

You’re installing a fitting into your aluminum cylinder port when suddenly you feel the wrench slip—the threads have stripped. 😱 Now you’re facing a damaged cylinder, potential downtime, and the difficult decision of whether to attempt a repair or replace the entire unit. Thread stripping in aluminum ports is one of the most frustrating and preventable failures in pneumatic systems, yet it happens daily in facilities worldwide, often due to simple misunderstandings about aluminum’s properties and proper installation techniques.
Thread stripping in aluminum cylinder ports occurs when the shear strength1 of the softer aluminum threads is exceeded by installation torque or operational stresses, typically at 60-80% of the torque required to strip steel threads of the same size. Aluminum’s lower shear strength (90-150 MPa vs. 400-500 MPa for steel) makes it particularly vulnerable to over-torquing, cross-threading, and fatigue from repeated installation cycles. Prevention requires using proper torque specifications (typically 40-60% of steel values), thread engagement length of at least 1.5x the bolt diameter, thread sealants that reduce friction, and steel thread inserts for frequently-serviced ports.
I’ll never forget the call from Robert, a maintenance technician at a food processing plant in Wisconsin. He’d just stripped the port threads on a $2,400 rodless cylinder while installing a simple pressure gauge—a $15 fitting destroyed a $2,400 component because he used the same torque he’d always used on steel cylinders. When I arrived to assess the damage, I found he’d actually stripped threads on three cylinders that week using “feel” rather than a torque wrench. His well-intentioned but uninformed approach had cost his company over $7,000 in damaged equipment, not counting the production downtime.
Table of Contents
- Why Are Aluminum Threads More Susceptible to Stripping Than Steel?
- What Forces and Conditions Cause Thread Stripping in Cylinder Ports?
- How Do You Calculate Safe Torque Values for Aluminum Ports?
- What Are the Best Practices to Prevent Thread Damage?
Why Are Aluminum Threads More Susceptible to Stripping Than Steel?
Understanding material properties explains aluminum’s vulnerability. 🔬
Aluminum alloys used in pneumatic cylinders (typically 6061-T6 or 6063-T5) have shear strength of 90-150 MPa compared to steel’s 400-500 MPa, making aluminum threads 3-4 times weaker under the same loading conditions. Additionally, aluminum’s lower elastic modulus2 (69 GPa vs. 200 GPa for steel) means threads deform more easily under stress, and aluminum’s tendency to gall3 (cold-weld) with steel fasteners creates friction that can exceed the thread shear strength during installation. The thread engagement area in aluminum must be 1.5-2x greater than steel to achieve equivalent strength, yet standard port depths often provide minimal engagement.

Material Property Comparison
The fundamental differences between aluminum and steel explain thread behavior:
| Property | Aluminum 6061-T6 | Steel (Medium Carbon) | Ratio (Al/Steel) |
|---|---|---|---|
| Tensile strength | 310 MPa (45 ksi) | 550-650 MPa (80-95 ksi) | 0.48-0.56 |
| Shear strength | 207 MPa (30 ksi) | 380-450 MPa (55-65 ksi) | 0.46-0.55 |
| Elastic modulus | 69 GPa (10 Msi) | 200 GPa (29 Msi) | 0.35 |
| Hardness | 95 HB | 150-200 HB | 0.48-0.63 |
| Coefficient of thermal expansion4 | 23.6 μm/m·°C | 11.7 μm/m·°C | 2.0 |
Thread Shear Strength Fundamentals
Thread failure occurs when shear stress exceeds material strength:
Shear stress in threads:
The load is distributed across the engaged thread area. For a threaded connection:
-
- = nominal diameter
- = thread pitch
- = engagement length
- = number of engaged threads
Critical insight:
Because aluminum’s shear strength is ~45% of steel’s, an aluminum threaded port needs approximately 2.2x the engagement length to match steel’s strength. Standard port depths often provide only 1.0-1.5x diameter engagement—insufficient for repeated service.
