

はじめに
多気筒システムで同期エラーが発生し、詰まりや製品損傷、安全上の危険を引き起こしていませんか?😰複数の空圧シリンダーが連動して動作する必要がある場合——重い荷物の持ち上げ、広いパネルのガイド、複雑な動作の調整など——わずかな位置のずれでも深刻な問題を引き起こします。従来のオープンループ空圧システムでは、現代の製造現場が求める厳密な同期を維持することは不可能です。.
二重ループ制御戦略は、複数の空圧シリンダーを同期させるために二つの入れ子状のフィードバックループを用いる。内側の速度ループは比例弁変調により個々のシリンダー速度を制御し、外側の位置ループはシリンダー位置を比較して速度設定値を調整し、同期誤差を最小化する。この構成は、ストローク長3メートルまでで通常±0.5mm~±2mmの同期精度を達成する。これは基本空圧システムの±10~50mmと比較して大幅な改善である。.
前四半期、私はアリゾナ州フェニックスの太陽光パネル製造施設で機械エンジニアを務めるスティーブンと共同作業を行った。彼が担当する2メートルガラスパネル搬送用の二連シリンダー式ガントリーシステムでは、15mmの同期誤差が発生し、パネル破損による月間8,000ドルの損失を招いていた。 彼のベプト製ロッドレスシリンダーシステムに二重ループ制御を導入したところ、同期誤差は±1.2mmまで改善され、破損はほぼゼロに減少。安全動作速度の向上により生産量は121%増加しました。この強力な制御戦略の仕組みを説明しましょう。🎯
目次
- デュアルループ制御戦略とは何か、そしてなぜ必要なのか?
- 内部速度ループはどのように個々のシリンダー速度を制御するのか?
- 外側の位置ループはどのように同期を維持するのか?
- 実装要件とベストプラクティスとは何ですか?
デュアルループ制御戦略とは何か、そしてなぜ必要なのか?
同期の難題を理解することで、高度な制御が不可欠な理由が明らかになる。⚙️
デュアルループ制御は、摩擦変動、負荷不均衡、供給圧力差などにより空気圧シリンダーが本質的に異なる速度で動作するという根本的な問題に対処する。 空気の圧縮性1. 二重ループ構造により、速度制御(100~500Hzで動作する内側ループ)と位置同期(10~50Hzで動作する外側ループ)を分離。これにより、協調動作を維持しつつ外乱への高速応答を実現。この階層的アプローチは、同期精度において単一ループシステムを5~10倍上回る性能を発揮する。.

同期の課題
空圧シリンダーが自然に同期しない理由
たとえ「同一」のシリンダーであっても、以下の理由により異なる挙動を示す:
- 摩擦変動シール摩耗、潤滑差(±10-30%の力変動)
- 負荷の不均衡重心オフセット、重量配分の不均等
- 供給圧力差行長の不均一、流れの制限
- 空気の圧縮性温度と湿度が空気密度に及ぼす影響
- 製造公差: 穴径、シール寸法(標準公差±0.05mm)
これらの要因によりシリンダー間で5~20%の速度差が生じ、ストローク長にわたって位置誤差が累積する。.
シングルループ対デュアルループアーキテクチャ
| 制御アーキテクチャ | 同期精度 | 応答時間 | 複雑性 | 費用 |
|---|---|---|---|---|
| 開ループ(フィードバックなし) | ±10~50mm | 該当なし | 非常に低い | 非常に低い |
| シングルポジショングループ | ±3~8mm | 100~300ミリ秒 | 低 | 低 |
| デュアルループ(速度+位置) | ±0.5~2mm | 20~80ミリ秒 | 中程度 | 中程度 |
| トリプルループ(フォースを追加) | ±0.2~1mm | 10~50ミリ秒 | 高 | 高 |
制御ループ階層
アウターループ(位置同期):
- 全シリンダーの位置を比較する
- 同期誤差を計算する
- 各シリンダーの速度設定値を調整する
- 更新レート:10~50 Hz(20~100ミリ秒ごと)
内側ループ(速度制御):
- 個々のシリンダーの速度を制御する
- 比例弁の位置を調整する
- 外ループからの速度設定値に応答する
- 更新レート:100~500 Hz(2~10ミリ秒ごと)
この関心事の分離により、各ループは固有のタスクに最適化される——高速な内側のループが動的応答を処理し、低速な外側のループが調整を維持する。🔄
数学的基盤
シリンダー間の位置誤差は:
$$
同期エラー
| シリンダ1の位置 – シリンダ2の位置 |
$$
外側のループは速度補正を生成する:
$$
速度_{補正}
= K_{p} \times 同期誤差
+ K_{d} \times \left( \frac{dError}{dt} \right)
$$
ここで、K_p は比例ゲイン、K_d は微分ゲイン(PD制御器の典型的な構成)である。.
