger Korrosionstest zur Bewertung der relativen Korrosionsbeständigkeit von Materialien und Beschichtungen. ↩
-
Bietet eine umfassende Erläuterung der Fehlermöglichkeits- und -einflussanalyse (FMEA), einem systematischen, proaktiven Ansatz zur Identifizierung potenzieller Fehlermöglichkeiten in einem Entwurf, Prozess oder Produkt und zur Bewertung des mit diesen Fehlern verbundenen Risikos. ↩
-
Beschreibt die Methode zur Berechnung der Risikoprioritätszahl (RPZ) in einer FMEA, einer quantitativen Risikoeinstufung, die durch Multiplikation der Werte für Schweregrad, Auftreten und Entdeckung berechnet wird und zur Priorisierung von Abhilfemaßnahmen dient. ↩