Galling and Friction Effects
Aluminum-to-steel contact creates unique challenges:
Galling mechanism:
- Aluminum and steel have affinity for each other at contact points
- High pressure and sliding cause micro-welding (cold welding)
- Welded points tear away, creating rough surfaces
- Roughness increases friction and torque requirements
- Increased torque leads to thread stripping
Friction coefficient impact:
- Dry aluminum-steel threads: μ = 0.4-0.6
- Lubricated aluminum-steel: μ = 0.15-0.25
- Steel-steel (comparison): μ = 0.15-0.20
The higher friction in aluminum means more of the applied torque goes into overcoming friction rather than creating clamping force, making over-torquing more likely.
Fatigue and Repeated Installation
Aluminum threads degrade faster with repeated use:
Cycle-dependent degradation:
- First installation: Threads conform, minor deformation
- 2-5 cycles: Work hardening occurs, but also minor damage accumulation
- 5-10 cycles: Visible thread wear, reduced clamping ability
- 10+ cycles: Significant damage, high stripping risk
I worked with Angela, a maintenance supervisor at a pharmaceutical packaging facility in New Jersey, whose team serviced cylinder ports quarterly. After 2 years (8 installation cycles), several aluminum ports failed. We implemented helicoil inserts in high-service ports, eliminating the problem entirely.
Temperature Effects
Thermal expansion differences create additional stress:
Thermal expansion mismatch:
- Aluminum expands 2x faster than steel
- In heated applications (40-80°C), aluminum port expands more than steel fitting
- Cooling creates additional clamping force
- Thermal cycling can loosen or over-stress threads
Temperature-dependent strength:
- Aluminum loses strength at elevated temperatures
- At 150°C, 6061-T6 retains only ~70% of room temperature strength
- Steel maintains strength better at elevated temperatures
What Forces and Conditions Cause Thread Stripping in Cylinder Ports?
Identifying failure mechanisms enables targeted prevention. ⚠️
Thread stripping occurs through three primary mechanisms: installation over-torque (applying excessive torque during fitting installation, typically >50% above specification), operational stress (vibration, pressure pulsation, and thermal cycling creating fatigue), and cross-threading or misalignment (starting threads incorrectly, causing localized stress concentration that initiates failure). Contributing factors include inadequate thread engagement (ports too shallow for fitting size), contamination (dirt or debris preventing proper thread mating), galvanic corrosion5 between dissimilar metals, and repeated installation cycles (cumulative damage from multiple service events). The most common cause is simply using steel-appropriate torque values on aluminum components.
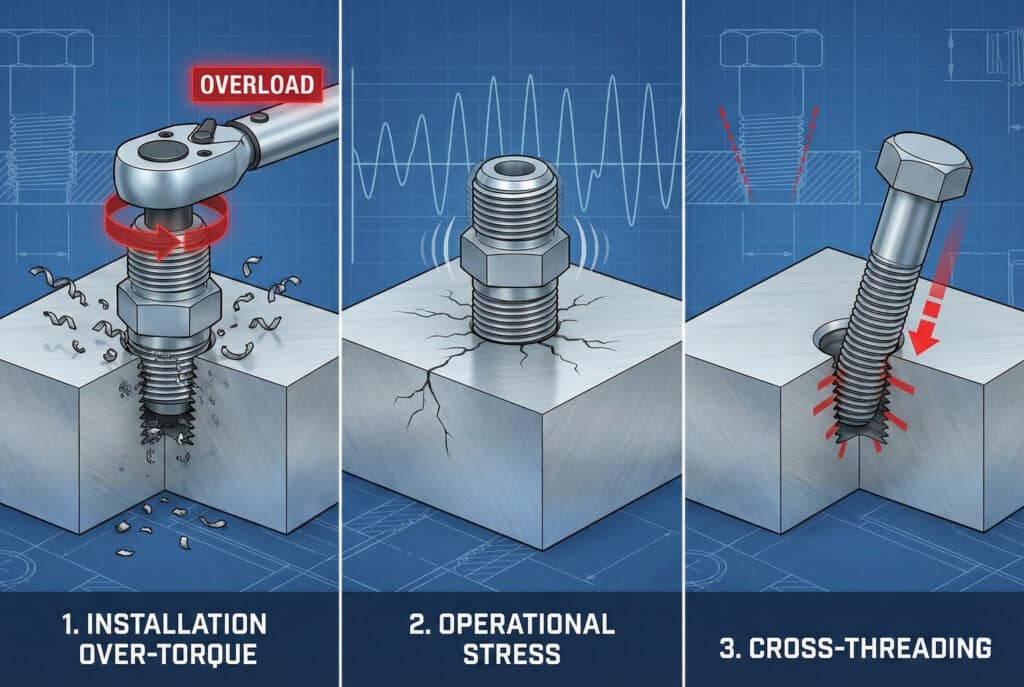
Installation Over-Torque
Excessive installation torque is the leading cause of immediate failure:
Torque-to-failure relationship:
For a given thread size, there’s a predictable relationship between applied torque and thread failure:
- Steel internal threads: Typically strip at 150-200% of recommended torque
- Aluminum internal threads: Strip at 120-150% of recommended torque
- Safety margin: Much smaller in aluminum, less room for error
Common over-torque scenarios:
- Using “feel” instead of torque wrench: Experienced technicians often over-torque aluminum by 2-3x
- Using steel torque specifications: Applying steel values to aluminum causes immediate damage
- Impact wrenches: Impossible to control torque, almost always over-torques aluminum
- Trying to stop leaks: Over-tightening when proper sealant would solve the problem
Robert’s food processing plant was guilty of all four. After training and implementing torque wrenches with aluminum-specific specifications, they went 18 months without a single stripped port.