ベプトでは、一般的な同期アプリケーション向けに事前調整済みの制御パラメータを開発しました。これにより、試運転時間を数日から数時間に短縮しつつ、安定した正確な性能を保証します。.
内部速度ループはどのように個々のシリンダー速度を制御するのか?
内側のループは、高速かつ精密な速度制御を提供し、同期を可能にします。🚀
内部速度ループは位置センサー(リニアエンコーダまたは 磁歪性2) を通じてリアルタイムのシリンダー速度を計算する 数値微分3, この速度を外部ループからの速度設定値と比較し、比例弁またはサーボ弁を調整して速度誤差を最小化します。PIまたはPID制御アルゴリズムで100~500Hzの周波数で動作するこのループは、±2~5%の速度精度を達成し、10~30msで外乱に反応します。これにより、同期に必要な安定した速度制御基盤を提供します。.
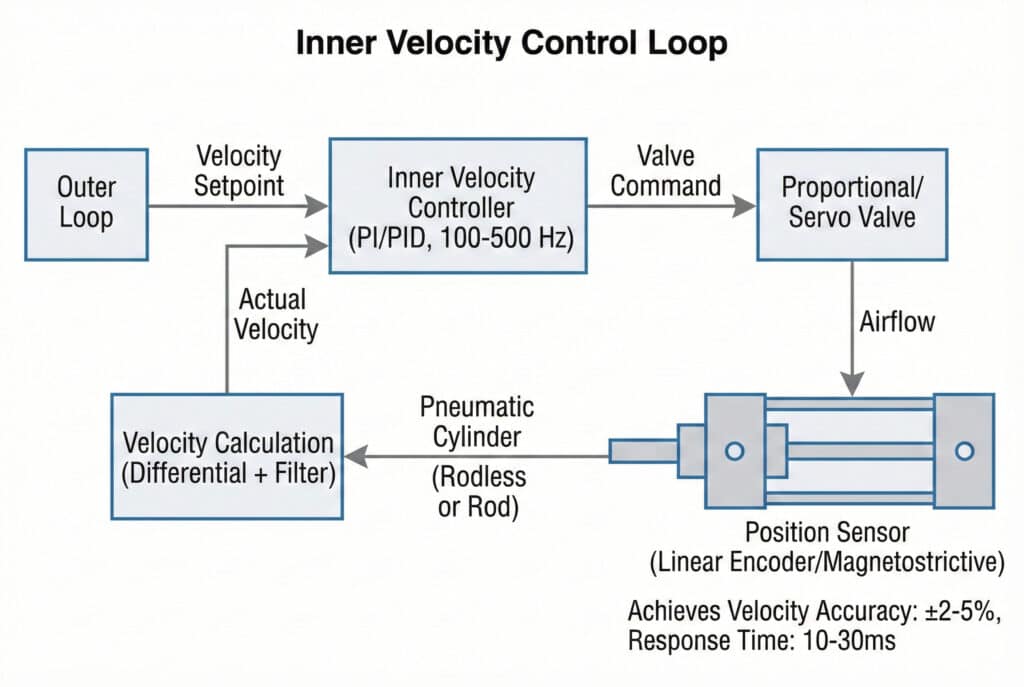
速度測定技術
直接速度計算
ほとんどのシステムは位置フィードバックから速度を導出する:
$$
速度
= \frac{現在位置 – 過去位置}{サンプリング時間}
$$
100 Hz制御ループ(10msサンプリング時間)の場合:
- 位置変化1mm = 速度100 mm/s
- 位置センサー分解能0.01mm = 1mm/s速度分解能
フィルタリング要件
生の速度計算は、以下の理由によりノイズが多い:
- 位置センサの量子化
- 機械的振動
- 電気ノイズ
ローパスフィルタリング 信号を平滑化する:
- 一次フィルタ:シンプル、時間定数5~20ms(標準値)
- 移動平均:3-10サンプルウィンドウ
- カルマンフィルタ:最適だが複雑
フィルタの時定数は、制御ループ応答よりも速くなければならない(典型的にはループ帯域幅の1/5から1/10)。.