Thread Engagement Inadequacy
Insufficient engagement length is a design-related vulnerability:
Minimum engagement requirements:
- Steel-into-steel: 1.0x bolt diameter minimum
- Steel-into-aluminum: 1.5-2.0x bolt diameter recommended
- Frequently serviced ports: 2.0x diameter or use thread inserts
Calculation example:
For a 1/4″ NPT fitting (nominal diameter ~13mm):
- Minimum engagement in aluminum: 19.5-26mm
- Standard port depth: Often only 12-15mm
- Result: Inadequate strength, high stripping risk
Port depth limitations:
Cylinder wall thickness often limits achievable port depth, especially in small-bore cylinders. This is why thread inserts are particularly valuable—they provide full strength in shallow ports.
Cross-Threading and Misalignment
Starting threads incorrectly concentrates stress:
Cross-threading mechanics:
- Fitting starts at wrong angle
- First few threads bear entire load
- Localized stress exceeds shear strength
- Threads strip progressively as fitting advances
Warning signs:
- Unusual resistance when starting threads
- Fitting doesn’t advance smoothly
- Sudden increase in torque
- Visible misalignment
Prevention:
- Start threads by hand, never with tools
- Ensure fitting is perpendicular to port
- Feel for smooth engagement before applying torque
- Use thread alignment tools for difficult-to-access ports
Vibration and Fatigue Loading
Operational stresses gradually weaken threads:
Vibration effects:
- Micro-movements between fitting and port
- Fretting wear at thread contact points
- Gradual loosening reduces clamping force
- Reduced clamping allows more movement, accelerating wear
Pressure pulsation:
- Rapid pressure changes create cyclic loading
- Aluminum’s lower fatigue strength makes it vulnerable
- Thousands of cycles can initiate cracks
- Cracks propagate until threads fail
Fatigue life factors:
| Condition | Relative Fatigue Life | Failure Mode |
|---|---|---|
| Proper torque, thread locker | 1.0 (baseline) | Gradual wear after millions of cycles |
| Proper torque, no thread locker | 0.3-0.5 | Loosening and fretting |
| Over-torque, thread locker | 0.2-0.4 | Stress concentration, crack initiation |
| Under-torque | 0.1-0.3 | Rapid loosening and fretting |
Corrosion and Galvanic Effects
Dissimilar metal contact creates electrochemical degradation:
Galvanic corrosion:
- Aluminum (anode) and steel (cathode) form galvanic cell
- Moisture provides electrolyte
- Aluminum corrodes preferentially
- Corrosion products expand, creating stress
- Threads weaken and eventually fail
Severity factors:
- Moisture exposure: Outdoor or wet environments accelerate corrosion
- Dissimilar metal pairing: Stainless steel less problematic than carbon steel
- Lack of protection: No sealant or anti-seize allows moisture ingress
Prevention:
- Use anti-seize compounds with corrosion inhibitors
- Apply thread sealants that exclude moisture
- Consider stainless steel fittings instead of carbon steel
- Use dielectric barriers in severe environments
How Do You Calculate Safe Torque Values for Aluminum Ports?
Proper torque specifications prevent the majority of thread failures. 📐
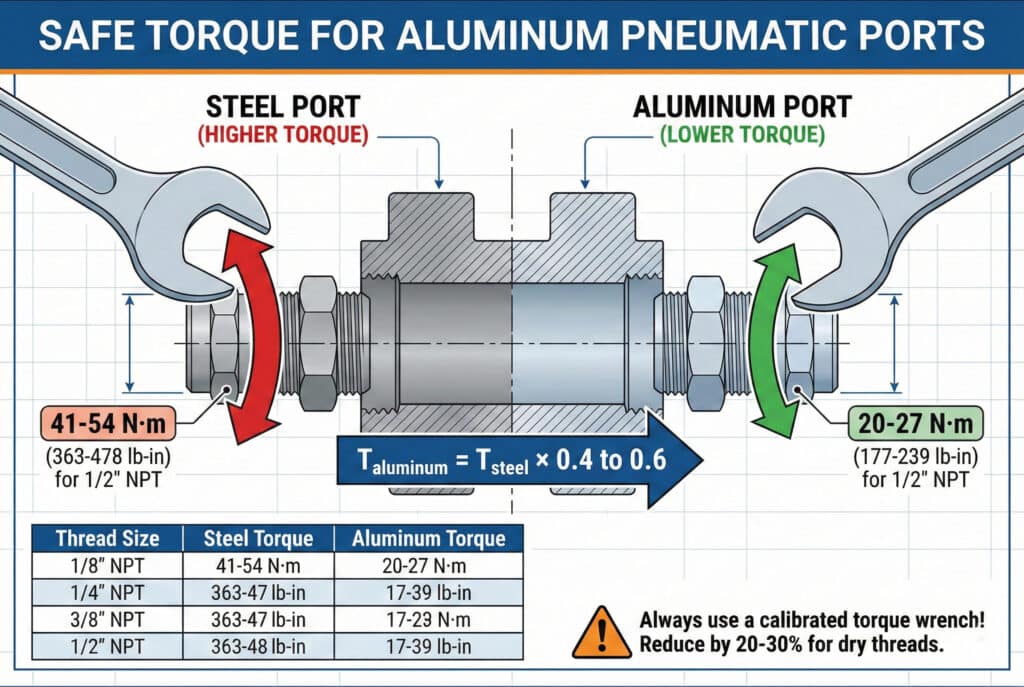
Safe torque for aluminum ports is calculated using the formula: T_aluminum = T_steel × 0.4 to 0.6, where the reduction factor accounts for aluminum’s lower shear strength and higher friction coefficient. For common pneumatic fittings, this translates to: 1/8″ NPT = 3-5 N·m (27-44 lb-in), 1/4″ NPT = 7-10 N·m (62-88 lb-in), 3/8″ NPT = 12-17 N·m (106-150 lb-in), and 1/2″ NPT = 20-27 N·m (177-239 lb-in). These values assume clean threads with proper thread sealant; dry or contaminated threads require 20-30% reduction. Always use a calibrated torque wrench and apply torque in gradual increments rather than a single pull.