バルブ制御戦略
比例弁変調
速度制御器はバルブ指令(通常0-10Vまたは4-20mA)を出力する:
$$
バルブ_{コマンド}
= フィードフォワード + PI_{補正}
$$
フィードフォワード4 コンポーネント: 目標速度と負荷に基づいて(応答性を向上)
PI補正定常誤差を解消する
| バルブタイプ | 応答時間 | 決議 | 費用 | 最適なアプリケーション |
|---|---|---|---|---|
| 比例方向制御 | 20~50ミリ秒 | 8-12ビット | 中 | 一般的な同期 |
| サーボバルブ | 5~15ミリ秒 | 12-16ビット | 高 | 高精度システム |
| PWM制御デジタル | 10~30ミリ秒 | 8~10ビット実効 | 低 | コストに敏感なアプリケーション |
内ループの調整
ステップ1:比例増幅率(K_p)
- 低ゲイン(K_p = 0.1)から開始する
- システムが振動せずに素早く応答するまで増加させる
- 典型的な範囲:速度制御の場合 0.5~2.0
ステップ2:積分ゲイン(K_i)
- 定常誤差を除去するための積分作用を追加する
- 非常に低い値から開始する(K_i = 0.01)
- 典型的な範囲:0.05~0.3
ステップ3:解離定数(K_d) (任意)
- オーバーシュートのあるシステムに減衰を追加する
- 空気圧速度制御には往々にして不要である
- 必要な場合のみ使用:0.01-0.1
実環境での性能
ジョージア州アトランタの包装機械メーカーは、4台の同期したBeptoロッドレスシリンダーに内部速度ループを導入した。調整前はシリンダー間で速度が±15%変動していた。適切な内部ループ調整後:
- 速度追従誤差:設定値の±3%
- 負荷変動への応答時間:25ミリ秒
- 速度リップル:<2%(滑らかな動作)
- 同期基盤:有効外周ループ精度 ±1.5mm ✅
外側の位置ループはどのように同期を維持するのか?
外側のループは、複数のシリンダーの速度設定値を調整することでそれらを協調動作させます。🎛️
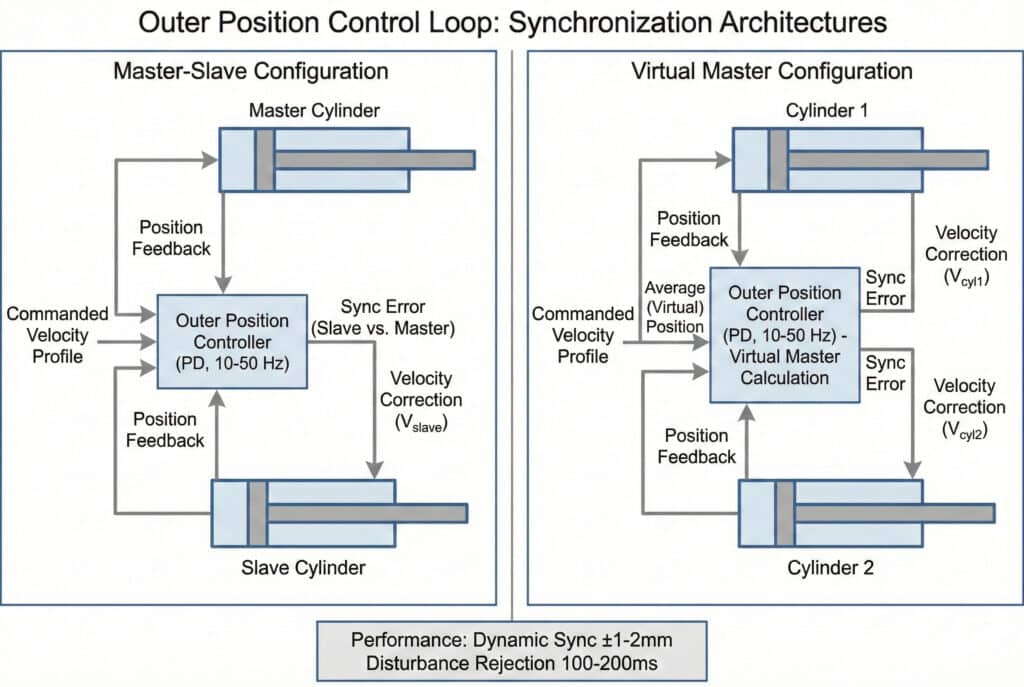
外側位置ループはマスタースレーブまたは仮想マスターアーキテクチャを実装する:シリンダ位置を継続的に比較し、各スレーブシリンダのマスター(または平均位置)に対する同期誤差を計算し、誤差を最小化するために個々の速度設定値を調整する。 PD制御(比例微分制御)で10~50Hzで動作するこのループは、±10~50%の速度補正を生成し、外乱発生後50~200ms以内にシリンダを再整列させ、ストローク全体を通じて同期を維持します。.
同期アーキテクチャ
マスター・スレーブ構成
「マスター」と指定された1つのシリンダー:
- マスターは指令速度プロファイルに従う
- スレーブシリンダーはマスターの位置に合わせて速度を調整する
- 単純で予測可能な動作
- 欠点:マスターシリンダーの誤作動がスレーブシリンダーに伝播する