Theoretical Torque Calculation
Understanding the engineering basis for torque specifications:
Basic torque equation:
Where:
- = torque
- = friction coefficient (0.15-0.25 for lubricated threads)
- = nominal diameter
- = clamping force
Thread shear strength limit:
Where:
- = shear strength of aluminum (~207 MPa for 6061-T6)
- = thread engagement area
Practical application:
For aluminum, limit clamping force to 60-70% of theoretical maximum to provide safety margin for:
- Installation variations
- Thread imperfections
- Operational stresses
- Fatigue considerations
Recommended Torque Specifications
Practical torque values for common pneumatic fittings:
| Thread Size | Steel Port Torque | Aluminum Port Torque | Reduction Factor |
|---|---|---|---|
| 1/8″ NPT | 7-10 N·m (62-88 lb-in) | 3-5 N·m (27-44 lb-in) | 0.43-0.50 |
| 1/4″ NPT | 14-19 N·m (124-168 lb-in) | 7-10 N·m (62-88 lb-in) | 0.50-0.53 |
| 3/8″ NPT | 25-34 N·m (221-301 lb-in) | 12-17 N·m (106-150 lb-in) | 0.48-0.50 |
| 1/2″ NPT | 41-54 N·m (363-478 lb-in) | 20-27 N·m (177-239 lb-in) | 0.49-0.50 |
| M5 (metric) | 3-4 N·m (27-35 lb-in) | 1.5-2 N·m (13-18 lb-in) | 0.50 |
| M10 (metric) | 15-20 N·m (133-177 lb-in) | 7-10 N·m (62-88 lb-in) | 0.47-0.50 |
Important notes:
- Values assume thread sealant or anti-seize is used
- Dry threads require 20-30% lower torque
- Damaged or worn threads require 30-40% lower torque
- First-time installation can use upper range; repeated installations should use lower range
Torque Wrench Selection and Use
Proper tools are essential for consistent results:
Torque wrench types:
- Beam-type: Simple, reliable, no calibration required, but requires direct viewing
- Click-type: Audible/tactile signal at target torque, most common, requires periodic calibration
- Digital: Precise, records data, expensive, requires batteries and calibration
- Preset: Set to specific torque, prevents over-torquing, ideal for production environments
Proper technique:
- Select wrench with target torque in middle 20-80% of range for best accuracy
- Apply force smoothly and steadily, not in jerks
- Pull perpendicular to wrench handle
- Stop immediately when target is reached (don’t “bounce” on click-type)
- Allow wrench to reset between applications
Angela’s pharmaceutical facility invested $800 in preset torque wrenches for their most common fitting sizes. The investment paid for itself in 6 weeks by eliminating stripped threads.
Adjustment Factors
Modify base torque for specific conditions:
Thread condition adjustments:
- New, clean threads: Use specified torque
- Previously installed (2-5 times): Reduce by 10-15%
- Previously installed (5+ times): Reduce by 20-30% or install thread insert
- Visible thread damage: Reduce by 30-40% or repair threads
Sealant/lubricant adjustments:
- PTFE tape: Use specified torque
- Liquid thread sealant: Use specified torque
- Anti-seize compound: Reduce by 10-15% (lower friction)
- Dry threads: Reduce by 20-30% (higher friction, galling risk)
Environmental adjustments:
- Room temperature (20°C): Use specified torque
- Elevated temperature (60-80°C): Reduce by 10-15%
- Very high temperature (>80°C): Reduce by 20-25% and consider thread inserts
Torque Sequence for Multiple Ports
When installing multiple fittings, proper sequence matters:
Best practice sequence:
- Install all fittings finger-tight
- Torque each to 30% of target in sequence
- Torque each to 60% of target in sequence
- Torque each to 100% of target in sequence
- Verify final torque on each after all are complete
This gradual, sequential approach distributes stress evenly and prevents distortion.
What Are the Best Practices to Prevent Thread Damage?
Comprehensive prevention strategies eliminate most thread failures. 🛡️
Preventing thread damage requires a multi-layered approach: use calibrated torque wrenches with aluminum-specific specifications (40-60% of steel values), always apply thread sealant or anti-seize to reduce friction and prevent galling, start all threads by hand to ensure proper alignment before applying tools, install thread inserts (helicoils or similar) in frequently-serviced ports, inspect threads before each installation for damage or contamination, train all technicians on aluminum-specific procedures, and design systems to minimize port servicing frequency. At Bepto Pneumatics, our rodless cylinders can be supplied with stainless steel thread inserts in critical ports, providing steel-equivalent strength in aluminum bodies while maintaining weight advantages.

Thread Insert Solutions
Steel inserts provide permanent strength improvement:
Helicoil-type inserts:
- Coiled wire insert installed in oversized tapped hole
- Provides steel-strength threads in aluminum
- Can be installed in new or damaged threads
- Cost: $2-8 per insert plus installation labor
Solid bushing inserts:
- Threaded steel bushing pressed or threaded into aluminum
- Higher strength than helicoils
- More complex installation
- Best for new production, difficult to retrofit
Time-Sert inserts:
- Solid wall insert with locking feature
- Excellent for thread repair
- More expensive than helicoils ($8-15 per insert)
- Easier installation than helicoils in some cases
When to use inserts:
- Ports serviced more than 5 times over cylinder life
- Critical applications where failure is unacceptable
- Repair of stripped threads
- High-vibration environments
- Ports that must support heavy fittings or valves
Robert’s facility retrofitted thread inserts in 25 frequently-serviced ports at a cost of $750 (parts and labor). Over the next 2 years, this prevented an estimated $15,000 in damaged cylinders—a 20:1 return on investment.
Thread Sealant and Anti-Seize Selection
Proper lubricants prevent galling and ensure proper torque:
| Product Type | Advantages | Disadvantages | Best Applications |
|---|---|---|---|
| PTFE tape | Inexpensive, clean, easy to apply | Can shred and contaminate, limited lubrication | General purpose, low-service frequency |
| Liquid thread sealant (anaerobic) | Excellent sealing, prevents loosening | Difficult to disassemble, cure time required | Permanent installations, vibration environments |
| Anti-seize paste | Excellent galling prevention, easy disassembly | Messy, can contaminate system | Frequently serviced ports, corrosive environments |
| Thread sealant with PTFE | Good sealing plus lubrication | More expensive | High-quality installations, aluminum ports |
Application best practices:
- Apply sealant to male threads only (keeps it out of system)
- Use 2-3 wraps of PTFE tape, starting 2 threads from end
- Apply liquid sealants sparingly—excess contaminates system
- Ensure anti-seize doesn’t contain copper (can cause galvanic corrosion with aluminum)
Installation Procedure Standards
Standardized procedures ensure consistent results:
Step-by-step installation protocol:
Preparation:
- Inspect threads for damage, contamination, or corrosion
- Clean threads with solvent if necessary
- Verify correct fitting type and size
- Select appropriate torque specification
Sealant application:
- Apply chosen sealant to male threads
- Ensure even coverage without excess
- Allow cure time if using anaerobic sealants
Initial threading:
- Start threads by hand, never with tools
- Ensure perpendicular alignment
- Thread should advance smoothly with minimal resistance
- If resistance is felt, back out and restart
Torque application:
- Select calibrated torque wrench
- Apply torque gradually in 2-3 steps
- Final torque to specification
- Do not exceed specified value
Verification:
- Visually inspect for proper seating
- Check for leaks during initial pressurization
- Document installation (torque used, date, technician)
Training and Documentation
Human factors are critical to prevention:
Technician training requirements:
- Understanding of aluminum properties and limitations
- Torque wrench selection and proper use
- Recognition of cross-threading and thread damage
- Sealant selection and application
- Troubleshooting leak issues without over-torquing
Documentation systems:
- Torque specification charts posted at work areas
- Service logs recording installation dates and torque values
- Tracking of service cycles on critical ports
- Failure reporting and root cause analysis
Quality control measures:
- Periodic torque wrench calibration (annually minimum)
- Supervisor spot-checks of installations
- Review of failure trends
- Continuous improvement based on field data
Design Considerations for New Systems
Prevent problems through thoughtful design:
Port location and accessibility:
- Position ports for straight-in fitting installation
- Avoid locations requiring angled or difficult access
- Provide clearance for torque wrench use
- Consider serviceability during design phase
Fitting selection:
- Use push-to-connect fittings where appropriate (no threading required)
- Select fittings with appropriate thread length for port depth
- Avoid oversized fittings that require high torque
- Consider quick-disconnect couplings for frequently serviced connections
System design:
- Minimize number of ports requiring regular service
- Consolidate connections at manifolds rather than individual cylinder ports
- Use remote mounting for pressure switches and gauges
- Design for “install once” philosophy where possible
At Bepto Pneumatics, we work with customers during the design phase to optimize port configurations, recommend appropriate thread inserts for high-service applications, and provide detailed installation specifications. Our rodless cylinders can be customized with reinforced ports or thread inserts based on application requirements.