スレーブ用速度補正:
$$
V_{slave}
= V_{指令値}
+ K_{p} × (Pos_{master} – Pos_{slave})
+ K_{d} × (Vel_{master} – Vel_{slave})
$$
仮想マスター構成
平均位置が基準となる:
- 仮想位置 = (位置1 + 位置2 + … + 位置n) / n
- すべてのシリンダーが仮想位置に合わせるよう調整される
- 利点:すべてのシリンダーにエラーを分散させる
- 3気筒以上のシステムに適している
各シリンダーの速度補正:
$$
V_{円筒_i}
= V_{指令値}
K_{p} × (仮想位置 – シリンダー位置_i)
$$
同期エラー管理
誤差限界と飽和
外側のループには限界を含める必要があります:
最大速度補正指令速度 ±30-50%
- 1つのシリンダーが暴走するのを防ぐ
- システムの安定性を維持する
- すべてのシリンダーが前進するのを保証する
警報の誤動作許容値: 5-10mm(標準)
- 超過した場合に障害状態をトリガーする
- 機械的問題または制御障害を示します
- 機器の損傷を防止します
交差結合戦略
高度なシステムではシリンダー間の相互結合を実現する:
| 戦略 | 説明 | 同期の改善 | 複雑性 |
|---|---|---|---|
| 独立制御 | 各シリンダーは個別に制御される | ベースライン | 低 |
| マスター・スレーブ | 奴隷は主に従う | 3~5倍 | 低 |
| バーチャルマスター | すべて平均位置に従う | 4~6倍 | 中程度 |
| 完全な交差カップリング | 各シリンダーは他のすべてのシリンダーを考慮する | 5~8倍 | 高 |
外ループの調整
比例増幅率 (K_p):
- シリンダーが同期エラーを修正する積極性を決定します
- 低すぎる:補正が遅く、定常状態誤差が大きい
- 高すぎる:振動、シリンダー間の干渉
- 典型的な範囲:0.5~2.0(無次元)
導関数利得(K_d):
- 速度差に基づく減衰を提供する
- 誤差補正時のオーバーシュートを防止する
- 標準範囲:0.1~0.5
調整手順:
- K_d = 0、K_p = 0.5 と設定する
- シリンダー間に5mmの位置オフセットを導入する
- 振動なく補正が速くなるまでK_pを増加させる
- 必要に応じてK_dを追加してオーバーシュートを低減する
パフォーマンス指標
適切に調整されたデュアルループシステムは以下を実現します:
- 静的同期静止時:±0.5~1mm
- 動的同期動作中 ±1~2mm
- 妨害除去: 100~200ミリ秒以内に同期を回復する
- 速度追跡シリンダー間の±3-5%
当社のBeptoデュアルループ同期システムは、世界中で150以上の設置実績があり、50kgから5,000kgまでの負荷に対応し、最大4メートルのストローク長を実現しています。🌍
実装要件とベストプラクティスとは何ですか?
デュアルループ同期を成功させるには、適切なハードウェア、ソフトウェア、および試運転が必要です。🛠️
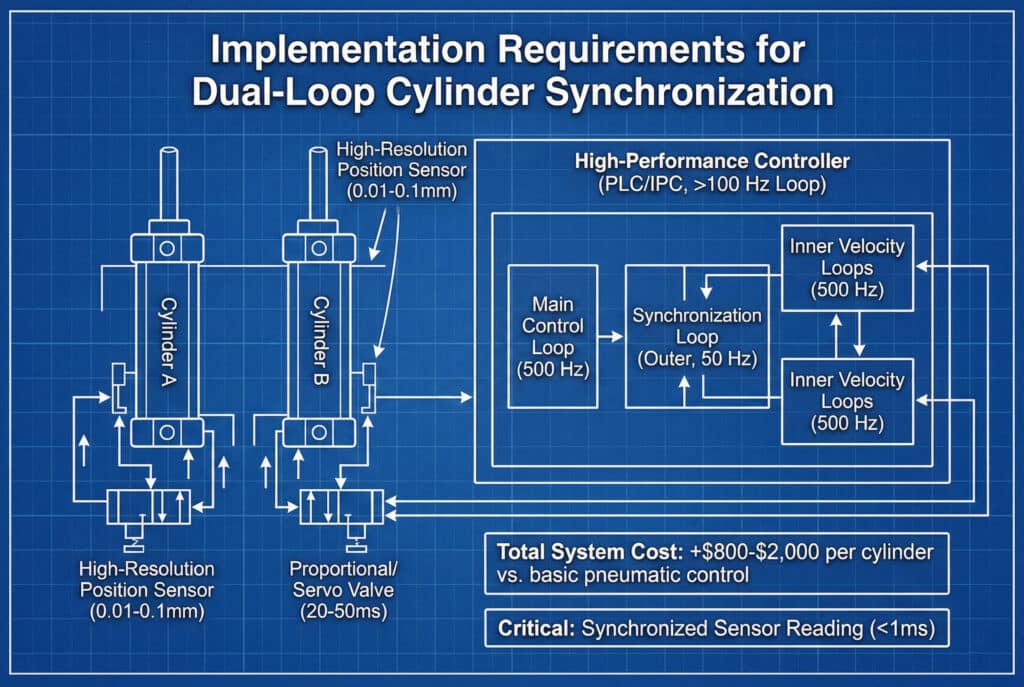
実装には以下が必要:各シリンダーに高分解能位置センサー(分解能0.01-0.1mm)、各シリンダー用の比例弁またはサーボ弁(応答時間20-50ms)、100Hz以上のループ実行が可能なコントローラー(産業用PCまたは高性能PLC)、同期化されたセンサー読み取り(1ms以内)、十分な剛性(固有振動数>20Hz)を備えた適切な機械設計。 ソフトウェアは適切なフィルタリング、アンチウィンドアップ、故障検出を備えた両制御ループを実装する必要がある。基本空圧制御と比較したシステム総コストはシリンダーあたり$800-2,000の追加となる。.