Repair Options for Stripped Threads
When prevention fails, several repair options exist:
Thread insert installation (preferred):
- Drill out damaged threads to larger size
- Tap for insert size
- Install helicoil or Time-Sert insert
- Provides like-new or better strength
- Cost: $50-150 depending on size and labor
Oversized fitting:
- Tap to next larger size
- Install oversized fitting
- Simple but limits future options
- May not be possible due to wall thickness
Epoxy repair (temporary):
- Clean threads thoroughly
- Apply thread-locking epoxy
- Install fitting and allow cure
- Provides temporary seal but low strength
- Only for low-pressure, non-critical applications
Welded repair plug:
- Machine out damaged area
- Weld in threaded plug
- Re-machine port
- Expensive but provides permanent repair
- Requires skilled welding of aluminum
Replacement:
- Sometimes most cost-effective option
- Especially for low-cost cylinders or extensive damage
- Opportunity to upgrade to better design
Conclusion
Understanding thread stripping mechanics in aluminum cylinder ports—and implementing proper torque specifications, installation procedures, and preventive measures—eliminates one of the most common and frustrating pneumatic system failures. 💪
FAQs About Aluminum Thread Stripping
Q: Can I use the same torque specifications for aluminum as I do for steel cylinders?
Absolutely not—this is the most common cause of stripped aluminum threads. Aluminum ports require 40-60% of the torque used for equivalent steel threads due to aluminum’s significantly lower shear strength (207 MPa vs. 380-450 MPa for steel). For example, a 1/4″ NPT fitting that requires 14-19 N·m in steel should only receive 7-10 N·m in aluminum. Always consult aluminum-specific torque charts and use a calibrated torque wrench. At Bepto Pneumatics, we provide detailed torque specifications with every cylinder to prevent this common mistake.
Q: How many times can I safely install and remove fittings from aluminum ports?
Standard aluminum ports can typically handle 5-10 installation cycles before thread damage becomes significant, though this varies with torque accuracy, thread condition, and sealant use. Beyond 5 cycles, risk increases substantially. For ports requiring frequent service, install thread inserts (helicoils or Time-Serts) during initial installation or after 3-5 cycles—this provides unlimited service life with steel-equivalent strength. The $5-10 cost of an insert is trivial compared to replacing a damaged cylinder.
Q: What’s the best way to fix stripped threads in an aluminum cylinder port?
Thread insert installation (helicoil or Time-Sert) is the preferred repair method, providing strength equal to or exceeding the original threads. The process involves drilling out the damaged threads, tapping to a larger size for the insert, and installing the coiled steel insert. This repair costs $50-150 depending on size and labor but restores full functionality. Avoid temporary fixes like epoxy unless it’s a non-critical, low-pressure application. For extensive damage or thin-walled cylinders where inserts aren’t feasible, replacement may be more cost-effective than repair.
Q: Why do my fittings keep loosening even though I torque them properly?
Fitting loosening despite proper torque typically results from vibration, thermal cycling, or inadequate thread locking. Solutions include: applying anaerobic thread sealant (Loctite 567 or similar) which prevents loosening while maintaining sealability, using mechanical locking devices like jam nuts or lock wire for critical connections, addressing excessive system vibration at the source, and ensuring torque is adequate—under-torquing is as problematic as over-torquing. Also verify you’re using the correct torque specification; some technicians use values too low out of fear of stripping, which paradoxically causes loosening and fretting damage.
Q: Are there alternatives to threaded ports that eliminate stripping risk?
Yes, several alternatives exist for applications where thread stripping is a recurring problem. Push-to-connect fittings eliminate threading entirely and are ideal for frequently changed connections, though they’re limited to smaller sizes and lower pressures. Welded or brazed fittings provide permanent connections with no thread stripping risk. Quick-disconnect couplings allow tool-free connection/disconnection. Manifold mounting consolidates multiple connections away from the cylinder body. For new designs, consider these alternatives; for existing equipment, thread inserts provide the best retrofit solution. At Bepto Pneumatics, we can customize rodless cylinders with alternative connection methods based on your specific application needs.
-
Explore technical data on the shear strength properties of aluminum alloys compared to carbon steel. ↩
-
Learn about the elastic modulus and how it affects the stiffness of aluminum in mechanical applications. ↩
-
Understand the mechanics of galling and how it leads to surface damage in threaded connections. ↩
-
Examine a comparison chart for coefficients of thermal expansion between different industrial metals. ↩
-
Study the galvanic series to understand how dissimilar metals interact in corrosive environments. ↩