ハードウェア要件
位置センサー
| センサータイプ | 決議 | 精度 | コスト/シリンダー | 最適 |
|---|---|---|---|---|
| 磁気式リニアエンコーダ | 0.1ミリメートル | ±0.2mm | $150-300 | 一般的な用途 |
| 磁歪性 | 0.01ミリメートル | ±0.05mm | $400-800 | 高精度システム |
| 光学式リニアスケール | 0.001ミリメートル | ±0.01mm | $600-1,200 | 超精密(レア) |
| 引き線式エンコーダ | 0.1ミリメートル | ±0.5mm | $200-400 | 長いストローク(2m以上) |
必須要件すべてのセンサーは、誤った同期エラーを回避するために同期的に(1ミリ秒以内に)読み取らなければならない。.
バルブ選定
比例弁 最低限の要件は次のとおりです:
- 応答時間:50ミリ秒未満
- 解像度:8ビット以上(12ビット推奨)
- 流量容量:シリンダー内径と目標流速を一致させる
- 電気インターフェース:0-10V または 4-20mA アナログ入力
サーボ弁 高性能のため:
- 応答時間:<20ミリ秒
- 解像度:12~16ビット
- 優れた直線性と再現性
- 高コスト:2~3倍の比例弁
コントローラプラットフォームの選定
PLCベースのシステム
利点:
- 慣れ親しんだプログラミング環境
- 機械制御と統合
- 堅牢な工業デザイン
要件:
- 高速アナログ入出力モジュール(100Hz以上)
- 浮動小数点演算機能
- 十分なスキャン時間(デュアルループ制御の場合5ミリ秒未満)
適切なPLC: シーメンス S7-1500、アレン・ブラッドリー ControlLogix、ベッコフ CX シリーズ
産業用PC/モーションコントローラ
利点:
- より高い計算能力
- より高速なループレート(1kHz以上可能)
- 高度なアルゴリズムの実装が容易になる
デメリット:
- より複雑なプログラミング
- 別途安全PLCが必要となる場合があります
ソフトウェアアーキテクチャ
制御ループ構造
メイン制御ループ(500 Hz):
1. すべての位置センサーを読み取る(同期化)
2. 速度を計算する(フィルタリングされた微分)
内輪(シリンダーあたり):
3. 実際の速度と設定速度の比較
4. PI補正の計算
5. 出力バルブ指令
同期ループ(50 Hz、10サイクルごと):
6. 同期誤差を計算する
7. 速度補正値を生成する(PD制御)
8. 内側ループの速度設定値を更新する
9. エラー限界値と故障を確認する
必須ソフトウェア機能
- アンチウインドアップ5限界状態における積分項の蓄積を防止する
- 段差のない移行モード間のスムーズな切り替え(手動/自動)
- 故障検出センサーの有効性を監視し、過剰なエラーを検出する
- データ記録: 位置、速度、診断用エラーを記録する
- チューニングインターフェースコンパイルし直さずにパラメータ調整が可能
試運転のベストプラクティス
ステップ1:機械的検証
- シリンダー取付剛性を確認する
- 負荷分散の確認(10%内)
- 引っ掛かりのない滑らかな動きを確保する
ステップ2:個々のシリンダー調整
- 各内部速度ループを個別に調整する
- 同期前に±5%速度追跡を確認してください
ステップ3:同期ループ調整
- 外側のループゲインを低く設定することから始める
- 安定性を監視しながら徐々に増加させる
- 負荷変動および妨害を伴う試験
ステップ4: パフォーマンス検証
- 同期誤差を測定する100回以上のサイクルを実行する
- 検証エラーが仕様範囲内に収まることを確認する
- ドキュメントの最終パラメータ
よくある実装上の間違い
| 間違い | 結果 | 解決策 |
|---|---|---|
| 非同期センサー読み取り | 誤った同期エラー | ハードウェアトリガーによる同時サンプリングを使用する |
| フィルタリングが不十分 | ノイズの多い速度信号 | 適切なローパスフィルターを追加(10~20ミリ秒) |
| 外側のループが速すぎる | 内側のループとの戦い | 外周ループ ≤ 内周ループ速度の1/5 |
| 速度フィードフォワードなし | 応答が遅い | 指令速度に基づくフィードフォワードを追加する |
| 機械的問題を無視する | チューニングにもかかわらず性能が低い | まず、拘束、不均衡、または柔軟性の問題を修正する |
実社会での成功事例
オハイオ州トレドのガラス処理施設で自動化エンジニアを務めるマリアは、幅3メートルのコンベア移送装置を支える3本のベプト・ロッドレスシリンダーの同期に数週間苦戦していた。徹底的な調整にもかかわらず、システムには8mmの同期誤差が残っていた。当社技術チームが実装内容を検証したところ、以下の事実が判明した:
- センサーの読み取り値が同期していませんでした(50ミリ秒のずれ)
- 外側のループは内側のループと同じ速度で動作していた(不安定)
- 速度フィルタリングなし(過剰なノイズ)
推奨アーキテクチャ(同期化された100Hz内部ループと20Hz外部ループ)を導入後、彼女のシステムは±1.3mmの同期精度を達成しました。これは±2mmという仕様を余裕をもって満たす結果です。🎉
結論
デュアルループ制御戦略は、空圧シリンダの同期化を信頼性の低い課題から精密で再現性のあるプロセスへと変革します。これにより、高価な電動サーボシステムに比べコストと簡便性の利点を活かしつつ、協調的な多シリンダ動作を要求するアプリケーションを実現します。💪
デュアルループ同期制御に関するよくある質問
Q: 位置ループのみ(速度ループなし)で良好な同期を実現できますか?
シングルループ位置制御は、低速システム(<0.5 m/s)において±3~8mmの同期精度を達成可能だが、空気圧の遅れやバルブ応答遅延により高速動作では困難を伴う。内側の速度ループは外乱除去と滑らかな動作に必要な高速応答を提供する。±5mm以上の精度または0.5 m/sを超える速度を要する用途では、デュアルループ制御を強く推奨する——性能向上が複雑さの中程度の増加を正当化する。.
Q: デュアルループ制御で同期できるシリンダーの数はいくつですか?
デュアルループ制御を用いた2~6気筒のシステムを成功裏に実装しました。2~3気筒のシステムは単純明快ですが、4~6気筒ではより高度なクロスカップリングと高い計算能力が必要となります。6気筒を超える場合は、複数の同期グループに分割することを検討してください。制限要因は、制御アルゴリズムそのものではなく、コントローラの計算能力と、多数の接続点にわたる剛性を維持する機械的複雑さです。.
Q: 動作中に1つの位置センサーが故障した場合、どうなりますか?
適切な故障検出は、センサーの故障(信号範囲外、不可能な速度、または凍結した読み取り値)を即座に認識し、全シリンダーの制御停止をトリガーすべきである。一部の高度なシステムは、残存センサーを用いて劣化モードで動作を継続できるが、これには慎重な安全分析が必要である。Beptoでは、重要用途には冗長センサーの採用、あるいはバックアップストローク終了検出方法として差圧センシングの導入を推奨する。.
Q: デュアルループ制御は標準的なオンオフ弁でも機能しますか、それとも比例弁が必要ですか?
デュアルループ制御では、シリンダー速度を連続的に変調するために比例弁またはサーボ弁が必要であり、標準的なオンオフ弁では必要な可変流量制御を提供できません。ただし、高速スイッチングオンオフ弁に対するPWM(パルス幅変調)制御は、60~80%のコストで比例制御に近似できます。 予算重視の用途では、デュアルループ制御を伴うPWMが良好な結果(同期誤差±2~4mm)をもたらす。ただし、真のプロポーショナルバルブの性能(±0.5~2mm)には及ばない。.
Q: あるシリンダーが他のシリンダーよりも多くの重量を支える負荷の不均衡をどのように処理すればよいですか?
負荷不均衡が20-30%までの範囲では、デュアルループ制御器が自動的に処理します。内側の速度ループがバルブ位置を調整し、異なる負荷下でも等速を維持します。より大きな不均衡(>30%)の場合は、以下の対策をご検討ください:機械的負荷バランス調整(取付点の調整)、フィードフォワード補償(負荷依存型バルブバイアス追加)、または個別圧力制御(シリンダーごとの供給圧力調整)。 当社のBeptoエンジニアリングチームがお客様の負荷分布を分析し、用途に最適な手法をご提案いたします。.
